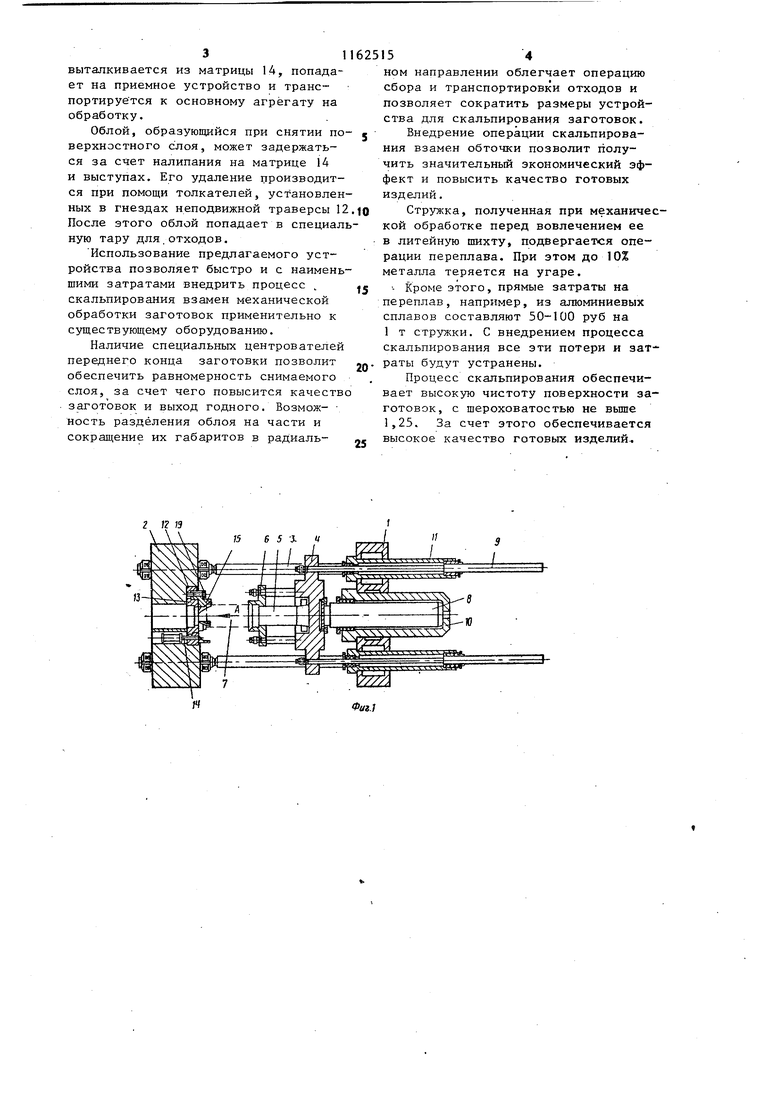
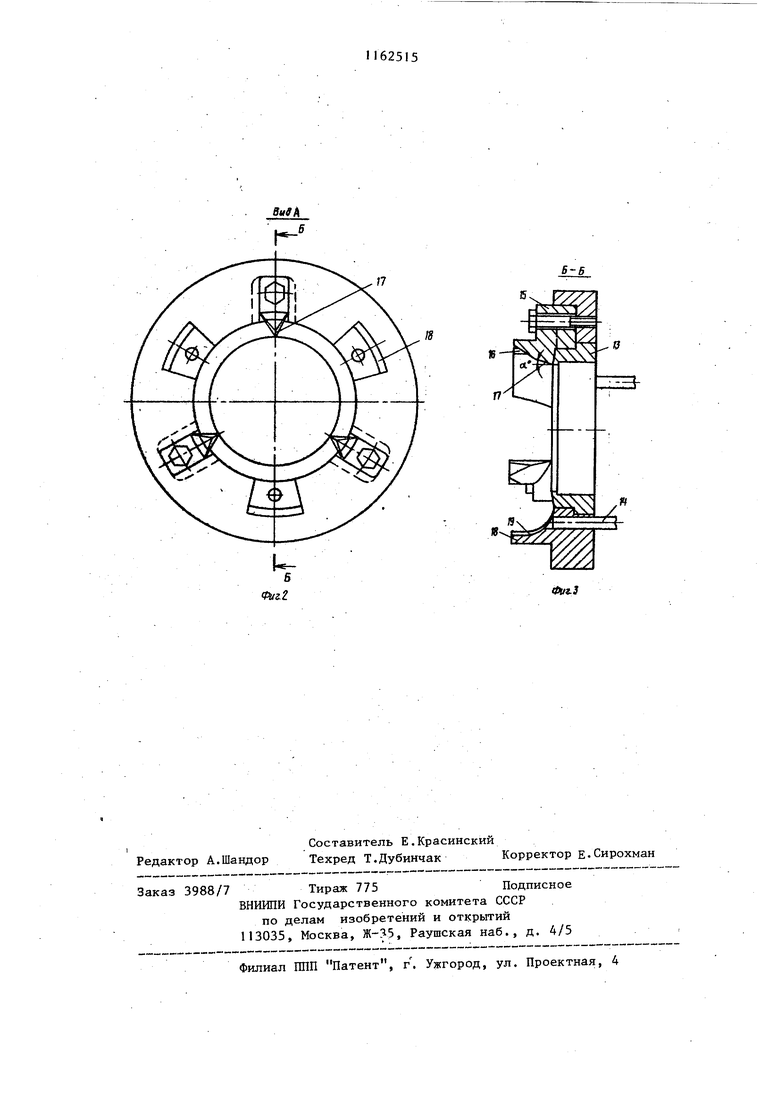
1 Изобретение относится к обработк металлов давлением, а именно к устройствам для очистки заготовок мето дом скальпирования перед прессованием, Цель изобретения - повьшение качества скальпирования путем создани устройства, конструкция которого обеспечивает соосность заготовки в процессе скальпирования и позволяет получить компактный облой металла, удобный для сбора и транспортирования. На фиг.1 изображено предлагаемое устройство, общий видj на фиг.2 вид А на фиг.I; на фиг.З - разрез Бна фиг,2. Устройство состоит из рабочего ци линдра 1, в котором имеется главный плунжер 2, установленный в цилиндровой траверсе 3.На этой же траверсе установлены два цилиндра 4 с плунжерами 5 для осуществления обратного хода. Плунжеры 2 и 5 соединены с под вижной траверсой 6, на которой закреплен пресс-штемпель 7. На последнем закреплен чцентрователь 8, имеющий по внутреннему диаметру учас ток 9 с конической поверхностью и участок 10 с цилиндрической поверх ностью. Для перемещения центрователя 8 в подвижной траверсе установлены два пневмоцилиндра 11. На неподвижной траверсе 12 установлен матричйый блок, состоящий из матрицедержателя 13 и матрицы 14 Матричный блок снабжен центрователем, состоящим из отдельных вкладышей 15, закрепленных в гнездах матри цедержателя 13. Центрирующие вкладыши 15 имеют заходную фаску 16, которая в плане имеет вид треугольника, вершина 17 которого, обращенная к оси матрицы переходит в режущую кромку 18, на.клоненную к оси матрицы подуглом ci Вкладьщ1И 15 крепятся в гнездах матри цедержателя 13 при помощи болтов 19 По периметру матрицедержателя имеется средство для отвода облоя, выполненное в виде выступов с кри:волинейно-вогнутой поверхностью, обращенной к центру матрицедержателя В матрицадержателе 13 выполнены отверстия, в которые входят выталкивателиу имеющие привод (,не показан ) для осевого их леремещения. 152 Устройство работает следующим образом. . . . Нагретая заготовка специальным податчиком (не показан )подается на ось устройства. При этом заготовка в податчике зажимается за среднюю часть по длине с таким расчетом, чтобы ее концы были свободны.. Центрователь 8 заднего конца заготовки перемещается по пресс-штемпелю 7 и подвигается на задний конец заготовки. После этого дается предварительный ход главному плунжеру 2, который через пресс-штемпель 7 -передает рабочее усилие на заготовку. Последняя зажимается в заднем центрователе и в. заходных фасках 16 вкладышей 15 переднего центрователя. С учетом допусков на диаметр литых заготовок минимальный диаметр внутренней конической поверхности заднего центрователя 8 и диаметр, на котором расположены точки перехода 17 заходной фаски 16 в клиновую режущую кромку 18, выполняются равными минимально возможному диаметру заготовки. При этом задний конец заготовки, упирается в торец пресс-штемпеля 7, а передний ее конец располагается на уровне вершин режущей кромки вкладышей 15. Прсле этого усилие главного .цилиндра 1 передается на заготовку, которая вдавливается в режущие кромки вкладышей 15 и, достигнув торцовой поверхности матрицы 14, начинает продвигаться через нее. При продавливании заготовки по режущим кромкам 18 вкладьт1ей 15 на ее поверхности образуются надрезы глубиной, равной толщине снимаемого поверхностного слоя. По этим надрезам происходит разделение облоя на части, которые выходят между вкладьщ1ами. Каждая часть облоя, двигаясьв радиальном направлении, достигает выступа на матрицедержателе 13 и по его внутренней поверхности плавно меняет направление движенияс радиального на осевое навстречу движения.заготовки. Благодаря этому достигается сокращение габаритов оёлоя и, как следствие, сокращение размеров всей скальпирующей установки. Разделенный на отдельные компактные куски облой более удобен для сбора в тару и транспортировки. После снятия с заготовки поверхностного слоя она пресс-щтемпелем выталкивается из матрицы 14, попада ет на приемное устройство и транспортируется к основному агрегату на обработку. Облей, образующийся при снятии п верхностного слоя, может задержаться за счет налипания на матрице 14 и выступах. Его удаление производит ся при помощи толкателей, установле ных в гнездах неподвижной траверсы 1 После этого облой попадает в специал ную тару для.отходов. Использование предлагаемого устройства позволяет быстро и с наимен шими затратами внедрить процесс скальпирования взамен механической обработки заготовок применительно к существующему оборудованию. Наличие специальных центрователей переднего конца заготовки позволит обеспечить равномерность снимаемого слоя, за счет чего повысится качеств заготовок и выход годного. Возмож- ность разделения облоя на части и сокращение их габаритов в раДиаль15ном направлении облегчает операцию сбора и транспортировки отходов и позволяет сократить размеры устройства для скальпирования заготовок. Внедрение операции скальпирования взамен обточки позволит получить значительный экономический эффект и повысить качество готовых изделий. Стружка, полученная при механической обработке перед вовлечением ее в литейную шихту, подвергаемая операции переплава. При этом до 10% металла теряется на угаре. - Кроме этого, прямые затраты на переплав, например, из алюминиевых сплавов составляют 50-100 руб на 1 т стружки. С внедрением процесса скальпирования все эти потери и зат-раты будут устранены. Процесс скальпирования обеспечивает высокую чистоту поверхности заготовок, с шероховатостью не вьше 1,25. За счет этого обеспечивается высокое качество готовых изделий
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для скальпирования заготовок | 1980 |
|
SU995964A1 |
| Устройство для скальпирования заготовок | 1984 |
|
SU1268263A1 |
| Устройство для скальпирования заготовок | 1988 |
|
SU1562054A1 |
| УСТРОЙСТВО ДЛЯ СКАЛЬПИРОВАНИЯ ЗАГОТОВОК | 1992 |
|
RU2006325C1 |
| Автоматизированная линия изготовления изделий прессованием | 1989 |
|
SU1731336A1 |
| Инструмент для прошивки и скальпирования заготовок | 1980 |
|
SU925504A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1992 |
|
RU2021146C1 |
| Инструмент для скальпирования слитков перед прессованием | 1975 |
|
SU554925A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2009 |
|
RU2396141C1 |
| Способ изготовления изделий с законцовками | 1984 |
|
SU1245378A1 |
УСТРОЙСТВО ДЛЯ СКАЛЬПИРОВАНИЯ ЗАГОТОВОК, содержащее пару неподвижных поперечин, соединенньк колон,нами, подвижную траверсу с прессштемпелем и охватывающимего приводным центрователем заднего конца : заготовки, связанную посредством плунжеров с силовыми цилиндрами рабочего и обратного ходов, размещенными в одной из поперечин, и матрицедержатель со скальпирующей матрицей, . приводными выталкивателями облоя и центрователем переднего конца заго- , товки, размещенный в другой nonefteчине, отличающееся тем, что, с целью повьш1ения качества скаль пирования и упрощения удаления облоя, оно снабжено средством отвода облоя, центрователь переднего конца заготовки выполнен в виде, нескольких расположенных на торце матрицедержателя вкладьшей, каждый из которых имеет заходную фаску и клиновую режущую кромку, обращенную к центру матрицедержателя, при этом угол наклона режущей кромки к оси матрицедержателя составляет ot «rctg- где D - диаметр исходной заготовки; 3 D2 - диаметр матрицы, (Л Ь - высота режущей кромки, а средство отвода облоя выполнено в с виде выступов с криволинейно-вогнутой поверхностью на торце матрицедержателя, расположенных между вкладышами центрователя симметрично в окружном направлении, при этом криу jn волинейно-вогнутые поверхности обращены к центру матрицедержателя.ф Л
| Устройство для скальпирования заготовок | 1980 |
|
SU995964A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
