Изобретение относится к обработке металлов давлением, а именно к оборудованию для изготовления труб и профилей способом прессования на горизонтальном гидравлическом прессе.
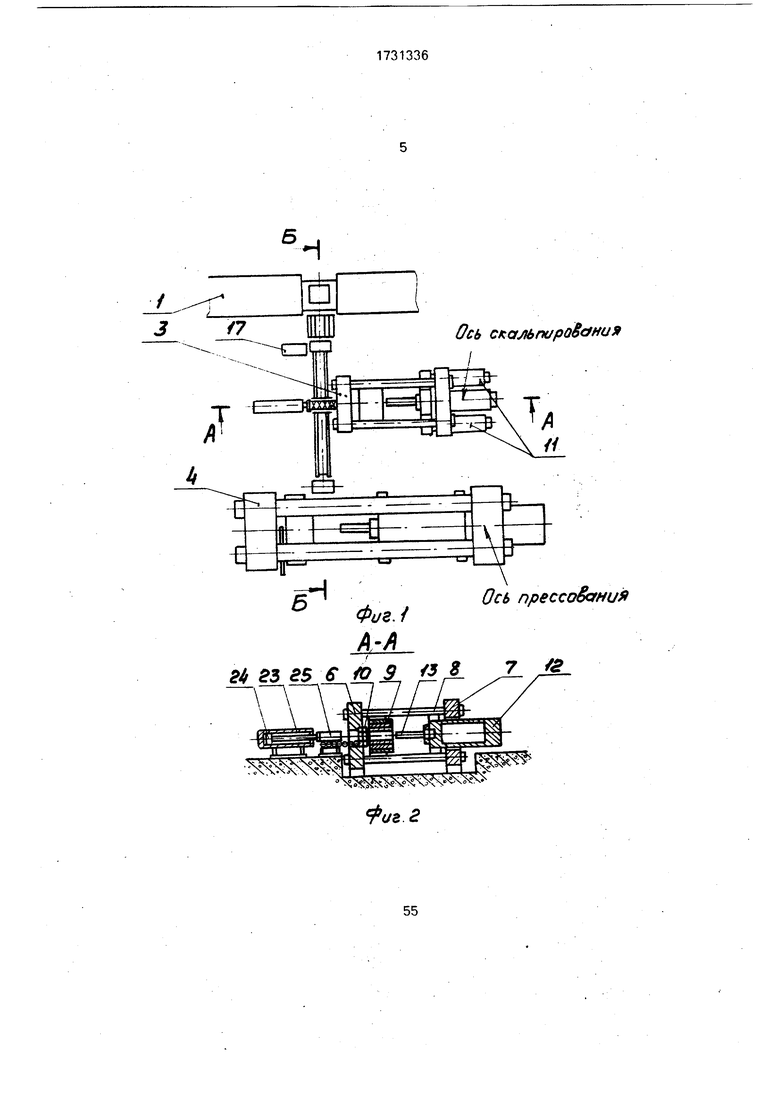
На фиг.1 представлена предлагаемая автоматизированная линия (компоновка оборудования в плане), общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1.
Автоматизированная линия изготовления изделий прессованием содержит установленные в технологической последовательности индукционную нагревательную печь 1 для нагрева заготовок с опрокидывающейся призмой 2, установку 3 для скальпирования заготовок перед прессованием и горизонтальный гидравлический пресс 4, с боковой стороны которого установлен под- атчик 5 заготовок.
Установка 3 для скальпирования заготовок содержит переднюю 6 и заднюю 7 траверсы, стянутые колоннами 8, контейнер 9, смонтированный на колоннах 8, поворотный двухпозиционный матрицедержатель 10, смонтированный на передней траверсе 6, в первой позиции которого установлена скальпирующая матрица, а во второй позиции выполнено отверстие для прохода заготовки в контейнер 9, рабочие поршневые цилиндры 11, связанные со смонтированной в задней траверсе 7 подвижной траверсой 12, несущей пресс-штемпель 13.
Установка 3 для скальпирования заготовок размещена между нагревательной печью 1 и гидравлическим прессом 4 параллельно их рабочим осям.
Нагревательная печь 1, установка 3 для скальпирования заготовок и гидравлический пресс 4 связаны между собой трансоп- ртным и передаточным устройствами, включающими расположенный у нагревательной печи наклонный стол 14, станину транспортера 15с тяговой цепью 16 и приводом 17, тележки 18 и 19, установленные на станине транспортера 15 с возможностью возвратно-поступательного перемещения с поочередной установкой в местах,
СП
с
VI СА
СО GJ ON
определяемых технологией, и соединенные с тяговой цепью 16 с возможностью съема одной из тележек со станины при технологической необходимости.
Каждая из тележек 18 и 19 выполнена V-образной формы и имеет приемную 20 и сбрасывающую 21 поверхности.
Со стороны, прилегающей к податчику 5 заготовок, станина транспортера 15 выполнена со скосом с углом наклона, обеспечивающим при установке тележки 19 на скосе совмещение плоскостей, проходящих через сбрасывающую поверхность 21 тележки 19 и приемную поверхность 22 под- атчика 5 заготовок, Соосно с установкой 3 для скальпирования заготовок за транспортером установлен заталкиватель, выполненный в виде пневмоцилиндра 23 с поршнем 24 для перемещения заготовки 25.
Линия работает следующим образом.
Заготовка 25, нагретая в индукционной нагревательной печи 1, выталкивается на опрокидывающую призму 2 и скатывается через наклонный стол 14 на тележку 18. При включении привода 17 тележка 18 перемещается до размещения заготовки 25 соосно с установкой 3 для скальпирования заготовок. При этом на оси установки 3 установлен матрицедержатель 10 с проходным отверстием. Затем под действием воздуха в пнев- моцилиндре 23 шток 24 проталкивает заготовку 25 через траверсу 6 в контейнер 9. Поворотом матрицедержателя 10 на ось установки 3 устанавливается скальпирующая матрица. За это время тележка 18 возвращается к нагревательной печи 1, а соосно с установкой 3 устанавливается вторая тележка 19. Далее заготовка под действием гидроцилиндров 11 проталкивается сквозь скальпирующую матрицу и выводится на тележку 19. При этом на тележку 18 из нагревательной печи 1 подается следующая заготовка. Под действием привода 17 и цепной передачи 16 тележка 19 перемещается на скос станины и устанавливается своей сбрасывающей поверхностью 21 в одной плоскости с приемной поверхностью 22 подкатчика 5 заготовок. Заготовка 25 скатывается на приемную поверхность 22 подат- чика 5 и перемещением приемной поверхности 22 подается на ось гидравлического пресса 4. Во время передачи заготовки 25
на ось пресса новая заготовка с тележки 18 заталкивается в контейнер 9, затем тележки 18 и 19 возвращаются в исходное положение соответственно к печи 1 и установке 3. Цикл повторяется.
При применении технологии без скальпирования заготовки одна тележка снимается со станины транспортера 15, и заготовка, подаваемая на тележку, перемещается до позиции передачи ее на
податчик 5 и далее подается на ось гидравлического пресса 4. Цикл повторяется.
Предложенная автоматизированная линия изготовления изделий прессованием позволяет расширить технологические возможности за счет прессования не только изделий, требующих операции скальпирования, но также и изделий из металлов и сплавов, таких как латунь и мельхиор, не подлежащих операции скальпирования, без
использования в данном случае установки для скальпирования. При этом снижаются энергозатраты и трудозатраты, связанные с эксплуатацией установки для скальпирования.
Формула изобретения
Автоматизированная линия изготовления изделий прессованием, включающая последовательно установленные индукционную нагревательную печь, установку для
скальпирования заготовок со средством их подачи на ось скальпирования, горизонтальный пресс и связывающее их транспортное устройство, отличающаяся тем, что, с целью расширения технологических
возможностей, транспортное устройство выполнено в виде транспортера с парой съемных тележек, установленных с возможностью возвратно-поступательного перемещения, каждая из которых выполнена с
приемной и сбрасывающей поверхностями, а продольная ось установки для скальпирования размещена паралпельно продольным осям пресса и печи внелиниитранспортера.
Ось скальпирования

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1992 |
|
RU2021146C1 |
| Поточная автоматизированная линия изготовления изделий методом прессования | 1985 |
|
SU1303438A1 |
| ПОТОЧНАЯ АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1992 |
|
RU2009042C1 |
| Устройство для скальпирования заготовок | 1980 |
|
SU995964A1 |
| Устройство для скальпирования заготовок | 1983 |
|
SU1162515A1 |
| Устройство для скальпирования заготовок | 1988 |
|
SU1562054A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ НАЛОЖЕНИЯ АЛЮМИНИЕВЫХ ОБОЛОЧЕК НА КАБЕЛЬ | 1966 |
|
SU183072A1 |
| УСТРОЙСТВО ДЛЯ СКАЛЬПИРОВАНИЯ ЗАГОТОВОК | 1992 |
|
RU2006325C1 |
| Инструмент для прошивки и скальпирования заготовок | 1980 |
|
SU925504A1 |
| Устройство для скальпирования заготовок | 1984 |
|
SU1268263A1 |

Использование: для изготовления труб и профилей на горизонтальном гидравлическом прессе. Сущность изобретения: установка для скальпирования заготовок размещена между гидравлическим прессом и нагревательной печью параллельно их рабочим осям. Транспортное устройство выполнено в виде транспортера с парой съемных тележек, установленных с возможностью возвратно-поступательного перемещения с поочередной установкой в местах, определяемых технологией. 3 ил.
& гз
ГЛ
Фиг.1 А-А
Ось прессования
/5 S 7 JS
IQ IQ
| Поточная автоматизированная линия изготовления изделий методом прессования | 1985 |
|
SU1303438A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
