Применяемые способы хромирования изделий не обеспечивают получения равномерных по толщине осадков на червячных валах, вследствие слол ности их рабочего профиля и недостаточной рассеивающей способности ванн.
Описываемый способ хромирования рабочего профиля червячных валов с применением спиральных анодов обеспечивает получение равномерных по толщине износоустойчивых слоев с низким коэффициентом трения, несмотря на сложность конфигурации покрываемых деталей.
Достигается это выравниванием катодной плотности тока путем максимально допустимого Звеличения поверхности анодов, которые располагают на расстоянии от внутреннего диаметра червячного вала, равном половине модуля червячного вала. Максимально допустимую ширину анодной спирали определяют при этом в зависимости от величины модуля.
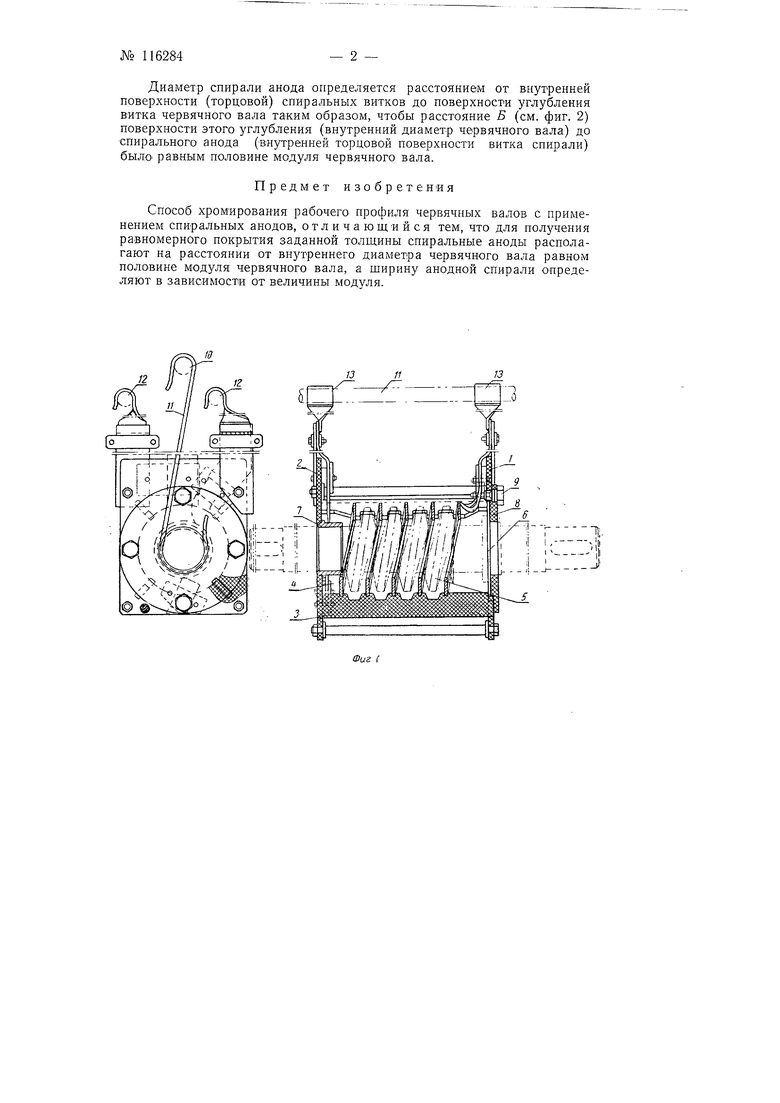
Хромирование осуществляют с применением приспособления, представляющего собой каркас (фиг. 1) из двух винипластовых дисков / и 2, соединенных планками 3. На каркасе размещен спиральный анод 4. Подлежащий хромированию червяк 5 (показанный пунктиром) вводится в приспособление через отверстие 6 в диске 1 и прижимается к унору 7 в диске 2 посредством фланца 8, крепящегося к диску 1 винтами 9.
Ток к катодам от катодных щтанг 10 подводится при помощи катодных крючков 11, изготовляемых из меди и покрытых слоем никеля. К анодам ток проводится от анодных щтанг 12 посредством подвесок /5.
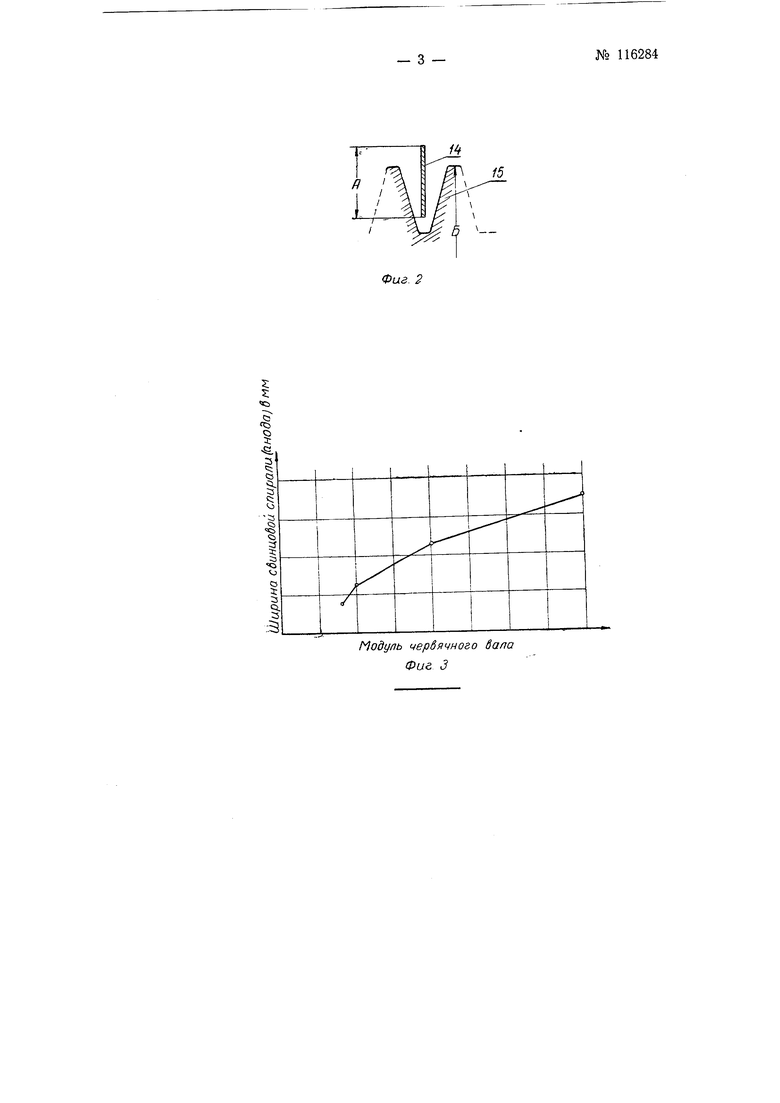
Спиральный анод представляет собою свернутую по винтовой линии свинцовую полосу 14, которая располагается между боковыми поверхностями витков червячного вала 15 (фиг. 2).
Зависимость рациональной щирины А анода от величины модуля червячного вала ноказана на фиг. 3.
Диаметр спирали анода определяется расстоянием от внутренней поверхности (торцовой) спиральных витков до поверхности углубления витка червячного вала таким образом, чтобы расстояние Б (см. фиг. 2) поверхности этого углубления (внутренний диаметр червячного вала) до спирального анода (внутренней торцовой поверхности витка спирали) было равным половине модуля червячного вала.
Предмет изобретения
Способ хромирования рабочего профиля червячных валов с применением спиральных анодов, отличающийся тем, что для пол чения равномерного покрытия заданной толщины спиральные аноды располагают на расстоянии от внутреннего диаметра червячного вала равном половине модуля червячного вала, а ширину анодной спирали определяют в зависимости от величины модуля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ хромирования рабочего профиля червячных валов | 1959 |
|
SU127120A1 |
| Электролизер | 1980 |
|
SU1665878A3 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |
| Установка для горизонтального внутреннего хромирования | 2023 |
|
RU2811352C1 |
| УСТРОЙСТВО ДЛЯ ПРОТОЧНОГО ХРОМИРОВАНИЯ | 1999 |
|
RU2175033C2 |
| СПОСОБ ЗАТОЧКИ ИГОЛЬЧАТОЙ ЛЕНТЫ ЧЕСАЛЬНОЙ МАШИНЫ | 1992 |
|
RU2024383C1 |
| СПОСОБ АНОДИРОВАНИЯ МЕТАЛЛОВ И ИХ СПЛАВОВ | 1999 |
|
RU2163272C1 |
| ГАЛЬВАНИЧЕСКИЙ БАРАБАН ДЛЯ ОБРАБОТКИ КРУПНЫХ И МЕЛКИХ ДЕТАЛЕЙ И ПАРТИЙ | 1990 |
|
RU2029800C1 |
| Газоразрядный источник света | 1980 |
|
SU868888A1 |
| УСТАНОВКА ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ДЕТАЛЕЙ ТИПА "ВАЛ" | 2002 |
|
RU2241077C2 |
/
15
Фиг. 2
