(54) УСТГОЙСТВО ДЛЯ СБОРКИ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки деталей | 1979 |
|
SU917994A1 |
| Устройство для сборки деталей | 1981 |
|
SU965702A1 |
| Устройство для ориентации деталей при сборке | 1981 |
|
SU1162570A1 |
| Устройство для вибрационной сборки изделий | 1980 |
|
SU912476A1 |
| Устройство для сборки деталей | 1980 |
|
SU903065A1 |
| Сборочный автомат | 1982 |
|
SU1144827A1 |
| Устройство для сборки деталей | 1980 |
|
SU904970A1 |
| Способ сборки направляющих втулок и седел клапанов с головками блоков цилиндров двигателей внутреннего сгорания и устройство для его осуществления | 1985 |
|
SU1425020A1 |
| ВОЗДУШНО-ДИНАМИЧЕСКИЙ РУЛЕВОЙ ПРИВОД УПРАВЛЯЕМОГО СНАРЯДА | 1994 |
|
RU2074382C1 |
| Устройство для относительного ориентирования при сборке деталей типа вал-втулка | 1976 |
|
SU618243A1 |
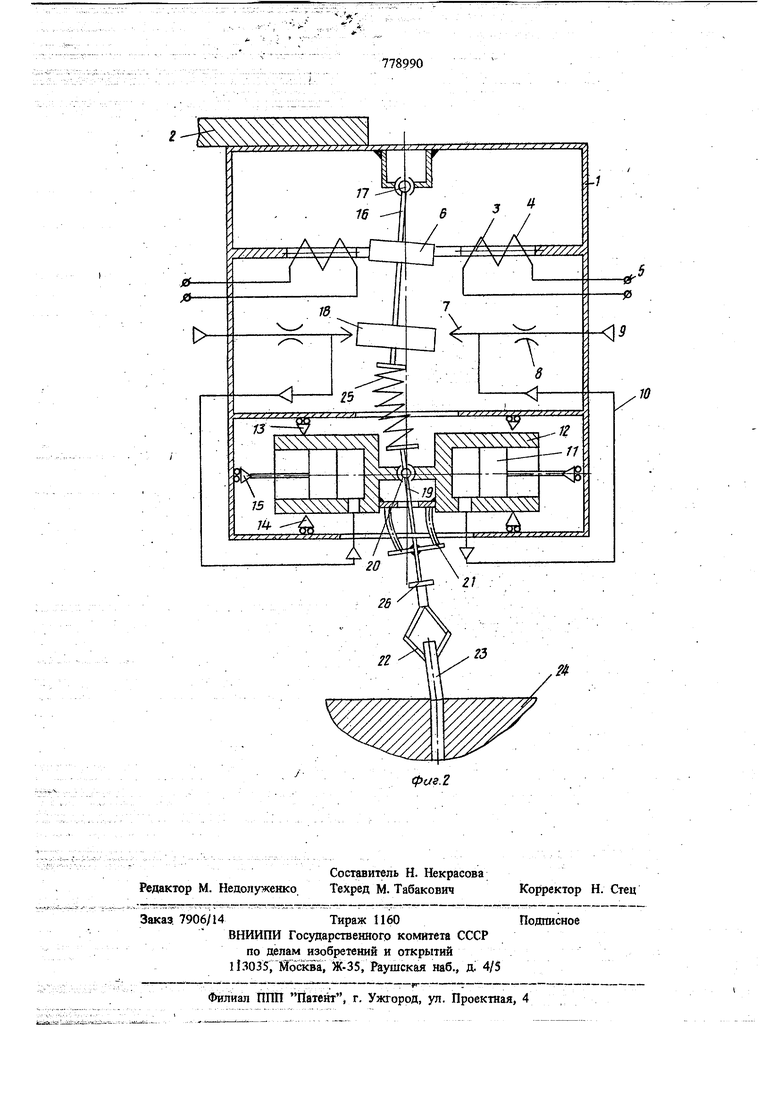
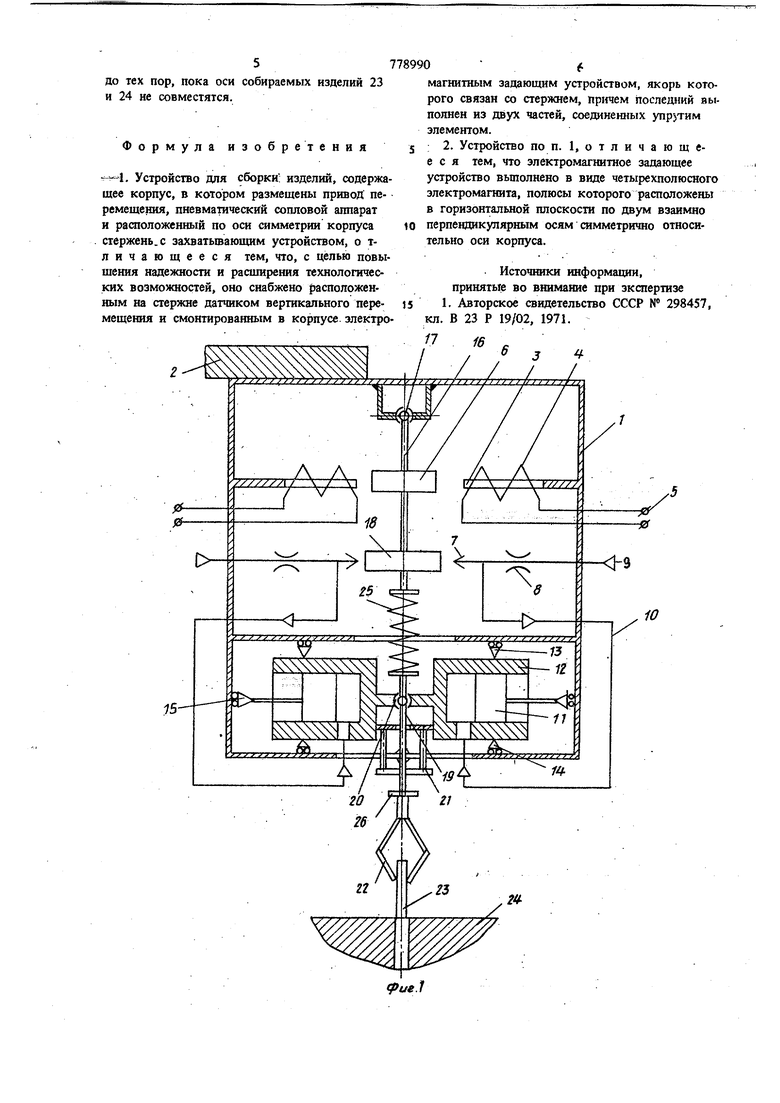
1 -, - . . Изобретение относится к автоматическим сборочнь1м устройствам, установленным на исполни тельных органах промышленных роботов, манипуляторов и сборочных автоматов, и може быть использовано в различных отраслях машиностроения., Известно устройство для сборки изделий, содержащее корпус, в котором размещены привод перемещения, пневматический сопловой аппарат и расположенный по оси симметрии корпуса стержень, с захватываюидам устройством {1J. Недостатком известного устройства является то, что на нем нельзя вести сборку при перекосе осей сопрягаемых изделий, это снижает надежность работы, кроме того, сборка возможна только для изделий определенного вида, что сужает технологические возможности известного устройства. Цель изобретения - повьпшние надежности работы устройства для сборки изделий и расширение его технологических возможиостей. Цель достигается тем, что устройство для сборки изделий снабжено расположенным на стержне датчиком вертикального перемещения и смонтированном в корпусе элект ромагнитным задающим устройством, якорь которого связан сд стержнем, причем последний выполнен из двух частей, соединенных упругим элементом, кроме того, злектромагнитйое задающее устройство вьшолнено в виде четырехполюсного электромагнита, полюсы которого расположены в горизонтальной плоскости по двум взаимно перпендикулярньпл осям симметрично относительно оси корпуса. На фиг. 1 схематически изображено устройство, разрез; на фиг. 2 - то же, в момент посадки изделия. Устройство для сборки изделий содержит корпус 1, который крепится к. исполнительному органу 2 (руке) робота или сборочному автомату (на чертеже не показаны). В кортосе 1 установлены электромагнитное задающее устройство, представляющее собой четырехполюсный электромагнит 3 с обмотками 4, выводами 5 и якорем 6, и пневматический сопловой аппарат, вклю чающий четыре сопла 7, расположенные в тех же двух взаимно перпендикулярных плоскостях, что и полюсы электромагнита 3, постоянные дроссели 8, каналы 9 подвода пневмопитания и управляющие каналы 10, соединяющие полост между соответствующими соплом 7 и дросселем 8 с полостью между порщнем И и блоком 12 четырех цилиндров, расположенных попарно сим метрично относительно оси симметрии корпуса 1 При этом блок 12 цилиндров установлен в корпусе 1 на подщипниках 13 и 14 и имеет возможность перемещения в тех же двух указанHbix взаимно перпендикулярных плоскостях, а порщни И со щтоками и подщипниками 15 постоянно контактируют с корпусом 1 и перемещаются в плоскости, перпендикулярной оси симметрии корпуса 1 устройства. В корпусе 1 размещен составной стержень, часть 16 (верхняя) которого закреплена в корпусе 1 с помощью щарового щарнира 17 и на ней установлены якорь 6 и заслонка 18 соплового аппарата, а часть 19 (нижняя) с помощью щарового щарнира 20 и пружинного устройства 21 соединена с блоком 12 цилиндров и на одном ее конце установлено захватьшающее устройство 22, несущее собираемое изделие 23. Второе сопрягаемое изделие 24 (например, втул ка) подается к месту сборки с помощью перемещающего устройства любого типа (на чертеже не показано). Между частями 16 и 19 стержня установлен упругий элемент 25, на зах ватывающем устройстве 22 - датчик 26 вертикального перемещения. Устройство работает следующим образом. На первом этапе, этапе поиска, исполнительньш орган 2 робота или сборочного автомата перемещает устройство с собираемым изделием 23 в зону ориентирования. Зона ориентирования обычно имеет форму круга, при этом ее диаметр выбирается в 10-100 раз больше максимального зазора между собираемыми изделиями 23 и 24. В зоне ориентирования находится зона посадки, т.е. зона, в которой сборка изделий вообще возможна. Зона посадки имеет форму круга с диаметром, равным величине зазора между изделиями 23 и 24. Система управлёния робота или автомата начинает выдават на обмотки 4 электромагнитного задающего устройства сигналы, при э.том величина и форм сигналов определяет характер траектории движения изделия 23 в зоне ориентирования. Сигналы могут быть разнообразными завксимрсти от этого изделие 23 совершает движение по синусоиде, спирали, прямьп линиям и т.д. В соответствии с величиной и формой подаваемых сигналов якорь 6 притягивается к полюсам электромагнита 3, при этом стержень 6 отклоняется от нейтрального положения, а вмес те с ним и заслонка 18 соплового аппарата и вследствие изменения зазоров между соплами 7 и заслонкой 18 в соответствующих полостях между соплами 7 и дросселем 8 давление среды увеличивается или уменьшается. Это увеличение или уменьщение давления по управляющил каналам 10 передается в блок 12 цилиндров ,так как nopuiHH 11 через подшипники 15 все время упираются в корпус 1, блок 12 цилиндров под действием изменения давления в его полостях перемещается, а с ним перемещается и стержень 19 вместе с захватывающим устройством 22и деталью 23. Блок 12 цилиндров перемещается в сторону противополЬжную перемещению стержня 16 и перемещение его происходит до того момента, пока усилие, создаваемое перемещающимся вместе с блоком цилиндра 12 стержнем 19 и передаваемое через упругий элемент 25 на стержень 16, не становится равным усиЛИЮ, воздействующему на якорь и, следовательно, стержень 16 со стороны злектромагнитного. задающего устройства. Создаваемые усилия суммируются и компенсируют друг друга. Таким образом, траектория перемещения детали 23 в зоне ориентирования идентична перемещениям : якоря 6, стержня 16 и, следовательно, соответствует сигналам, подаваемым на электромагнитное задающее устройство. Исполнительный орган 2 робота или сборочного автомата передает устройству, а, следовательно, и детали .23 некоторое усилие, прижимающее деталь 23 к .детали 24. В момент, когда траектория движения детали 23 попадает в зону посадки, деталь 23, захватьюающее устройство 22 получают возможность вертикального перемещения, т.е. деталь 23входит в отверстие детали 24, и датчик вертикального перемещения 26 выдает сигнал системе управления о йопадании детали 23 в отверстие детали 24, т.е. отверстие найдено, поиск закончен. По этому сигналу операция ориейтирования заканчивается, при этом сигнал на обмотках 4 перестает изменяться и остается таким, каким он был к началу вертикального перемещения детали 23. После чего следует второй этап сборки .этап посадки.. :........ 1- Как правило, сопрягаемые изделия 23 и 24 имеют угловой перекос (см. фиг. 2), поэтому при малом зазоре между ними происходат заклкнивание изделий 23 и 24 при посадке, и, следовательно, возникает усилие, перпендикулярное оси устройства и стержня 19. Изделие 23, захватывающее устройство 22 и стержень 19. отклоняются от вертикального положения, но при этом через упругий элемент 25 обратной связи, стержень 19 отклоняет стержень 16 с заслонкой 18, изменяя зазоры между ней и соплами 7. Изменение зазоров в сопловом аппарате приводит к перемещению блока 12 цилиндров и вместе с ним к перемещению стержней 16 и 19 захватывающего устройства 22 и изделия 23. Перемещение изделия 23 происходит до тех пор, пока оси собираемых изделий 23 и 24 не совместятся. Формула изобретения . Устройство для сборки: изделий, содержа щее корпус, в котором размещены привод перемещения, пневматический сопловой аппарат и расположенный по оси симметрии корпуса стержень, с захватьгоающим устройством, о тлячающееся тем, что, с целью повышения надежности и расширения технологических возможностей, оно снабжено расположенным на стержне датчиком вертикального перемещения и смонтированным в корпусе, электро f. магнитным задающим устройством, якорь которого связан со стержнем, пртем последний выполнен из двух частей, соединенных упр5тим элементом. 2. Устройство по п. 1, о т л и ч а ю щ ее с я тем, что злектромагнитное задающее устройство вьтолнено в виде четырехполюсного электромагнита, полюсы которого расположены в горизонтальной плоскости по двум взаимно перпендикулярным осям симметрично относительно оси корпуса. Источники информации, принятые во внимание при зкспертизе 1. Авторское свидетельство СССР N 298457, кл. В 23 Р 19/02, 1971. f7 f6 63 / / L
