Изобретение относится к механосборочному производству и может быть использовано в робототехнологических комплексах.
Цель изобретения - расширение технологических возможностей за счет возможности сборки большего количества различных по форме деталей.
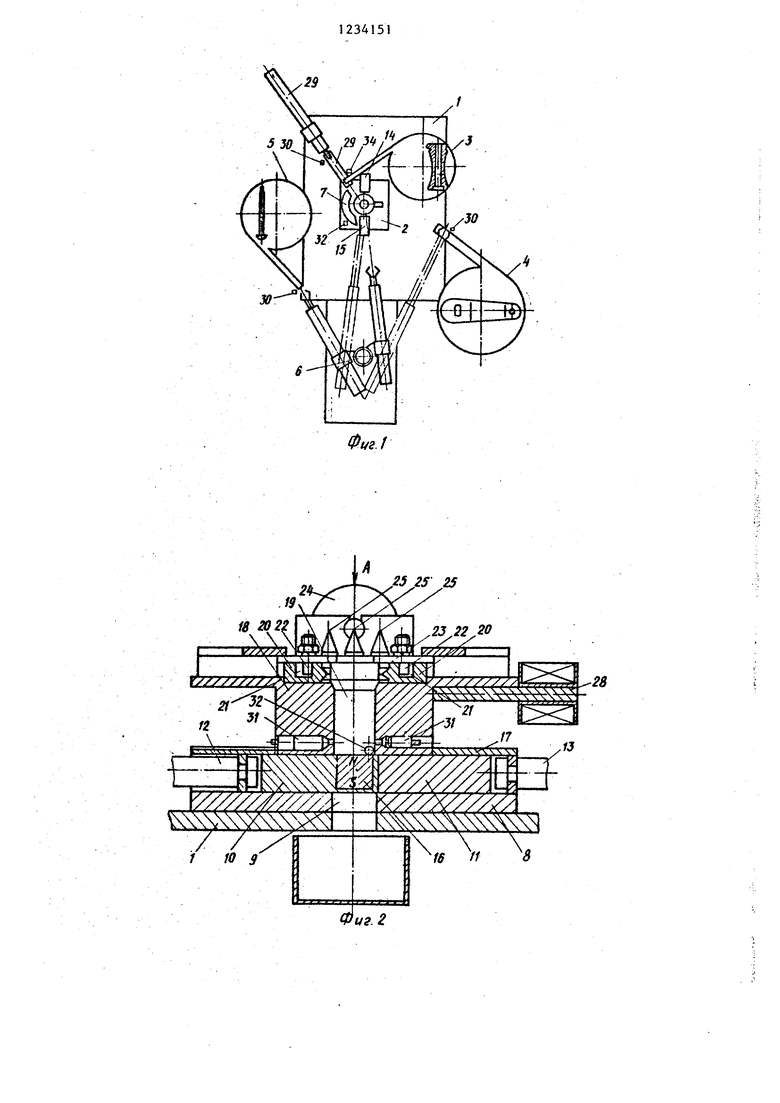
На фиг. 1 схематически представлен предлагаемый автомат, общий вид фиг. 2 - базовое приспособление, разрез; фиг. 3 - вид А на фиг. 2.
Автомат для сборки деталей содержит смонтированные на станине 1 неповижное базовое приспособление 2 и расположенные вокруг него механизмы 3-5 подачи собираемых деталей. Между двумя механизмами 4 и 5 установлен манипулятор 6 например двурукий промышленньм робот РФ-202М. Над базовым приспособлением смонтирован силовой испытательный механизм 7. Автомат снабжен системой управления (не показана).
Базовое приспособление 2 содержит немагнитное основание 8 с отверстием 9. На основании 8 смонтированы два ползуна 10 и П, связан- ных тягами 12 и 13 с пневмоприводами 14 и 15. Ползун 10 снабжен наконечником 16 из постоянного магнита. Ползун 11 имеет на верхней поверхности углубление (не показано). Над ползунами 10 и 11, на платформе 17 смонтирован корпус 18 из немагнитного материала с отверстием 19, имеющим заходную фаску и находящимся на одной оси с отверстием 9 основания В. Магнитная ось наконечнцка 16 в исходном положении совпадает с осью отверстия 19. В верхней части корпуса 18 установлены подвижные губки 20, имеющие пазы 21. В пазах установлены пальцы 22, неподвижно закрепленные на подвижной пластине 23, связанной с электромагнитом 24 с втяжным якорем. На пластине 23 выполнены направляющие 25, например три конуса. На корпусе 18 выполнено гнездо 26. Внутренние поверхности его стенок имеют направляющие скосы а днище вьшолнено с площадками, соответствующими профилю собираемой детали. За гнездом 26 диаметрально противоположно среднему конусу направляющей 25 установлен упор-пластина 27. Расстояние между средней направляющей 25 и упором 27 определено
габаритом одной из собираемых деталей (пластиной). На основании 8 смонтирован электромагнит 28 с возможностью воздействия через корпус
18 на одну из собираемых деталей (ось).
Механизмы 3-5 представляют собой вибробункеры и вибролотки с ориентирующими механизмами, выполненными по известным схемам. Мехинизм 3 (для подачи втулки в зону сборки) снабжен шибером 29 с пневмоприводом и с подвижной заслонкой на конце. Силовой исполнительный механизм 7, например
пневмомолоток, содержит расклепывающий пуансон и электромагнитный досы- латель (не показаны). Весь механизм 7 смонтирован с возможностью возвратно-поступательного перемещения по
колонкам. .Для этого он снабжен приводом, например, пневматическим.
Система управления автоматом содержит систему управления роботом, исполнительные элементы и информационные датчики 30-34. Датчики 30 - это-датчики информации о наличии деталей на выходах механизмов 3 - 5 подачи собираемых деталей; датчики 31 информируют о поступлении детали - оси в базовое приспособление 2; датчики 32 информируют о наличии детали-втулки в базовом приспособлении 2 и завершении сборки ее с осью; датчик 33 информирует о завершении сборки всего узла или ее отсутствии; датчики 34 - датчики информации о положении в пространстве механизма 7 и шибера 29, их значение - исклю- чить возможность столкновения в рабочей зоне этих механизмов и рук рог
бота.
Системой управления связаны привод возвратно-поступательного перемещения механизма 7, электромагнитные пневмоклапаны его пневмомолотка, досьшатель механизма 7, приводы ползу- нов 10 и 11, электромагниты 24 и 28, приводы механизмов 3 - 5 и шибера 29.
Автомат работает следуюш м образом.
В исходном положении механизмы 3-5 загружают деталями, подлежа- щимн сборке, причем в механизм 3, снабженньш шибером 29, загружают втулки. Ползун 10 занимает крайнее
правое положение.
При подаче питания детали ориентируются, автоматически заполняют лотки, и группа датчиков 30 дает ин
формацию о наличии деталей. Рука робота захватывает деталь - ось головкой вверх, переворачивает ее, переносит к базовому приспособлению 2 (при этом силовой исполнительный механизм 7 находится в верхнем положении), губки захвата разжимаются, и ось падает головкой в отверстие 19 в центр наконечника 16. Ввиду совпадения магнитной оси магнитного наконечника 16 с осью отверстия 19 ферромагнитная деталь - ось в ре- зультате взаимодействия с.магнитным полем наконечника устанавливается по оси отверстия 19. Если ось не занимает исходного положения, то по команде от датчика срабатывает привод ползуна 10, он отводится, открывая отверстие 9, и ось падает в тару для несобранных деталей. Рука отводится, а шибер 29 перемещается к базовому приспособлению 2. Втулка шибером 29 подается в отверстие 19.
Одновременно с этим обмотка элект ромагнита 28 запитывается напряжением переменного тока. Переменное магнитное поле, воздействуя на подма ниченную деталь - ось, вызьшает активные сканирующие движения ее верхнего конца. В итоге, при наличии деталей оси и втулки происходит их сопряжение или, в худшем случае,на- живление. Затем срабатывает досьша- тель механизма 7, который, воздействуя на втулку, окончательно устанавливает ее на ось.
Вторая рука робота РФ-202 М подходит к механизму 4 подачи и заби- .рает сориентированную деталь - пластину . Датчик 32 дает информацию о том, произошла сборка или нет. Если сборка не происходит, то ползун 10 отходит влево, и через отверстия 19 и 9 дет али падают в тару для несобранных деталей. Если сборка происхо
дит, то срабатывают пневмоприводы ползунов 10 и 11. Одновременно ползуны 10 и 11 отходят влево, ползун П оказывается под осью. Головка оси фиксируется в углублении ползуна 11. Ось занимает отцентрированное положение и при этом исключается деформация головки при последующей фиксации собранного узла.
Включается электромагнит 24. Плас тина 23 движется вперед, пальцы 22 перемещаются по пазам, и губки 20 зажимают втулку. Рука робота устанавливает пластину между направляю5 щими 25 и упором 27. Питание электро магнита 24 автоматически переключает ся с постоянного на переменное напряжение. Пластина 23 начинает вибрировать вместе с направляющими 25 и
JJ губками 20, которые воздействуют на собираемую деталь - пластину и втулку. Сканируя, пластина надевает- ся на ось, и при этом она ложится в гнездо 26. Электромагнит 2 автоматически переключается с переменного на постоянное напряжение. Если сборка не происходитj то датчик 33 дает команду на отвод ползуна П, и узел ось - втулка падает в тару, а пластина забирается рукой робота и выбрасывается в тару для несобранных деталей.
При завершении предьщущей сборки датчик 33 дает команду, и силовой испытательный механизм 7 опускается.
5 Его пуансон расклепывает ось. Механизм 7 поднимается, рука робота забирает собранный узел и одускает его в тару с готовыми изделиями. Если расклепка не происходит, то рука ро0 бота забирает лишь пластину, а датчик 33 дает сигнал об этом. Пластина выбрасывается в тару для использованных деталей, в которую также поступает узел ось - втулка.
5
0
29
X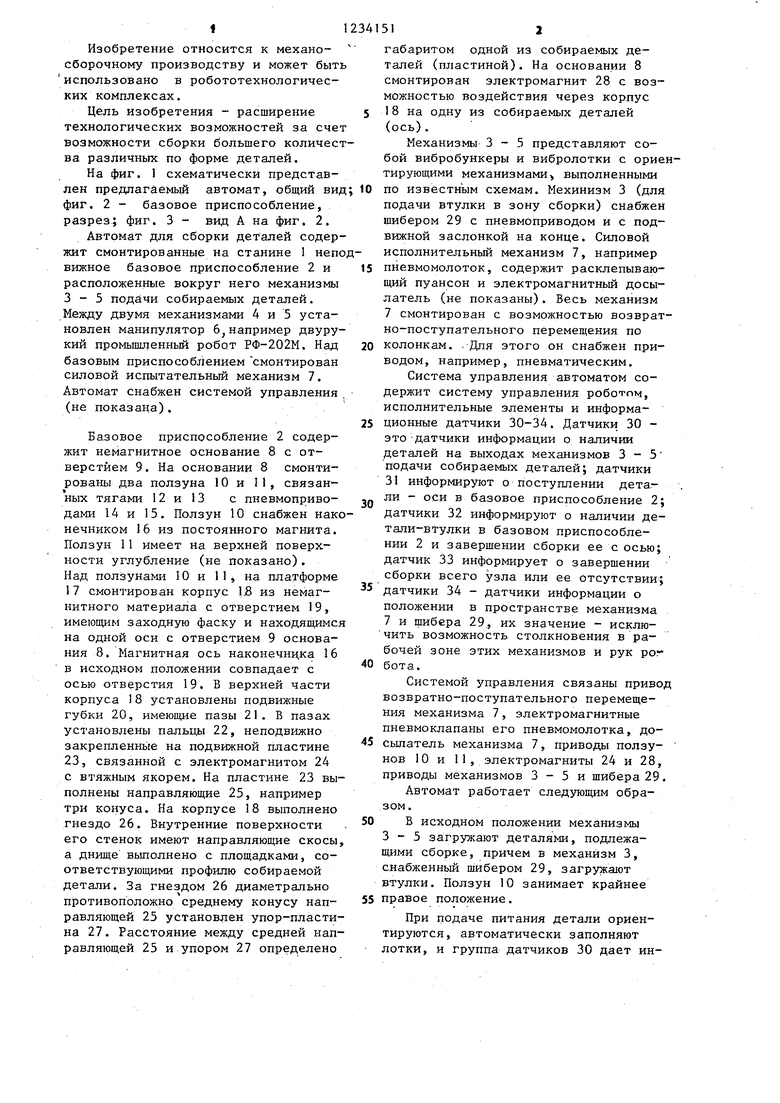

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1980 |
|
SU904972A1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1983 |
|
SU1114511A2 |
| Автомат для сборки тормозных колодок | 1981 |
|
SU979014A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Робототехнологический комплекс | 1985 |
|
SU1271742A1 |
| Пневматический адаптивный сборочный схват | 1989 |
|
SU1794642A1 |
| Автоматический сборочный комплекс | 1987 |
|
SU1521545A1 |
| Робототехнологический комплекс для сборки | 1990 |
|
SU1782203A3 |
| Манипулятор | 1981 |
|
SU1050860A1 |
| Автомат для завинчивания шпилек | 1985 |
|
SU1355438A1 |

у//у2 ////. /Z/X/7//Z.
/ ,{,
Фиг. 2
7tf
25
JJ
ФtJг:3
Редактор С.Лисина.
Составитель Л.Воскобойникова Техред В.Кадар
Заказ 2937/17Тираж 1001. Подписное
БНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.А/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Корректор Т.Колб
| Устройство для сборки деталей | 1980 |
|
SU942980A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
