(Л С
Фиг. 111 Изобретение относится к обработке металлов давлением, в частности к прессованию профилей из алюминиевых сплавов. Цель изобретения повышение качества изделий путем обеспечения условий выравнивания скоростей истечения материала заготовки. На фиг.1 показана матрица, общий вид в разрезе; на фиг,2 - вид А на фиг,1. Матрица содержит обойму 1, корпус 2 с рассекателем 3 и иглой 4, мат5)ич ную втулку 5, соединенную с корпусом штифтом 6. в корпусе 2 вьшолнены питающие каналы 7 и 8, питающие широкую 9 и узкую 10 щели канала матричной втулки 5. Последняя соединяется с подкладным кольцом 1 с помощью штифта 12. В корпусе 2 на поверхности, контактирующей с матричной втулкой 5, выполненпаз, в который встав лены рассекатель 13 и упор 14 для перераспределения объемов металла. Торцовая поверхность рассекателя 13, контактирующая с прессуемым металлом выполнена наклонной, при этом поверх ность рассекателя 13 со стороны входа металла образует с торцовой наклонной поверхностью острый угол. Матрицу используют следующим обра зом. Корпус 2 соединяется с матричной втулкой 5 с помощью штифта 6, а матричная втулка соединяется с подкладным кольцом 11 с помощью штифта L2. 8паз корпуса 2 вставляют рассекатель 13 и упор 14. Ограничивая объем металла, подаваемого в широкую щель 9канала матричной втулки 5, умень2шают скорость истечения металла через широкую щель, тем самьы выравнивают скорости истечения. Если при опытном прессовании окажется, что, например, для данного профиля ограничение подачи металла недостаточно, увеличив высоту h упора 14, увеличивают ограничение подачи металла и эффект выравнивания скоростей. При резкой разнотолщинности профиля рассекателем 13 может быть- даже перекрьг та часть широкой щели 9 канала матричной вставки (на чертеже показан именно этот вариант ). В этом случае при выполнении наклона на торцовой поверхности рассекателя 13 широкая щель 9 канала матричной вставки, хотя и медленно, но заполняется. Для регулирования объема металла, поступающего в широкую щель в связи возможностью Горизонтального перемещения рассекателя 13 при распрессовке освобождают металл из каналов 7 и 8, а оставшуюся часть металла, расположенную между наклонной торцовой поверхностью рассекателя 1 3 и иглой 4, удаляют травлением. Использование предлагаемой матрицы позволяет уменьшить неравномерность истечения металла по участкам профиля и скручивание при прессовании путем регулирования перераспределения объема металла при помощи элемента и упора. В некоторых случаях отпадает необ-, ходимость в резком увеличении высоты рабочего пояска в зоне широкой щели канала матричной втулки, что приводит к улучшению качества поверхности прессуемых изделий.
ВидА
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированная матрица для прессования полых изделий | 1979 |
|
SU774661A1 |
| Комбинированная матрица для прессования полых профилей | 1977 |
|
SU740331A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПРОФИЛЕЙ В СРЕДЕ АЗОТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2189878C2 |
| Способ прессования разнотолщинных профилей | 1980 |
|
SU956087A1 |
| Матричный узел для экструдирования | 1979 |
|
SU863052A2 |
| Матричный блок для горячего прессования заготовок | 1981 |
|
SU1128998A1 |
| Матрица для прессования разнотолщин-НыХ пРОфилЕй | 1979 |
|
SU845932A1 |
| Матрица для экструдирования разнотолщинных профилей | 1977 |
|
SU642037A1 |
| ИНСТРУМЕНТ для МНОГОКАНАЛЬНОГО ПРЕССОВАНИЯ | 1971 |
|
SU301201A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
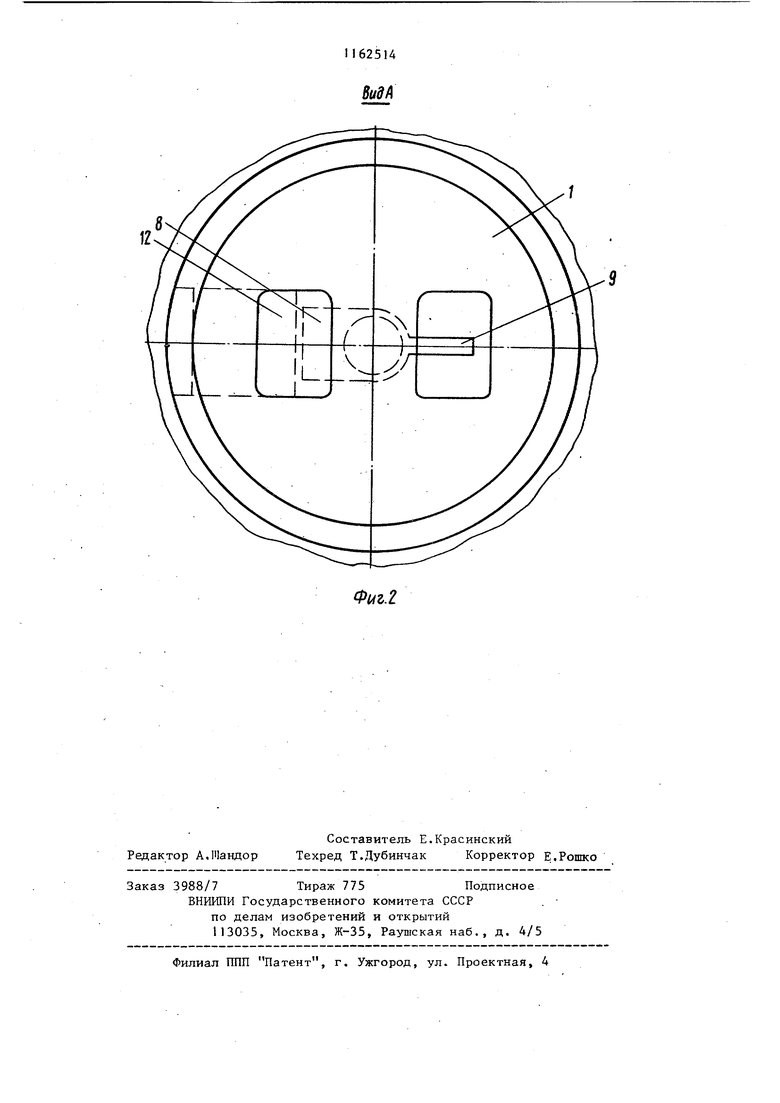
МНОГОКАНАЛЬНАЯ МАТРИЦА ДЛЯ ПРЕССОВАНИЯ СО СВАРКОЙ ПОЛЬК ПРОФИЛЕЙ, содержащая обойму, установленные в ней корпус с рассекателем и питающими каналами, и матричную втулку, отличающаяся тем, что, с целью повышения качества изделий путем обеспечения условий выравнивания скоростей истечения материала заготовки, в корпусе вьтолнен радиальный сквозной паз, матрица снабжена рассекателем и упором, смонтированными между обоймой и матричной втулкой, при этом рассекатель размещен рабочей частью в питающем канале, хвостовой - в пазу, а упор размещен между рассекателем и обоймой.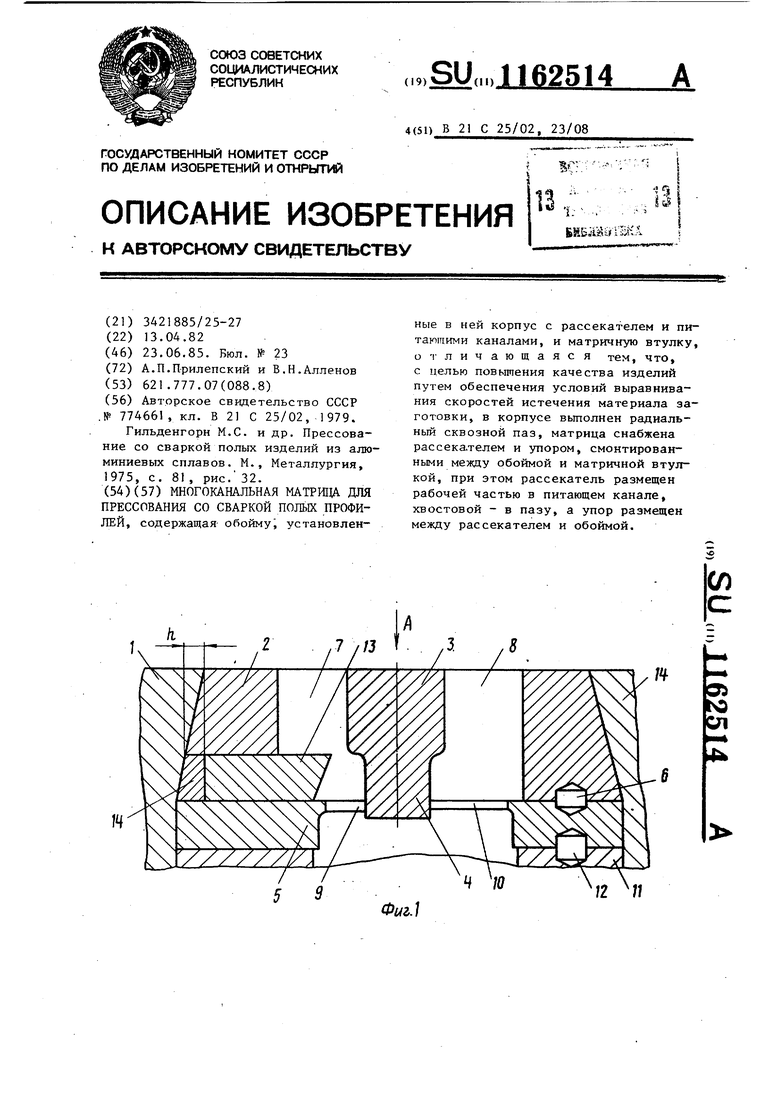
.2
| Комбинированная матрица для прессования полых изделий | 1979 |
|
SU774661A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Гильденгорн М.С | |||
| и др | |||
| Прессование со сваркой полых изделий из алюминиевых сплавов | |||
| М., Металлургия, 1975, с | |||
| Горный компас | 0 |
|
SU81A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
