ел
Изобретение относится к производ ству абразивного инструмента на керамических связках.
Цель изобретения - повьпиение эксплуатационник свойств инструмента 5 путем пйвьшения механрпрочностных его свойств за сче возможности проникновения большего количества расплава связки в зону контакта абразивных зерен.О
Способ осуществляется следующим образом.
Вначале смешивают абразивные зерна, глинистое вещество (огнеупорную глину или каолин), временное связу- 5 ющее и увлажнитель из смеси формуют заготовку, которая проходит предварительный обжиг при 900-1000°С. В этом интервале температуры происходит спекание глины или каолина и обеспе- .70 чивается механическая прочность заготовки, необходимая для да.ггьнейших технологических операций (температура предварительного обжига выбирается в зависимости от термостойкости 25 глины или каолина) .Полученная аким образом пористая заготовка пропитывается приготовленной суспензией тонкоизмельченнрго стекла плотностью 20 - 40Z в зависимости от зернистое- 30 ти изготавливаемого инструмента. За счет сил капиллярного всасывания поры заготовки равномерно заполняются суспензией, которая концентрируется в местах контакта между зернами. Пос-з5 ле сушки заготовки тонкоизмельченное стекло находится в зонах контакта абразивных зерен, в то время как поверхность зерен остается свободной от стекла. Обработанная таким обра- 40
зом заготовка подвергается вторичному обжигу по режиму, используемому в абразивном производстве.
Пример. В лабораторных условиях смешивали зерно с временным связующим, увлажнителем и в качестве связки с огнеупорной глиной (по действующей технологии на типовом оборудовании) , затем из приготовленной массы формовали опытные образцы и подвергали их предварительному обжигу при 900 С. После предварительного обжига образцы пропитывались в суспензии тонкоизмельченного борного стекла, затем Подвергались сушке и обжигу по температурному режиму, принятому в абразивном производстве.
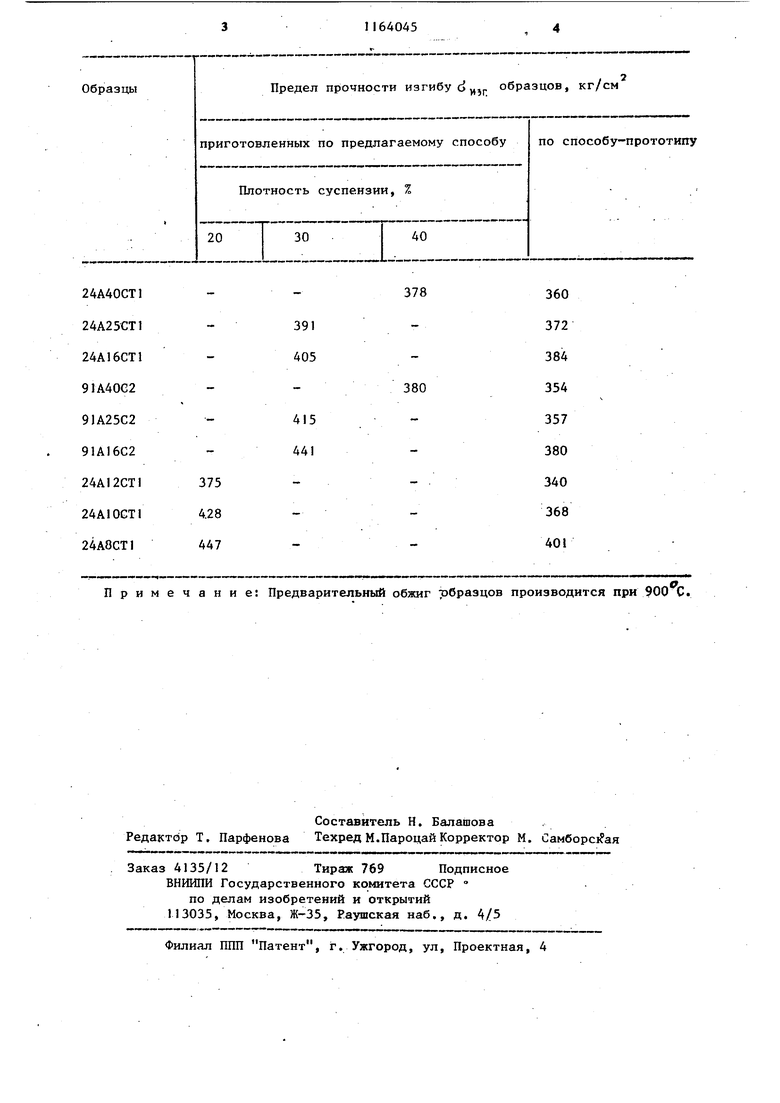
В таблице приведены характеристики образцов, технологические параметры способа и их механическая прочность, а также сравнение с образцами той же характеристики, полученными по способу-прототипу .
Как видно из таблицы, при изготовлении по предлагаемому способу обеспечивается возможность повышения сил сцепления абразивных зерен между собой на 15-20%, это в свою очередь по:зволяет использовать инструмент при больших скоростях шлифования, что в итоге повьш1ает его эксплуатационные свойства. Кроме того, рабочие грани инструмента (абразивных зерен) не покрываются измельченным стеклом, так как в основном все оно сосредоточивается только в зонах абразивных зерен, они остаются острыми, что способствует повьппению эксплуатационных свойств готового инструмента. Примечание: Предварительный обжиг рбраэцов производится при 900 С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивного инструмента | 1988 |
|
SU1627391A1 |
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
| Керамическая связка | 1983 |
|
SU1138303A1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2078678C1 |
| ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1990 |
|
RU2014211C1 |
| Масса для изготовления абразивного инструмента | 1981 |
|
SU986764A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРУНДОМУЛЛИТОВЫХ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2756300C1 |
| Масса для изготовления абразивного инструмента | 1975 |
|
SU655519A1 |
| ПОРИСТЫЕ АБРАЗИВНЫЕ ИЗДЕЛИЯ С АГЛОМЕРИРОВАННЫМИ АБРАЗИВНЫМИ МАТЕРИАЛАМИ И СПОСОБЫ ИЗГОТОВЛЕНИЯ АГЛОМЕРИРОВАННЫХ АБРАЗИВНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2281851C2 |
| Способ изготовления абразивного инструмента | 1988 |
|
SU1530428A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА, при котором готовят абразивную массу из абразивных зерен, глинистого вещества, стекла, бременного связующего и увлажнителя, из полученной массы формуют инструмент и сбжигают, отличающийс я тем, что, с целью повьшения эксплуатационных свойств инструмента, вначале формуют заготовку из абразивных зерен, глинистого вещества, временного связующего и увлажнителя, .отформованную заготовку под§ергают предварительному обжигу, после чего готовят суспензию из тонкоизмельченного стекла, полученной суспензией (П пропитывают заготовку и подвергают окончательному обжигу.
| Любомудров В | |||
| Н | |||
| Абразивные инструменты и их изготовление | |||
| М.-Л.: Машгиз, 1953, с | |||
| Способ подпочвенного орошения с применением труб | 1921 |
|
SU139A1 |
| Исследование и разработка технологии производства абразивного инструмента из корундовых материалов на керамической связке повышенной стойкости и производительности для ведущих операций шлифования | |||
| Отчег ВНИИАШ, 1979, № Гос.регистрации 77015525. | |||
