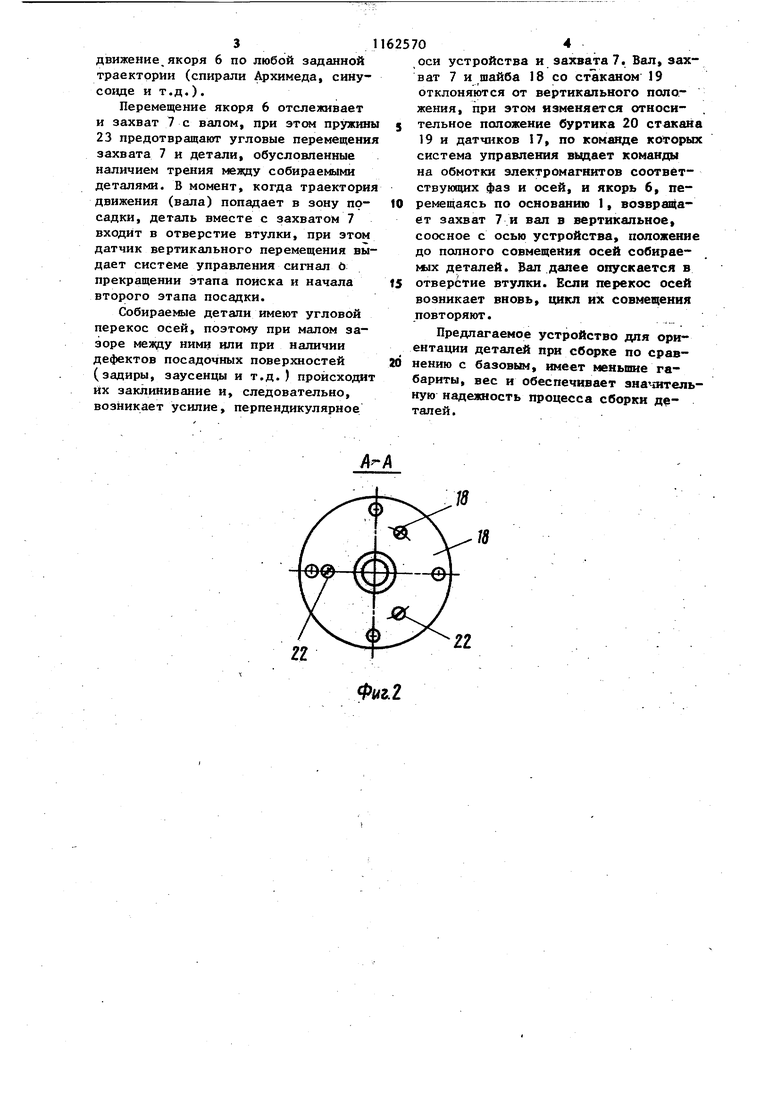
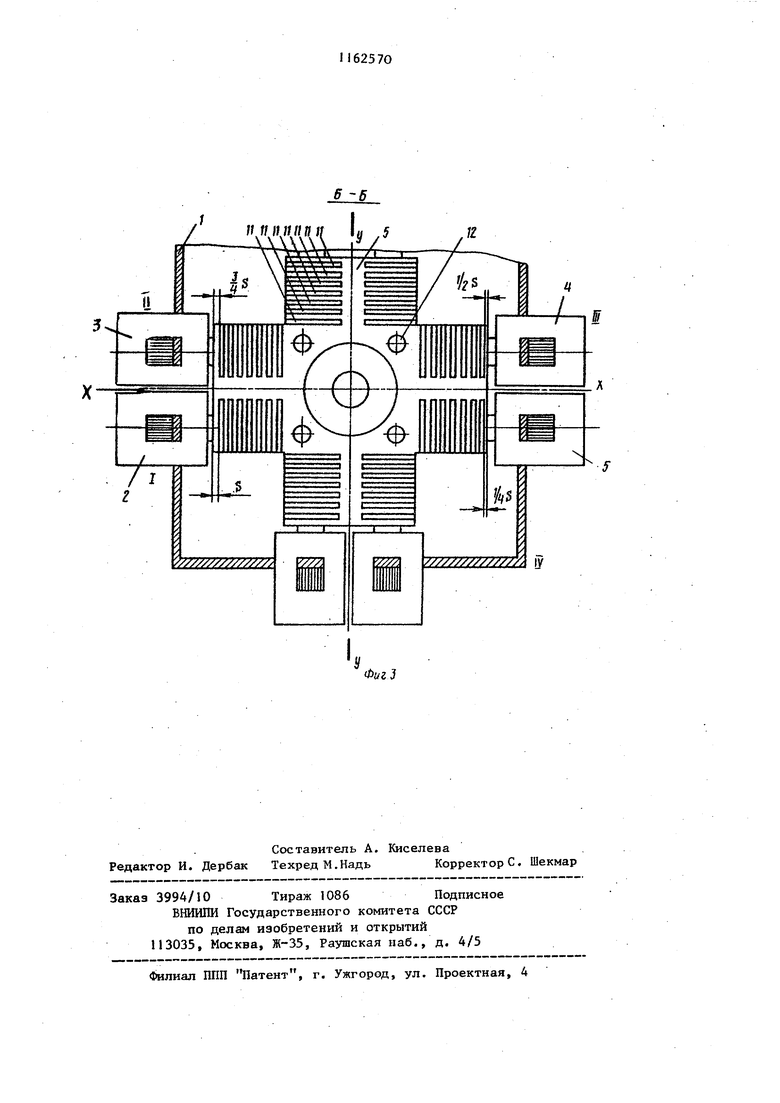
Изобретение относится к механосбо рочному производству, в частности к оборудованию для сборки деталей типа вал - втулка. Цель изобретения - повышение надежности за счет улучшения динамических характеристик устройства. На фиг, 1 изображено устройство, продольный разрез; на фиг. 2 - разре А-А на фиг. 1; на фиг. . 3 - разреза Б-Б на фиг. 1. Устройство содержит смонтированные на основании 1 механизм автопоиска в виде электромагнитов 2 - 5 и якоря 6, а также захват 7 дня вала, закрепленный на якоре 6. Электромагниты выполнены в виде жестко закрепленных на основании 1 по двум взаимно перпендикулярным-направлениям маг нитопроводов 8 с пазами 9, а якорь 6 выполнен в виде крестообразной державки 10 с пазами на ее боковых сторонах, параллельными торцами, и постоянных магнитов 11, размещенных в пазах, державки 10. Ширина пазо 9 магнитопроводов 8 и якоря 6 равна расстоянию между пазами, а постоянны магниты 11 якоря 6 смещены относительно пазов 9 магнитопроводов 8 на половину их ширины. Якорь 6 опирает ся на основание 1 втулками 12 и зак реплен на обойме 13, связанной с за ватом 7 и датчиком 14 вертикального перемещения. Наобойме 13 закреплен шаровой шарнир 15 с датчиками углового перемещения, выполненными в виде постоянного магнита 16 и магнитоэлектричерких датчиков 17. Шайба 18, об разующая ответную часть шарового шарнира 15, снабжена стаканом перемещения, размещенными по двум взаимн перпендикулярным направлениям. I На шаровом шарнире 15 закреплен перемещаемый упор 21, ограничивающий угол относительного поворота частей шарнира 15. На шайбе 18 установлены регулировочные винты 22 и пружины 23 растяжения, прижимающи части шарнира 15 одна к другой. Ком мутация электромагнитов 2 5 и датчиков 14 и 17 с системой управле ния (не показана) происходит через штепсельный разъем 24. Основание 1 крепится на исполнительном органе 25 сборочного автомата или манипуля тора, при этом в исполнительном органе 25 выполнено отверстие дЛя 1 02 подачи одной из собираемых деталей, например вала. Устройство для ориентации деталей при сборке работает следующим образом. Транспортирующим устройством любого типа (не показано) деталь, например втулка, подают к месту Другую детапь, например вал. сборки. подают по отверстию в исполнительном органе 25, и через отверстие 26 в обойме 13 она попадает в захват 7. На первом этапе, этапе поиска отверстия во втулке, исполнительный орган 25 перемещает устройство в зону ориентирования и передает ему и, следовательно, захвату 7 некоторое усилие (0,5 кгс), прижимающее вал к втулке. Зона ориентирования имеет форму круга, при этом ее диаметр выбирают в 10 - 100 раз больше максимального зазора между собираемыми деталями. В зоне ориентирования находится зона посадки, имеющая также форму круга с диаметром, равным по величине зазору между собираемыми деталями. Когда захват 7 вместе с валом входит в зону ориентирования, система управления начинает выдавать ко-, манды на механизм автопоиска. Первоначально запитывают, например, Ьбмотки магнитов 2 и 3 (т.е. фазы 1 и 11). При этом возникший в магнитопроводах магнитный поток, взаимодействующий с постоянными магнитами 11, фиксирует положение якоря 6. Далее команды с системы управления подают на обмотки магнитов 3 и 4, при этом якорь 3 перемещают на половину ширины магнита 11, например, вправо по оси XX. При последующей . запитке магнитов 4 и 5 (т.е. фаз Ш и IV) якорь 6 вновь перемещают на эту величину. После чего запитывают магниты 5 и 2 (фазы 1V и 1) и коммутации обмоток магнитов 2-5 повторяются. .Для перемещения якоря 6 в другую сторону подают На.обмотки напряжение в обратной последовательности. Аналогичным происходит перемещение и по оси УУ. Длина пластин постоянных магнитов 11 больше толщины магнитопроводов и перемещение якоря по оси XX не влияет на перемещение по оси УУ, и наоборот. Изменяя последовательность запитки фаз по обеим осям, получают 3 движение,якоря 6 по любой заданной траектории (спирали Архимеда, синусоиде и т.д.). Перемещение якоря 6 отслеживает и захват 7с валом, при этан пружин 23 предотвращают угловые перемещени захвата 7 и детали, обусловленные наличием трения меяаду собираемыми деталями. В момент, когда траектори движения (вала) попадает в зону посадки, деталь вместе с захватом 7 входит в отверстие втулки, при этом датчик вертикального перемещения вы дает системе управления сигнал и прекращении этапа поиска и начала второго этапа посадки. Собираемые детали имеют угловой перекос осей, поэтому при малом зазоре мевду ними или при наличии дефектов посадочных поверхностей (задиры, заусенцы и т.д.) происходи их заклинивание и, следовательно, возникает усилие, перпендикулярное 04 оси устройства и захвата 71 Вал, захват 7 и шайба 18 со стаканом 19 отклоняются от вертикального положения, при этом изменяется относительное положение буртика 20 стакана 19 и датч11ков 17, по команде которых система управления вьщает команды на обмотки электромагнитов соответствующих фаз и осей, и якорь 6, перемещаясь по основанию 1, aosBpaiitaет захват 7 и вал в вертикальное, соосное с осью устройства, положение до полного совмещения осей собираемых деталей. Вал далее опускается в отверстие втулки. Если перекос осей возникает вновь, цикл их совмещения повторяют. Предлагаемое устройство дпя ориентацни деталей при сборке по сравнению с базовым, имеет меньшие габариты, вес и обеспечивает значительную надежность процесса сборки деталей.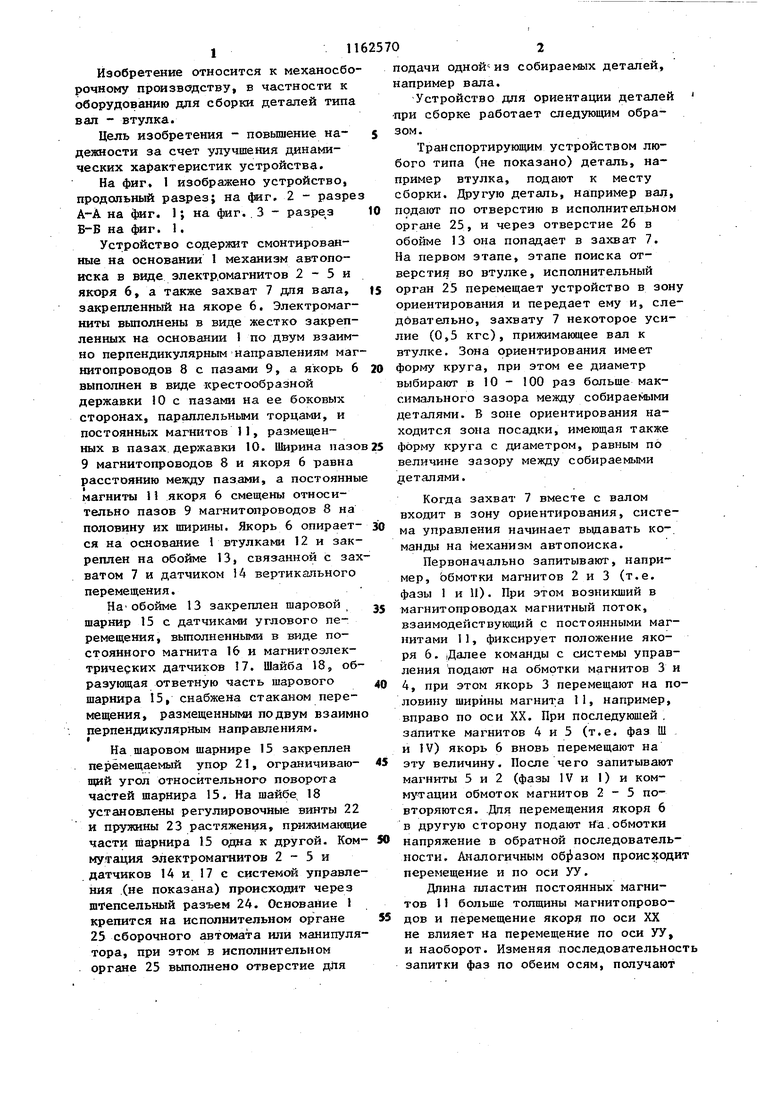
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки деталей | 1981 |
|
SU965702A1 |
| Устройство для сборки деталей | 1979 |
|
SU917994A1 |
| Устройство для сборки охватываемой и охватывающей деталей типа вал-втулка | 1982 |
|
SU1215255A1 |
| Устройство для сборки деталей | 1980 |
|
SU904970A1 |
| Устройство для сборки изделий | 1978 |
|
SU778990A1 |
| ИСПОЛНИТЕЛЬНОЕ КОММУТИРУЮЩЕЕ УСТРОЙСТВО | 2019 |
|
RU2707879C1 |
| Автомат для сборки деталей | 1984 |
|
SU1234151A1 |
| Устройство относительного ориентирования для сборочного станка-автомата | 1978 |
|
SU770725A1 |
| Устройство для автоматической сборки с автопоиском | 1980 |
|
SU942927A1 |
| Устройство для относительного ориентирования деталей | 1977 |
|
SU707758A1 |
УСТРОЙСТВО ДЛЯ ОРЖНТАЦИИ ДЕТАЛЕЙ ПРИ СБОРКЕ, содержащее смонтированные на основании механи автопоиска в виде электромагнитов якоря, захват для вала, закрепленн на якоре, а также датчики вертикал i ВСЕСОЮЗИДЛ «tiAiл-г ГКО- 15 n--{r V- rr f;A3 glUIOTBKA ного и углового перемещения, отличающееся тем, что, с целью повьшения надежности, электромагниты выполнены в виде жестко закрепленных на основании по двум взаимно перпендикулярным направлениям . магнитопроводов с пазами, якорь выполнен с виде крестообразной державки с пазами на ее боковых сторонах, параллельными торцам, и постоянных магнитов, размещенных в упомянутых пазах державки, при этом ширина пазов магнитопроводов и якоря равна расстоянию между пазами, а постоянные . магниты якоря смещены относительно пазов магнитопроводов на половину их ширины.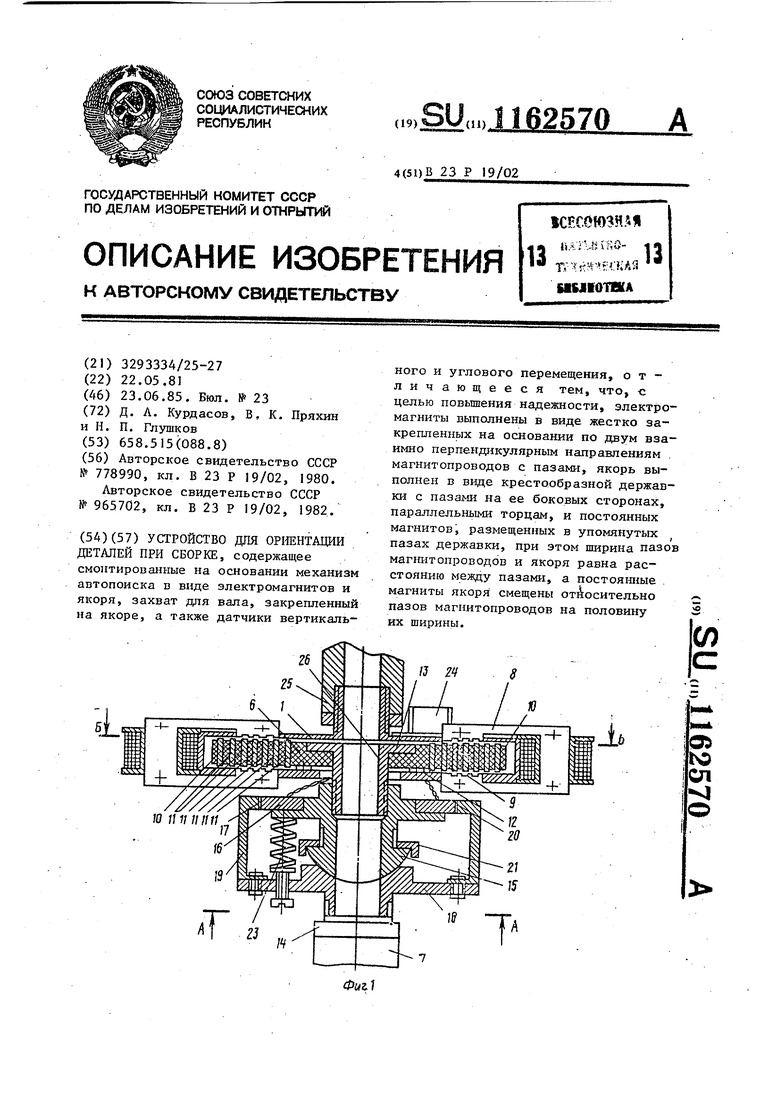
18
22
Фиг.2 / /ипш /«,,
| Устройство для сборки изделий | 1978 |
|
SU778990A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сборки деталей | 1981 |
|
SU965702A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
