Известные устройства для накатывания наружных резьб посредством накатных роликов обладают рядом недостатков, главные из которых - относительная сложность конструкции, трудность осуществления автоматизации процесса накатывания, неуниверсальность и низкая производительность.
Предлагаемое устройство лишено вышеуказанных недостатков, это достигнуто тем, что в кинематическую цепь устройства для накатывания наружных резьб посредством накатных роликов включен кулачковый механизм, сообщающий ножу три последовательные осевые движения, из которых первое предназначено для подачи заготовки в заборные части роликов, второе - для установки заготовки центром выше линии центров роликов и третье - для сдвига заготовки относительно линии центров роликов, обеспечивающего автоматическое удаление готового изделия.
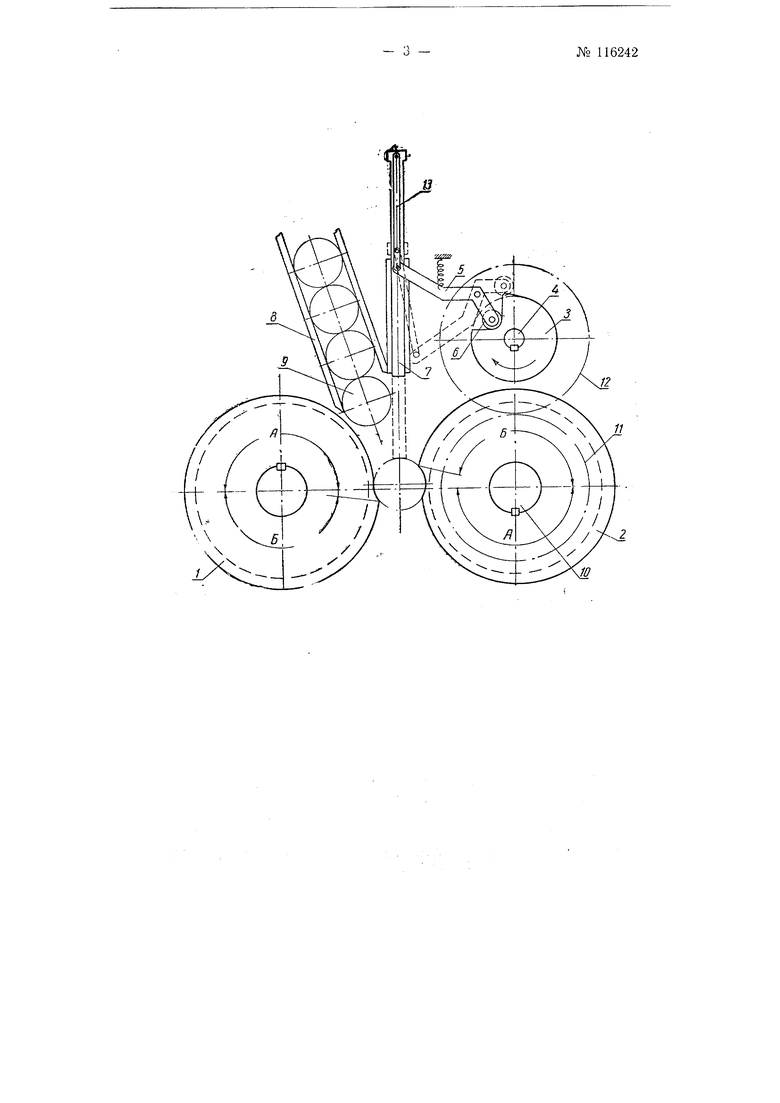
На чертеже показана схема устройства.
Предлагаемое устройство состоит из двух принудительно вращающихся в одном направлении накатных роликов 1 и 2, каждый из которых снабжен заборной частью А и калибровочной частью Б; кулачкового механизма, включающего копир 3j сидящий на оси 4, и рычаг 5 с роликом 6, обкатывающим копир; ножа 7, кинематически связанного с рычагом 5, и направляющих 8 для подачи заготовок 9 под накатывание.
Расстояние между осями роликов во время процесса накатывания сохраняется постоянным. На оси 10 ролика 2 посажена сменная щестерня //, входящая в зацепление с другой сменной шестерней 12, сидящей на одной оси с копиром 3, управляющим процессом накатывания посредством рычага 5, тяги 13 и ножа 7.
Во время нахождения ножа 7 в верхнем крайнем положении заготовка попадает под его основание и проталкивается им в заборную часть А роликов, причем центр заготовки устанавливается несколько
№ 116242- 2 -
выше линии центров роликов, благодаря чему она во время процесса накатыванияприжимается выталкивающими силами последнего к основанию ножа 7.
После обкатки образуемый профиль калибруется калибровочной частью роликов; затем готовое изделие посредством ножа опускается ниже линии центров роликов и под действием выталкивающих сил накатывания, действующих в противоположном направлении, по сравнению с ранее действующими выталкивающими силами накатывания, готовое изделие выходит из зацепления роликами и выпадает вниз.
Предмет изобретения
Устройство для накатывания наружных резьб роликами с неизменным межосевым расстоянием и с использованием ножа, находящегося в контакте с обрабатываемой заготовкой, отличающееся тем, что, с целью осуществления загрузки заготовки во время вращения роликов и автоматической разгрузки ее по окончании обработки без снабжения роликов загрузочно-выгрузочными выемками, в кинематическую цепь, связывающую поступательные движения ножа с вращением накатных роликов, включен кулачковый механизм, сообщающий ножу три последовательных осевых движения, из которых первое предназначено для подачи заготовки в заборные части роликов с предотвращением удара, второе - для установки заготовки центром выше линии центров роликов с обеспечением этим накатывания с необходимым числом оборотов роликов, и третье - движение для сдвига заготовки относительно линии центров роликов, обеспечивающего автоматическое удаление обработанной заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатывания наружных резьб | 1957 |
|
SU118484A2 |
| Устройство для изготовления шестерен, шлицевых валиков и тому подобного | 1958 |
|
SU123933A1 |
| Плашка для накатки резьбы | 1942 |
|
SU63681A1 |
| РОТОРНАЯ ЛИНИЯ ДЛЯ НАКАТЫВАНИЯ РЕЗЬБ ИЛИ ПРОФИЛЕЙ | 1991 |
|
RU2019353C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШПИЛЕК | 1967 |
|
SU190321A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ | 2010 |
|
RU2449850C2 |
| РОЛИК ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2010 |
|
RU2447965C2 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2005 |
|
RU2278760C1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| Загрузочно-разгрузочное устройство | 1978 |
|
SU795687A1 |