Изобретение относится к устройствам для нагрева деталей в электролите для ковки их в штампах и термической обработки.
Известно устройство для нагрева деталей в электролите, состоящее из ванны и опорного экрана. Между экраном и изделием имеется кольцевой зазор.
Предлагаемое устройство отличается от известного тем, что опорный экран изготовлен в виде съемного упора, размещенного во втулке, запрессованной в электроизоляциониый стакан с отверстиями, связывающими кольцевой зазор между деталью и стаканом с атмосферой воздуха. Стакан смонтирован в цилиндре, связанном с приводом для перемещения его в направляющей втулке, соединенной € ванной.
Такое выполнение позволяет избежать дополнительных потерь тепловой и электрической энергии через экраны и обеспечить одинаковые условия ио длине нагреваемой части заготовки.
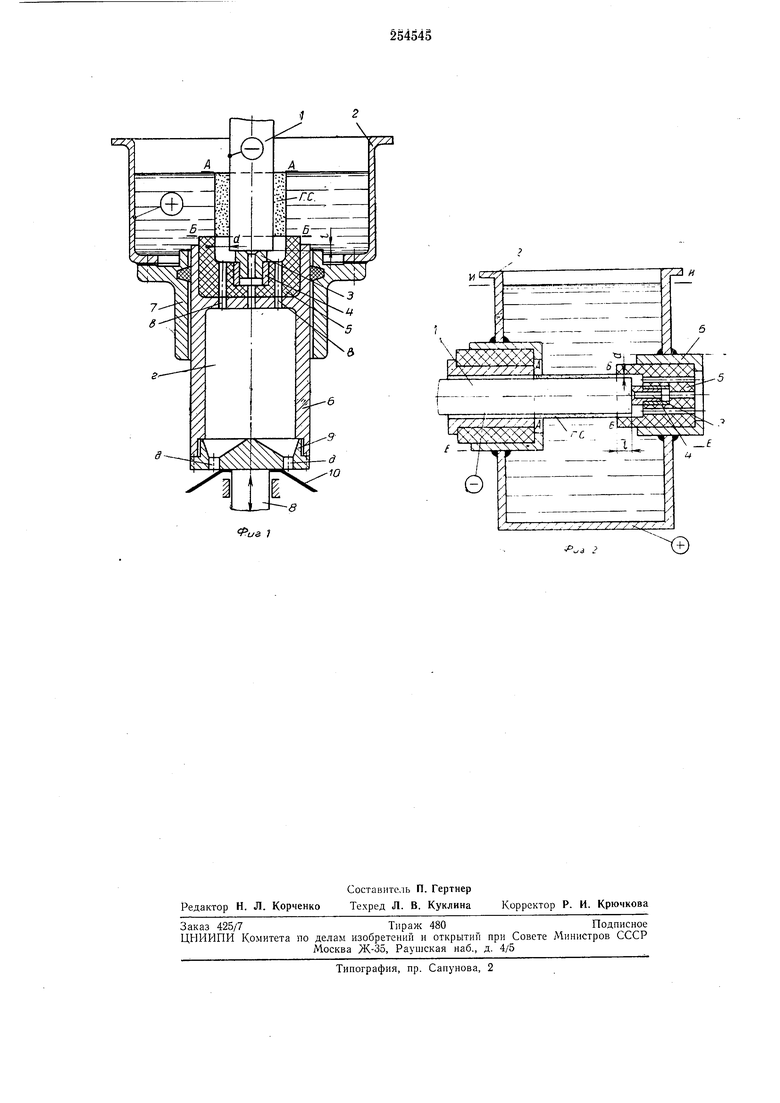
На фиг. 1 показано устройство для концевого нагрева и нагрева средней части заготовок в свободной ванне при их вертикальном расположении; на фиг. 2 - устройство для концевого «агрева и нагрева средней части заготовок в свободной ванне при их горизонтальном расположении под слоем электролита.
Конец нагреваемой заготовки 1 (см. фиг. 1) помещается в ванну 2 с электролитом. Торец заготовки доходит до съемного упора 3, который вставляется во втулку 4, запрессованную
в электроизоляционный стакан 5. Последний, в свою очередь, помещается в отверстие цилиндра 6.
После нагрева заготовки цилиндр 6 перемещает ее вверх, чтобы она полностью вышла
из электролита. В этот момент заготовка обесточивается и извлекается из опорного экрана, а вместо нее в опорном экране устанавливается новая заготовка. Па электроды подается напрялувние тока, и заготовка иостепенно погрул ается в электролит на требуемую длину. Перемещение цилиндра 6 в направляющей втулке 7 осуществляется от штока 8, связанного с приводом (на чертежах не показан). В стакан 5 заготовка входит на
глубину / с зазором b с каждой стороны. Из опыта эксплуатации установок для последовательного нагрева заготовок известно, что величина кольцевого зазора d может быть до 0,5-0,8 мм и несколько больше, чтобы
исключ1 ть затекан 1е в него электролита. Величину / определяют, исходя из оиытных данных в зависимости от режима и времени нагрева. Эта величина сиособствует установлению идентичных условий нагрева в сечениях
В сечении А-А газовый слой (Г.С.) непосредственно сообщается с атмосферой воздуха. В сечении Б-Б связь газового слоя с атмосферой воздуха достигается благодаря кольцевому зазору, сообщающемуся с атмосферой воздуха через каналы в, полость г и отверстия д во фланце 9. Отверстия д во фланце служат также для стекания электролита из полости г. на щиток 10.
Нагрев металла, расположенного выше сечения А-А, осуществляется вследствие теплопередачи от более нагретых слоев к менее нагретым. Для сечения Б-Б вследствие теплопередачи нагревается металл заготовки, расположенный ниже этого сечения. Так как длина загоювки выше сечения Л-А значительно больше I.J то упор 3 н тепловые потери через него в какой-то стенени компенсируют разницу В длинах. При установке длины для концевого нагрева заготовки следует также учитывагь, что после извлечения заготовки из электролита и выравнивания температуры по нагретой части температура на конце должна быть равна средней выровненной температуре. Если длина / значительна, то возможен нагрев средней части заготовки.
Таким образом нри номощи опорного экрана в сечениях Л-Л и -6-Б молшо создать условия нагрева, близкие к полностью идентичным, что способствует установлению одинаковой интенсивности нагрева по длине нагреваемой части заготовки, расширению диапазона нагреваемых заготовок как по диаметру, так и по длине.
В отличие от схемы нагрева, -показанной нч фиг. 1, по схеме нагрева на фиг. 2 опорный экран не перемещается в горизонтальном направлении. Погружение заготовки в электролит осуществляется путем подъема уровня электролита нз положения Е-Е в положение И-И.
Предмет изобретения
1.Устройство для нагрева деталей в электролите, -включающее ванну и опорный экран, отличающееся тем, что, С целью обеспечения одинаковых условий ио длине нагреваемой
части заготовки, опорный экран выполнен в виде съемного упора, размещенного во втулке, запрессованной в электроизоляционный стакан с отверстиями, связывающими кольцевой зазор между деталью и стаканом с атмосферой воздуха.
2.Устройство по п. 1, отличающееся тем, что стакан смонтирован в цилиндре, связанном с приводом для перемещения его в направляющей втулке, соединенной с ванной.
1
l
.)...
l j777 7.- A
-O.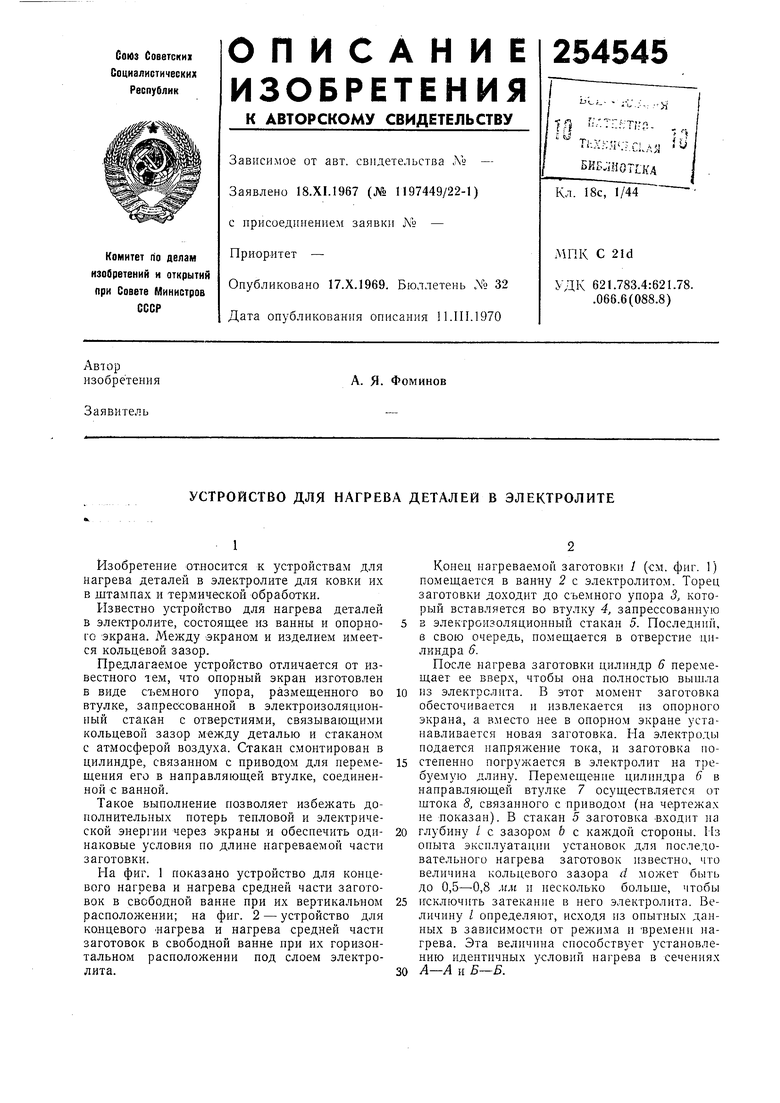
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАГРЕВА ЗАГОТОВКИ ПОД СЛОЕМ ЭЛЕКТРОЛИТА | 1970 |
|
SU282380A1 |
| Установка для нагрева изделий в электролите | 1983 |
|
SU1263716A1 |
| Установка для нагрева заготовок в электролите | 1959 |
|
SU133481A1 |
| Установка для нагрева в электролите | 1973 |
|
SU580237A1 |
| Устройство для нагрева изделий в электролите | 1980 |
|
SU931760A1 |
| БАТАРЕЯ ТРУБЧАТЫХ ТВЕРДООКСИДНЫХ ЭЛЕМЕНТОВ С ТОНКОСЛОЙНЫМ ЭЛЕКТРОЛИТОМ ЭЛЕКТРОХИМИЧЕСКОГО УСТРОЙСТВА И УЗЕЛ СОЕДИНЕНИЯ ТРУБЧАТЫХ ТВЕРДООКСИДНЫХ ЭЛЕМЕНТОВ В БАТАРЕЮ (ВАРИАНТЫ) | 2016 |
|
RU2655671C2 |
| Устройство для последовательного нагрева металлических изделий (лент,прутков,труб и т.п.) | 1947 |
|
SU83803A1 |
| Способ выдавливания полостей с безокислительным нагревом заготовки и устройство для его осуществления | 1988 |
|
SU1625572A1 |
| Устройство для нагрева деталей в электролите | 1981 |
|
SU968081A1 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА ДЕТАЛЕЙ В ЭЛЕКТРОЛИТЕ | 1971 |
|
SU427065A1 |