Известные плашки дли ;;акатк 1 резьбы имеют заборнуЕО частЕ, которая образована путём изгиба ниток к основанию плашки. При этом высота тштки в заборио; части одинакова с высотой нитки в калибровочной части. Недостатком гаких плашек является накатывание уже с первого момента работы почти полного профиля резьбы.
Предлагаемая плашка отличается от указан ных известных плашек тем, что заборная часть образуется из ниток, высота которых постепенно увеличивается. В начале заборной части высота итки
т п
.тзх
где b.uip - наружный диаметр резьбы и В,,аг. шах - наибольший диаметр заготовки.. В KoiHHe же заборной части высота нитки равна высоте её в калибровочной части. В частности, это может быть достигнуто сошлифовыванием под углом нитки по её вершине к а длине заборной части.
Такое выполнение заборной части плашки обеспечивает постепенное внедрение ниток в обрабатываемый .металл.
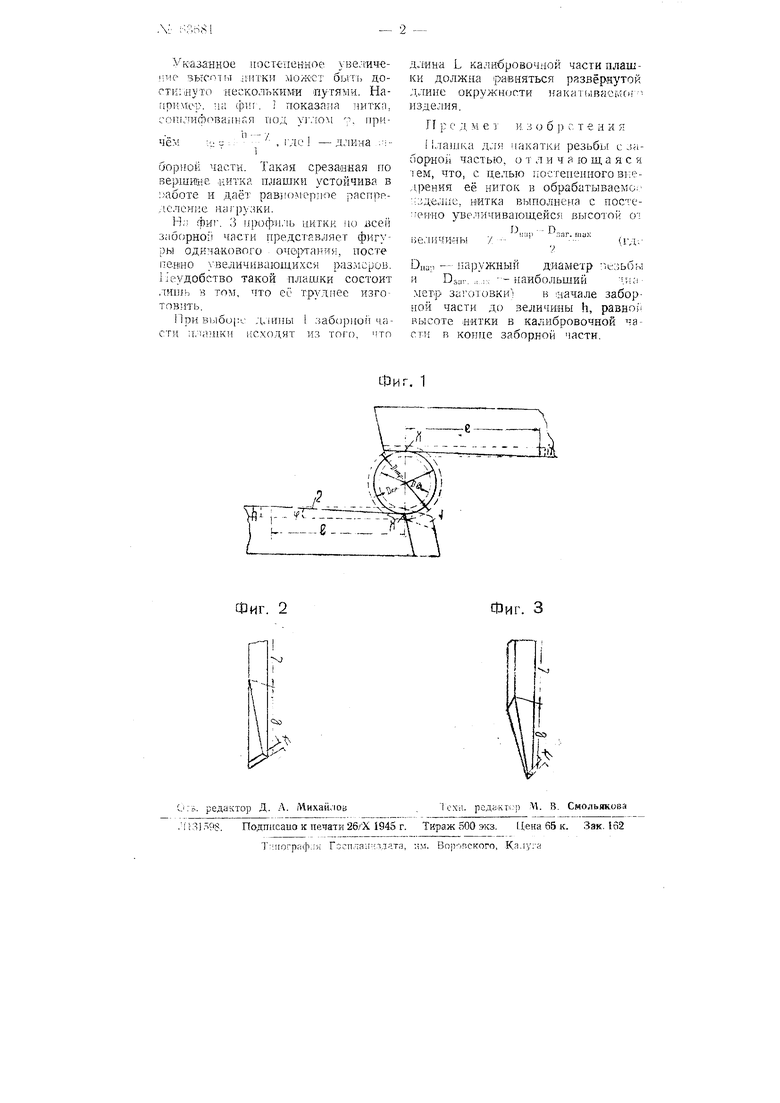
На чертеже (Ьиг. 1 схема-ичоски нзобр жас-т нре.и К .гпемые n,. а
фиг. 2 1 3два ;;ар1 анта выполнелин р.иток согласно изобретению.
На фиг. I иуь-.ктиром показано выполнение известных плашек для накатки резьбы. В них забоГ:.ая часть образована путем изгиб; .итэк , высота которых но sceii их длине одинакова и равна высоте нитки в калибровочной части нл.ашки. Длина заборкой части в этих плашках, примерни, в два раза меньше разверНутой длины сгкружности накатываемого нздсли).
В отличие от известных плашек в предлагаемо плпнпсе высота ниток 2 в заборной части постепример, на фиг. 1 показана -лака, заборной части высота г .итки
1 1 Г)
ii:ip3i3r.innx
7.-где 1)н;.р -.наружны ;и;а.;отр резьбы, Dsar M.;;v -наибольший диаметр заготовки иод накатку.
Учитывая, что D..r --- 1 с:.-- (O.G :0,05), тоОз:,,. |. -- J.M 1П5.
В конце заборной части высота нитки равна высоте её h в калибиовочной части.
Указанное постепенное зве. высоты щггки MO/IVCT быть достиг дуто несколькими путями. Например, па (р1. i показана ииткп, со11ьлиш(1за11ная под yi-лом 7- Р
длина
борной части. Такая сре-заиная по вершине, .нитка плашки устойчива в : аботе и даёт- рав)()мер11 пе распрр;1слен1;е нагрузки.
фи1. 3 профиль ииткк но всей заборно части представляет )ы одннаков-ото очертания, посте пвн1но увеличивающихси раз.мсров. Неудобство такой плашки состоит лИ1иь и том, что её труднее изготов;пь.
При выбо1;о д.шпы I .чаби)поп части ;1ла,шки исходят из тогч), 1тп
длина L калибровочной части плашки должна равняться развёрнутой л,лине окрул ности накатываемо. изде.ЛИя.
Г1 -f с д м е т и, 3 о б ) с т е и и я
11лан. для цакатки резьбы с заборной частью, отличающаяся leM, что, с целью постепенпого зт;е„1рения её ниток в обрабатываемо: ;зде И1е, нитка выполнена с постеРННО увеличивающейся высотой о
1Л,„,--Вз„г.,„.х
|;ел1 ЧИНы / ----(гд;
Она- -- наружный диаметр :1езьбь и Ds;ir. ,; г. --наибольший Uia.метр за .отовки в начале заборной части до величины h, равноГ высоте литки в калибровочной части в заборной части.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ НАКАТКОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179490C2 |
| СПОСОБ ФОРМИРОВАНИЯ НАКАТКОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2098240C1 |
| Резьбонакатной инструмент | 1983 |
|
SU1186339A2 |
| Устройство для накатывания наружных резьб | 1957 |
|
SU116242A1 |
| ИНСТРУМЕНТ ДЛЯ НАКАТЫВАНИЯ РЕЗЬБЫ | 2007 |
|
RU2354487C1 |
| Резьбонакатной инструмент | 1980 |
|
SU919796A1 |
| Инструмент для накатывания резьбы | 1977 |
|
SU747599A1 |
| Устройство для накатывания наружных резьб | 1957 |
|
SU118484A2 |
| Устройство для изготовления шестерен, шлицевых валиков и тому подобного | 1958 |
|
SU123933A1 |
| ИНСТРУМЕНТ ДЛЯ НАКАТКИ КРУПНОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ | 2007 |
|
RU2336140C1 |
