УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОЙ СВАРКИ СТЕРЖНЕЙ
Заявлено 9 марта 1960 г. за № 658072/25 в Комитет по делам изобретений
и открытий при Совете Министров СССР Опубликовано в «Бюллетене изобретений As 1 за 1961 г.
Известны устройства для электролитической сварки стерл-сней встык с применением резервуара с электролитом и механизма для зажатия и осадки свариваемых стержней. Однако они не обеспечивают достаточной производительности сварки.
В предлагаемом устройстве повышение производительности сварки обеспечивается тем, что резервуар для электролита выполнен в виде цилиндра, частично заполненного электролитом и снабженного цапфами для установки его в опорных подшипниках с возможностью вращения. Кроме того, в резервуаре имеются расположенные по окружности отверстия для установки свариваемых стержней, причем механпзмы для зажима и осадки расположены на уровне нижних отверстий резервуара так, что установленные в верхние отверстия стержни после поворота резервуара свариваются в нижнем иоложении.
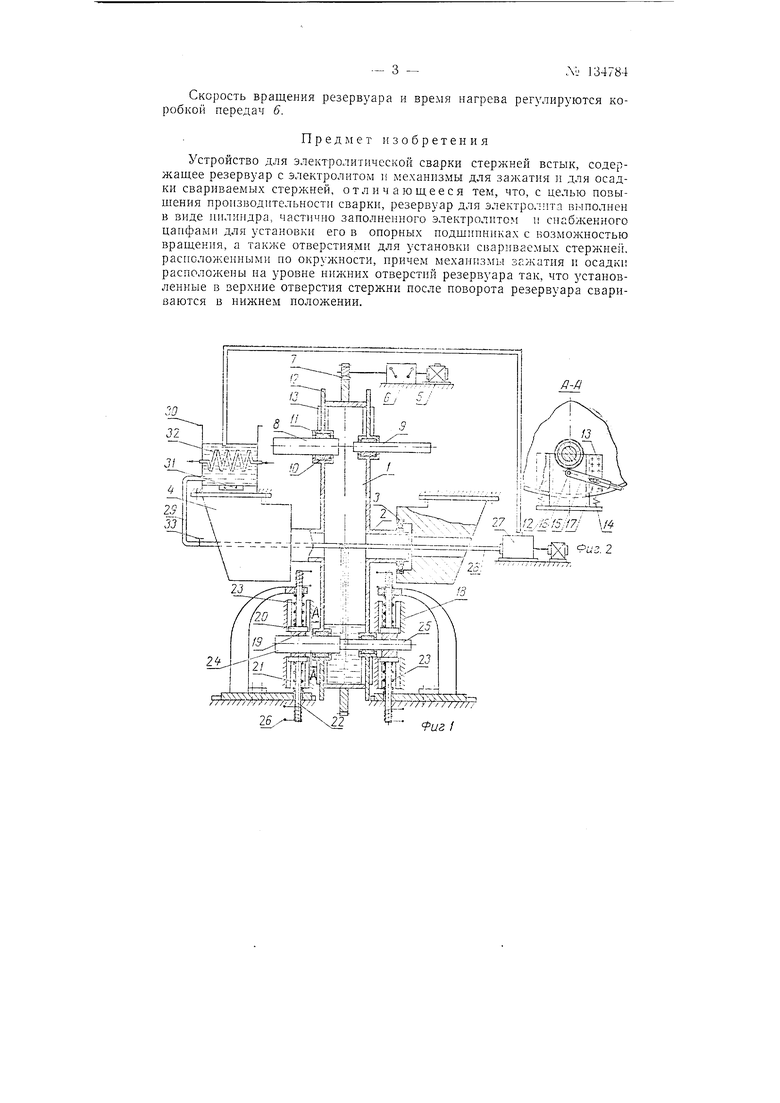
На фиг. 1 схематически изображено устройство; на фиг. 2 - разрез по А-А на фи-г. 1.
Цилиндрический сварной резервуар / с цапфами 2 установлен в опорных подшипниках 3, внешние кольца которых закрепляются в неподвижных стойках 4, что позволяет свободно поворачивать резервуар вокруг его оси. Этот поворот осуш,ествляется электродвигателем 5 через коробку передач 6 и цилиндрическую зубчатую передачу 7. Нагреваемые стержни 5 и Р проходят через отверстия в вертикальных стенках внутрь бака.
Центры отверстий располагаются по окружности с определенным радиусом. В каждом отверстии предусматривается разъемная опора, состоящая из двух полувтулок 10 и //, выполненных из электроизоляционного и термостойкого материала. Полувтулка 10 неподвижно закрепляется в вертикальной стенке резервуара, а полувтулка 11 - в ползуне 12. Ползун 12 размешен в вырезе вертикальной стенки резервуара и перемещается в направляющих 13. Пружинами 14, работающими на
ВСТЫК
Afb 134784.- . 2 -растялсение, ползун своим верхним срезом плотно прижимается к стенке выреза и соединяет обе полувтулки.
Перемещение ползуна вниз производится рукояткой 15, которая может свободно поворачиваться вокруг оси 16, неподвижно закрепленной в ползуне, а онора 17 в.ходит в паз рукоятки и неподвижно закрепляется в стенке резервуара.
Для закрепления стержней, подвода к ним тока и для их центрирования служат зажимные приспособления 18, состоящие из двух губок 19, которые крепятся к ползунам 20. Ползуны могут неремещаться в направляющих 21. К ползунам 20 жестко крепятся щтоки 22, которые при помощи пружин 23 закрепляют губками 19 нагреваемые стержни 24 и 25.
Электромагниты 26 обеспечивают отвод губок от стержня. Усилия осадки подаются на стержни через упоры (на схеме не показаны), аналогичные применяемым в мащинах для контактной стыковой сварки, при номощн циркуляционной системы, включающей насос 27, трубопроводы 28 и 29 и дополнительный бак 30. Трубопроводы проходят внутрь бака 30 через отверстия в стойках 4 н в стенках резервуара /. Дополнительный бак 30 снабжен электронагревателем 31 с терморегулятором и змеевиком 32, но которому циркулирует проточная вода.
Перед пуском устройство загружается стержнями на всех позициях, начиная с первой. Для этого ползун 12 отводится вниз рукояткой 15. Стержень 8 подается до упора (на чертеже не показан), расположенного внутри резервуара /, затем рукоятка 15 зажимает его полувтулками 10 и //. Аналогично стержню 8 с нротнвоположной стороны устанавливается и зажимается стерлсень 9. Торцы стержней 8 i 9 должны быть на таком расстоянии друг от друга, чтобы прн вращении резервуара но часовой стрелке в зазор меж.а,у ними свободно проходили трубопроводы 28 и 29. Включая электродвигатель 5, поворачивают резервуар / на следующую позицию и загрул-сают вторую пару стерл ;ней. Так последовательно загрул аются все позиции. На последней позиции стержни 6 i; ,9 вводят в зажимные приспособления 18 и закрепляют их губками 19, которые разводятся вручную с номощью рычажной системы (на схеме не показана). Открывая кран 33, заполняют резервуар электролитом до заданного уровня из дополнительного бака 30. После этого установка готова к работе.
Через зажимные приспособления 18 стерл ни 24 и 25 на последней позиции подключаются к отрицательным полюсам двух генераторов постоянного тока, а положительные полюсы этих генераторов подводятся к электролиту через трубопроводы 28 и 29. В это л-се время включается циркуляционная система, и электролит перекачивается насосом 27 из резервуара 1 в дополнительный бак 30, а из него он самотеком поступает обратно в резервуар; при этом происходит разогревапие концов свариваемых стержней. По истечении времени нагрева нанрял ;ение на электродах автоматически переключается на напрял енне теплового равновесия, стерлши подаются до соприкосновения и слсимаются с определенным усилием.
После сварки стерлсней кран 33 автоматически перекрывает трубопровод .25 и насос перекачивает электролит из резервуара / в дополнительный бак 30 до установленного уровня, затем включаются электромагниты 26, которые отводят губки 19 от изделия (стерл ня). Затем резервуар поворачивается в исходное положение, и происходит выгрузка сваренных стержней н загрузка резервуара стерл нями, подлежащими сварке. В это лее время в крайнем положении происходит автоматическая сварка стерл ней.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки проводов в электролите | 1960 |
|
SU143939A1 |
| Установка для нагрева заготовок в электролите | 1959 |
|
SU133481A1 |
| УСТАНОВКА ДЛЯ НАГРЕВА ЗАГОТОВКИ ПОД СЛОЕМ ЭЛЕКТРОЛИТА | 1970 |
|
SU282380A1 |
| Установка для нагрева в электролите | 1973 |
|
SU580237A1 |
| Способ нагрева заготовок, деталей и изделий в электролите и устройство для осуществления способа | 1958 |
|
SU116223A1 |
| Установка для местного нагрева стержней в электролите | 1973 |
|
SU511355A1 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036062C1 |
| АППАРАТ ДЛЯ СШИВАНИЯ КРОВЕНОСНЫХ СОСУДОВ | 1947 |
|
SU71792A1 |
| Устройство для контактной стыковой сварки многопроволочных изделий | 1981 |
|
SU990454A1 |
| КОМБИНИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2017 |
|
RU2637042C1 |
