Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении широкополосных элементов для электрофильтров газоочистных сооружений. Цель изобретения - расширение технологических возможностей за счет клеймения профилей сложной формы с нессимметричным поперечным сечением. На фиг.. 1 показан профилегибочный агрегат для производства, широкоплосных элементов газоочистных сооружений, общий вид; на фиг. 2 - разрез А-А на фиг. 1. Профилегибочный агрегат содержит разматьшатель 1 рулонов, передающий рольганг 2, листовые ножницы 3, профилегибочный стан 4 с формующим клетями 5. За последней формующей клетью 6 установлено устройство 7 для клеймения на направляющих 8. Механизм 9 возвратно-поступательного перемещения состоит из рейки 10, шестерни 11, редуктора 12 и электродвигателя 13. Синхронизатор 14 движения (имеет в своем составе одну пару, роликов, контактирующих с деформируемой заготовкой, и датчик импульсов с электроприводом) обеспечивает стабилизацию скорости и синхронность перемещения деформируемой заготовки 15 и устройства для клеймения. Правка готового профиля осуществляется правильным устройством 16, установленным в одной технологической взаимосвязи перед приемным рольгангом 17. Привод профилегибочного стана групповой и состоит из редуктора 18 и электродвигателя 19 и приводится в рабочее состояние посредством пульта 20 управления. Устройство для клеймения состоит из стакана 21, в котором размещен толкатель 22 с поршнем 23. Дляопускания поршня с толкателем в рабочее пространство стакана подается -рабочий реагент (например, сжатый воздух или перегретый пар ) в момент, выравнивания скорости перемеще.ния деформируемой заготовки и устрой ства для клеймения. Для подъема порш ня с толкателем рабочий реагент пода ется в полость П. На рабочем торце 24 толкателя закреплена матрица 25, снабженная набором цифр 26. Стакан устройства для клеймения жестко соединен с корпусом 27, в котором размещен привод механизма возвратно-поступательного перемещения.. Профилегибочный агрегат для производства широкополосных элементов газоочистных сооружений работает еле-, дующим образом. В процессе работы рулонная заготовка со склада подается посредством грузоподъемного устройства (например, мостового крана ) и устанавливается на разматыватель 1 рулона.Отогнутый передний конец рулона направляется на передний рольганг 2, откуда полоса направляется в листовые ножницы 3, а затем, отрезанная на заданную длину - в профилегибочный стан 4.В процессе перемещения деформируемей заготовки через формующие клети 5 она приобретает к последней клети 6 вид законченной детали 16, Затем на одном из горизонтальных участков с профилированной заготовки посредством устройства 7 для клеймения через толкатель 22 наносится набор цифр 26, характеризующих заданную длину (например, 6290). Привод толкателя может быть выполнен, например, пневматическим, гидравлическим и т.д. Для поддержания непрерывности технологического процесса производства широкополосных элементов газоочистных сооружений стакан 21 устройства 7 для клеймения связан с механизмом 9 возвратно-поступательного перемещения, который обеспечивает .скорость движения, соответствующую скорости профилирования. Синхронизатор 14 обеспечивает стабилизацию скорости перемещенная возвратно-поступательного механизма 9, несущего устройство 7 для клеймения при рабочем ходе, т.е. в направлении перемещения деформируемой заготовки. В этом случае датчик импульсов подает электрический сигнал на пульт 20 управления, а от него - на электропривод 13 для ускорения или замедления перемещения возвратнопоступательного механизма,. После маркировки сформированное изделие 15 поступает в правильное устройство 16 готового профиля, в котором производится поперечная правка до требуемых размеров. Затем готовый профиль 15 подается на роль-. Ганг 17 и далее на сборку газоочист311625214
ных сооружений. Для последуницей поло- рить технологические возможности обосовой заготовки операции повторяются. рудования путем нанесения маркировки Изобретение в сравнении с извест- лей сложных форм с несимметричным ной поточной линией позволяет расши- s поперечным сечением.
заданных длин изготавливаемых профи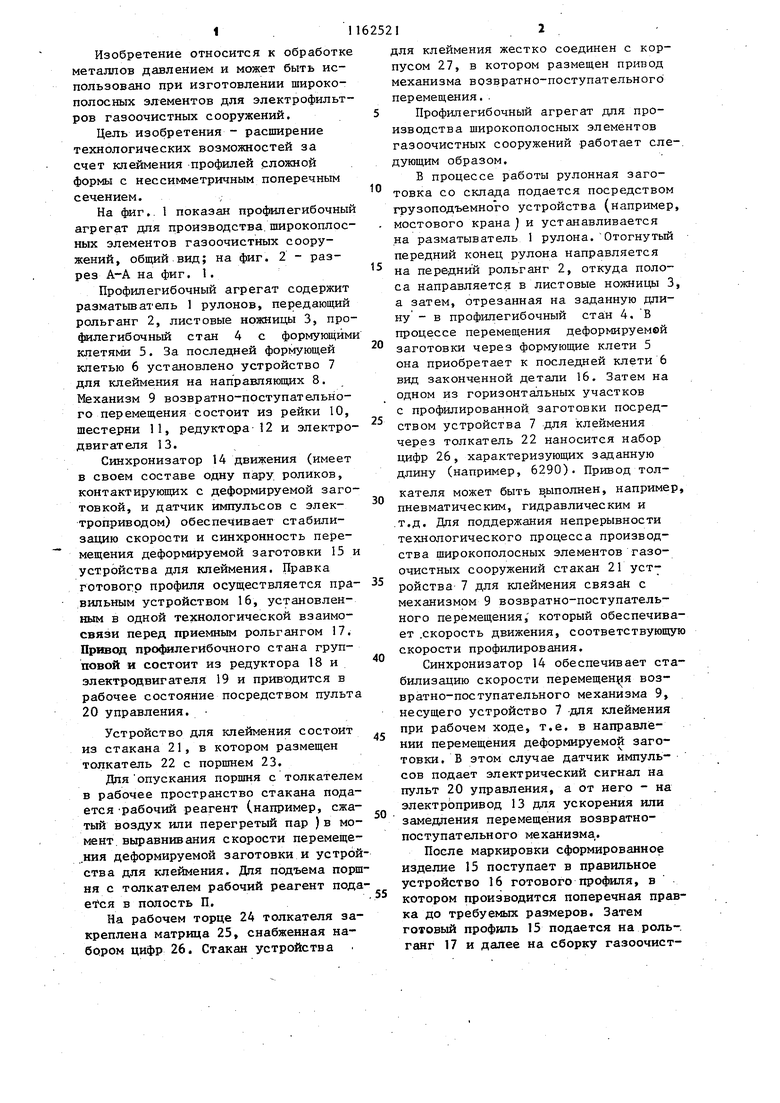
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 2006 |
|
RU2330741C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2203753C2 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 1995 |
|
RU2078632C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2007 |
|
RU2340420C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2272688C1 |
| Универсальный профилегибочный прокатный стан | 2023 |
|
RU2822916C1 |
| Стан для производства гнутых профилей | 1977 |
|
SU1109218A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ Т-ОБРАЗНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2001 |
|
RU2212297C1 |
ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ, преимущественно для производства широкапопосных элементов газоочистных сооружений, содержащий разматыватель рулонов, передающий рольганг, прОфилегибочиый стан с формующими клетями, правильное устройство готового профиля и клеймовочное уст- i ройство, отличающийся тем, что, с целью расширения технологических возможностей за счет клеймения профилей сложной формы с несимметричным поперечньм сечением, клеймовочное устройство снабжено механизмом возвратно-поступательного перемещения вдоль Ьси профилирования с синхронизатором скоростей перемещения заготовки и клеймовочного устройства, при этом клеймовочное устройство выполнено в виде стакана с размещенным в нем толкателем, на рабочем торце которого расположена матрица с набором (Л цифр, и установлено между последней формующей клетью профклегибочного стана и правильным устройством.
. Л-Л Фие2 )::
| Тришевский И | |||
| С | |||
| Гнутые профили проката | |||
| - Киев, Госнаучтехйздат, 1962, с | |||
| Пылеочистительное устройство к трепальным машинам | 1923 |
|
SU196A1 |
