1
Изобретение относится к области нагрева металлов и сплавов в электролите. Установка может быть использована при массовом производстве средних и мелких поковок для деталей приборов и электронной аппаратуры.
Известна установка для нагрева прутков в электролите, содержащая ванну для электролитного нагрева и устройство для штамповки заготовок, в которой электролитный нагрев совмещен с процессом штамповки 1.
В известной установке после безокислительного нагрева в электролите дальнейшая горячая механическая обработка заготовок ведется в атмосфере воздуха с образованием окалины, снижающей точность обработки и увеличивающей трудоемкость и расход металла.
Цель изобретения - обеспечение безокислительного нагрева и улучшение качества стержней. Для этого в предлагаемой установке содержащей последовательно расположенные разматыватель со сварочным приспособлением, правильно-роликовое устройство с зачистньш приспособлением, ванну с электролитом и систему его циркуляции, ковочные вальцы с нагревателями и бункеры (отсеки) выгрузки изделий, после ванны с электролитом, причем последняя выполнена в виде усеченного конуса, установлена камера безокислительной вальцовки, сообщающиеся между собой
посредством канала и отверстии в их торцевых стенках.
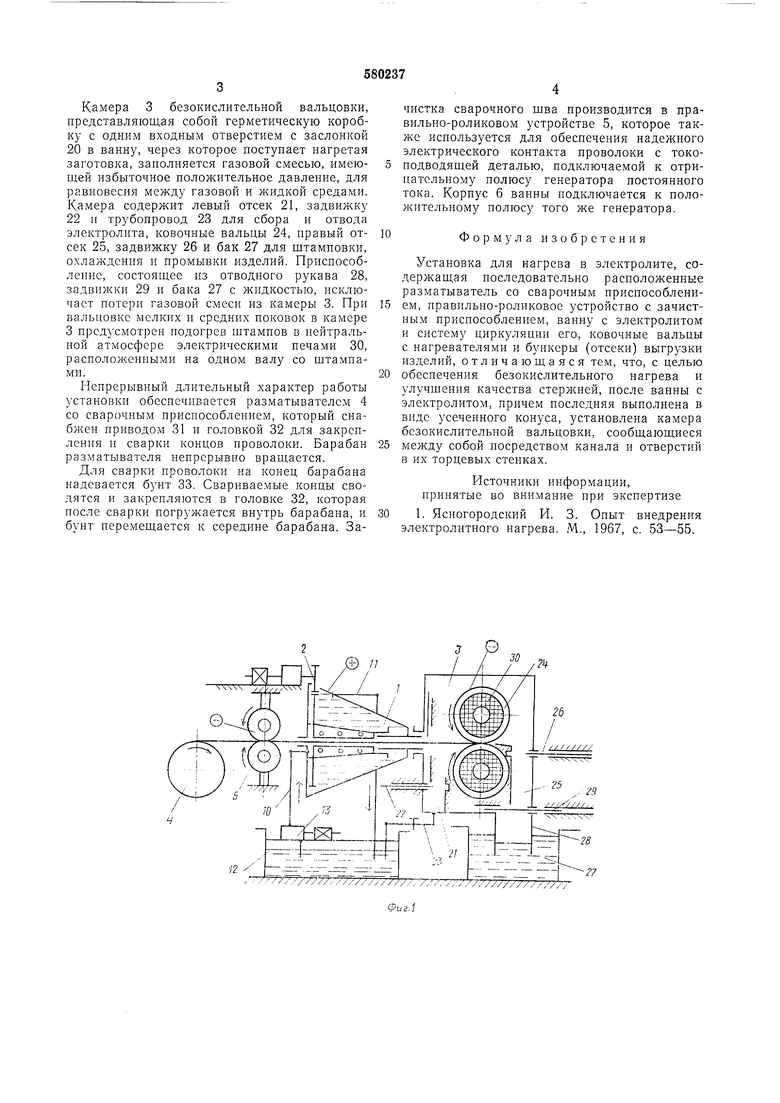
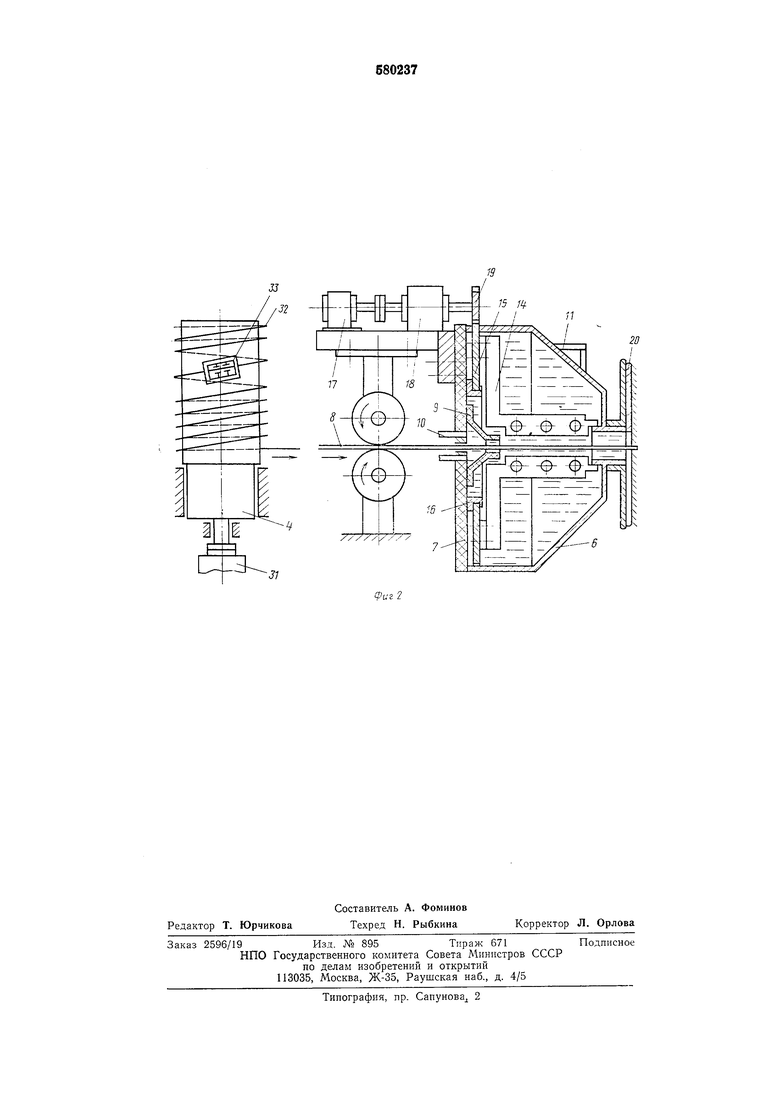
На фиг. 1 показано расположение основных узлов предлагаемой установки; на фиг. 2 изображены электролитическая ванна и разматыватель со сварочным приспособлением, продольный разрез.
Установка содержит ванну 1 с электролитом, размешнватель 2 электролита, камеру 3 безокислительной вальцовки, разматыватель 4 со сварочным приспособлением, правильнороликовое устройство 5 с зачистным приспособлением.
Ванна с электролитом состоит из корпуса 6, выполненного из стали в виде усеченного конуса, и основания 7, изготовленного из электроизоляционного материала. По оси ванны иеремещается проволока или пруток 8.
Электролит в ванну поступает из отверстия экрана 9 через трубопровод 10, позволяющих регулировать интенсивность нагрева и скорость электролита. Циркуляция электролита осущест вляется через трубопровод 11, бак 12
и насос 13. Крыльчатка 14, предназначенная для размешивания электролита, прикреплена к щестерне 15, кот-орая установлена на втулке 16, и получает вращательное движение от электродвигателя 17 через коробку скоростей
18 и шестерню 19.
Камера 3 безокислительной вальцовки, представляющая собой герметическую коробку с одним входным отверстием с заслонкой 20 в ванну, через которое поступает нагретая заготовка, заполняется газовой смесью, пмеющей избыточное положительное давление, для равновесия между газовой и жидкой средами. Камера содержит левый отсек 21, задвижку 22 н трубопровод 23 для сбора и отвода электролита, ковочные вальцы 24, правый отсек 25, задвижку 26 и бак 27 для штамповки, охлаждения и промывки изделий. Приснособлеиие, состоящее из отводного рукава 28, задвижки 29 и бака 27 с л ндкостью, исключает потери газовой смеси из камеры 3. При вальцовке мелких п средних поковок в камере 3 предусмотрен подогрев штампов в нейтральной атмосфере электрическими печами 30, расположенными на одном валу со штампами.
Непрерывный длительный характер работы установки обеспечивается разматывателем 4 со сварочным приспособлением, который снабжен приводом 31 и головкой 32 для закрепления и сварки концов проволоки. Барабан разматывателя непрерывно вращается.
Для сварки проволоки на конец барабана надевается бунт 33. Свариваемые концы сводятся и закрепляются в головке 32, которая после сварки погружается внутрь барабана, и бунт перемещается к середине барабана. Зачистка сварочного шва производится в правильно-роликовом устройстве 5, которое также используется для обеспечения надежного электрического контакта проволоки с токоподводящей деталью, подключаемой к отрицательному полюсу генератора постоянного тока. Корпус 6 ванны подключается к положительному полюсу того же генератора.
Формула изобретения
Установка для нагрева в электролите, содержащая иоследовательно расположенные разматыватель со сварочным приспособлением, правильно-роликовое устройство с зачпстным приспособлением, ваипу с электролитом и систему циркуляции его, ковочные вальцы с нагревателями и бункеры (отсеки) выгрузки изделий, отличающаяся тем, что, с целью
обеспечения безокислительного нагрева и улучшения качества стержней, после ванны с электролитом, причем последняя выполнена в виде усеченного конуса, установлена камера безокислительной вальцовки, сообщающиеся
между собой посредством канала и отверстий в нх торцевых стенках.
Источники информации, принятые во внимание при экспертизе
1. Ясногородский И. 3. Опыт внедрения электролитного нагрева. М., 1967, с. 53-55.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СЛОИСТЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2158665C1 |
| Агрегат для электрохимической очистки проволоки | 1982 |
|
SU1093025A1 |
| Агрегат электрохимической обработки проволоки | 1986 |
|
SU1461775A1 |
| Агрегат для непрерывной обработки плоского проката | 1978 |
|
SU749123A1 |
| Устройство для транспортирования длинномерных гибких изделий через технологические ванны | 1989 |
|
SU1724548A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ ПЛАКИРОВАННОЙ КАТАНКИ | 2013 |
|
RU2547364C1 |
| Агрегат для непрерывного производства порошковой проволоки волочением | 1977 |
|
SU855089A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПРОВОЛОКИ | 1973 |
|
SU384943A1 |
| МЕХАНИЗМ БЕЗОКИСЛИТЕЛЬНОГО ЭЛЕКТРОЛИТНОГО НАГРЕВА ЗАГОТОВОК | 1973 |
|
SU373312A1 |
| Способ термической обработки стальной проволоки и устройство для его осуществления | 1989 |
|
SU1694668A1 |
-j;
