Известны устройства для сварки проводов в электролите, содержащие механизмы загрузки, погружения их в электролит И разгрузки изделий. Общим недостатком этих устройств является трудность автоматизации процессов сварки спая.
Отличительной особенностью предлагаемого устройства является то, что оно обеспечивает плавное погружение спая в электролит на заданную глубину с последующим извлечением его из электролита. Это достигается применением двух наклонных к уровню электролита текстолитовых дисков с фиксаторами со стороны загрузки и выгрузки изделий. С целью использования устройства для сварки однотипных изделий по определенной технологии, применены подающие приспособления, направляющие полумуфты и механизм скрутки проводов.
Институт электросварки им. Е. О. Патона в своем заключении отмечает новизну и оригинальность устройства, которое позволяет автоматизировать процесс электролитической сварки.
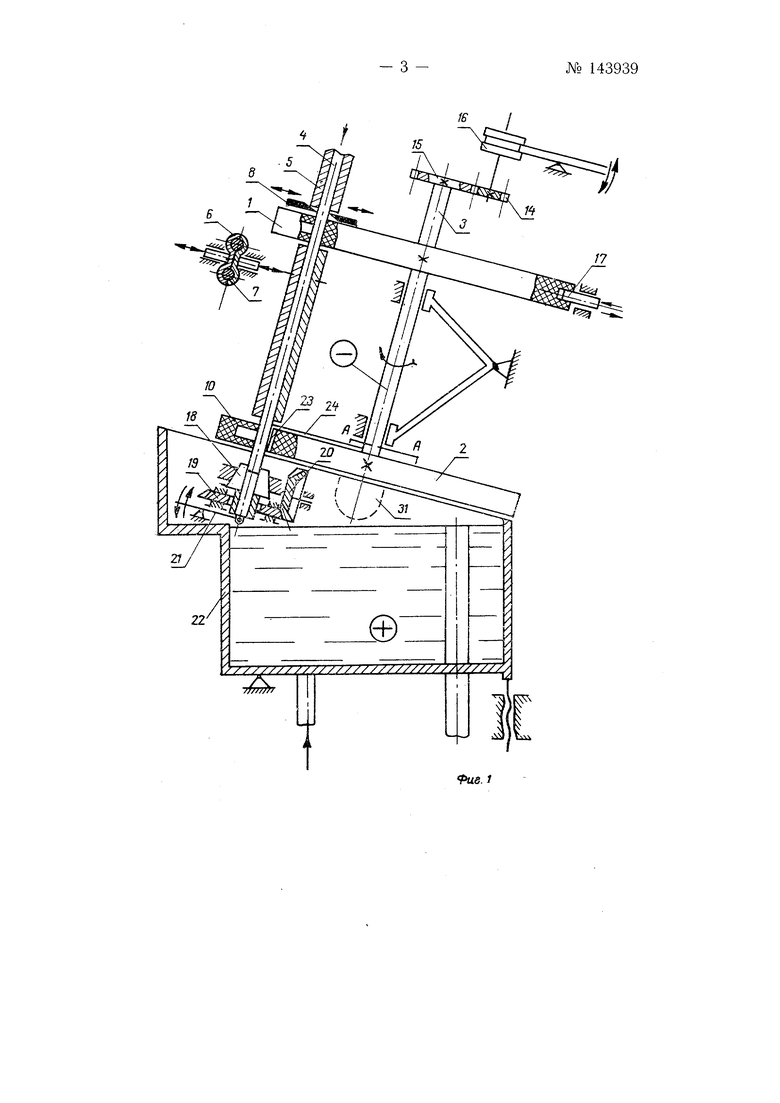
На фиг. 1 дана кинематическая схема предлагаемого устройства; на фиг. 2 - разрез по А-А на фиг. 1.
Основными деталями устройства являются текстолитовые диски / и 2, жестко закрепленные на валу 3 и наклоненные к уровню электролита. Диски 1 м 2 предназначены для закрепления проводов и транспортировки их.
Предварительно выпрямленные прутки- поступают в подающее приспособление .(на чертеже не показано), из которого по втулке 5 проходят через отверстия в дисках 1 и 2. Направляющие полумуфты 5 и 7 обеспечивают правильное перемещение прутков между дисками. Ножи 8 обрубают прутки требуемой длины.. Выгрузка прутков из дисков производится автоматически. При вращении дисков выступ 9 (фиг. 2) ползуна 10 находит на кулачок 11, и ползун начинает перемещаться вправо по направляющим 12 диска, преодолевая силу пружины 13. При
№ 143939- 2 этом открываются отверстия в дисках и из них извлекаются прутки. Вращение дисков осуществляется от электродвигателя через редуктор и шестерни 14 и /5, д пуск и остановка их происходит автоматически путем вклю чения и выключения муфты 16. Остановка дисков в заданиом положении эбеспёчивается фиксирующим приспособлением 17.
Под диском 2 располагается механизм скрутки проводов. Он состоит из цанговой втулки ./8, конических шестерен 19 и 20 и рычагов 21. Прутки проводов заходят в разжатую втулку 18, которая рычагами 21 опускается вниз. Лепестки втулки сводят и зажимают прутки, а щестерни 19 и 20 осуществляют поворот втулки и скручивание концов проволоки. После этого цанга разжимается и конец скрутки проходит в прорезь между лепестками.
Процесс сварки проводов в электролите происходит следующим образом.
Ванна 22 заполняется электролитом (15% водный раствор потаща или поваренной соли) и подключается к положительному полюсу источника тока, отрицательный полюс подводится к медным втулкам 23 через проводники 24 и вал 3. Соответствующим образом подготавливаются все механизмы и автоматика устройства.
В позиции 25 происходит загрузка дисков прутками, их скрутка и обрубка. При повороте дисков на 120° прутки переходят в позицию 26, а в это же время в позиции 25 происходит загрузка дисков в повой ячейке. При дальнейшем повороте дисков скрутка прутков- из позиции 26 входит в соприкосновепие с электролитом в точке 27 и постепенно погружается в него, достигает максимальной глубины в точке 28, а затем выходит из электролита в точке 29. За это время происходит оплавление конца скрутки и формирование его в щарик.
Ячейка останавливается в поз-иции 30, где происходит съем сваренных изделий через окно 31 в ванне 22. В дальнейщем процесс повторяется. Глубина погружения скрутки в электролит и скорость перемещения дисков устанавливаются в зависимости от материала и сечения свариваемых проводов и могут регулироваться в широких пределах.
Производительность устройства 160-180 сварок в-час.
Предмет изобретения
1.Устройство для сварки проводов в электролите, содержащее механизмы загрузки, погружения их в электролит и разгрузки изделий, отличающееся тем, что, с целью обеспечения плавного погружения спая в электролит на заданную глубину с последующим извлечением его из электролита, примепены два наклонных к уровню электролита текстолитовых диска, соосно расположенных на одном валу с регулируемым расстоянием между ними и снабженных фиксирующими приспособле ;иями со стороны загрузки и разгрузки изделий.
2.Устройство по п. 1, отличающееся тем, что, с целью использования его для сварки однотипных изделий в заданном технологическом ритме, применены подающее приспособление, выполненное в виде несущей отрезные ножи втулки, расположенной над верхним диском, направляющие полумуфты, расположенные между дисками, и механизм скрутки проволоки, расположенный под нижни.м .диском, установленные на общей стойке.
2