Изобретение относится к способам изготовления абразивного инструмента на керамической связке.
Цель изобретения - повышение прочности свежезаформованных, высушенных и обожженных заготовок инструмента и его эксплуатационных характеристик.
Согласно способу, включающему под- 1отовку формовочной смеси из абразива, жидкого стекла и керамической связки, формование, сушку и обжиг изделий перед смешиванием жидкое стекло активируют электрсгхимическим способом до величины окислительно-восстановительного потенциала (ОНИ) не ниже ±800 м8,
Экспериментальр|Ь м путем установлено, чт( при испольяовании жидкого стекла, актигшронаиного до ОБИ J800 мИ и выше, значительно возрастают прочносг 1 как сырых, 1 ак и высушенных и обожженных заготовок абразивного инструмента и улучшаются его эксплуатационные характеристики. При использовани жидкого стекла, имеющего ОВН ниже указанного предела, эффект не наблюдается. Верхнее значение величины ОВП жидкого стекла не ограничивается и определяется возможностью аппаратурного оформления электрохимического активирования. В проводимых экспериментах удавалось получать величину ОВП и выше ± 900 мВ, при этом снижение прочностных свойств и эксплуатационных характеристик или появление иных нежелательных явлений не наблюдалось.
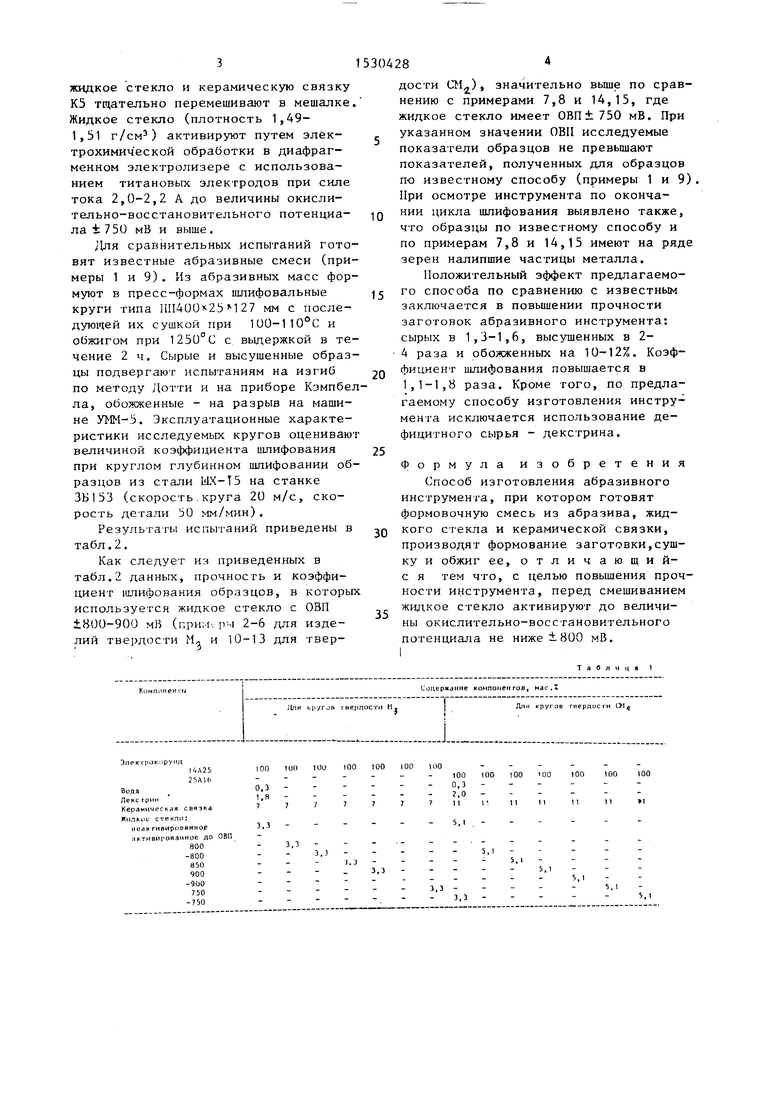
Пример. В лабораторных условиях по рецептурам, приведенным в табл.1, готовят абразивные смеси для твердостей шлифовальных кругов Mj и CMj. Компоненты смеси - абразив.
сд
00
о 4
N9
С
жидкое стекло и керамическую связку К5 тщательно перемешивают в мешалке. Жидкое стекло (плотность 1,49- 1,51 г/см) активируют путем электрохимической обработки в диафраг- менном электролизере с использованием титановых электродов при силе тока 2,0-2,2 А до величины окислительно-восстановительного потенциала i: 7 50 мВ и выше.
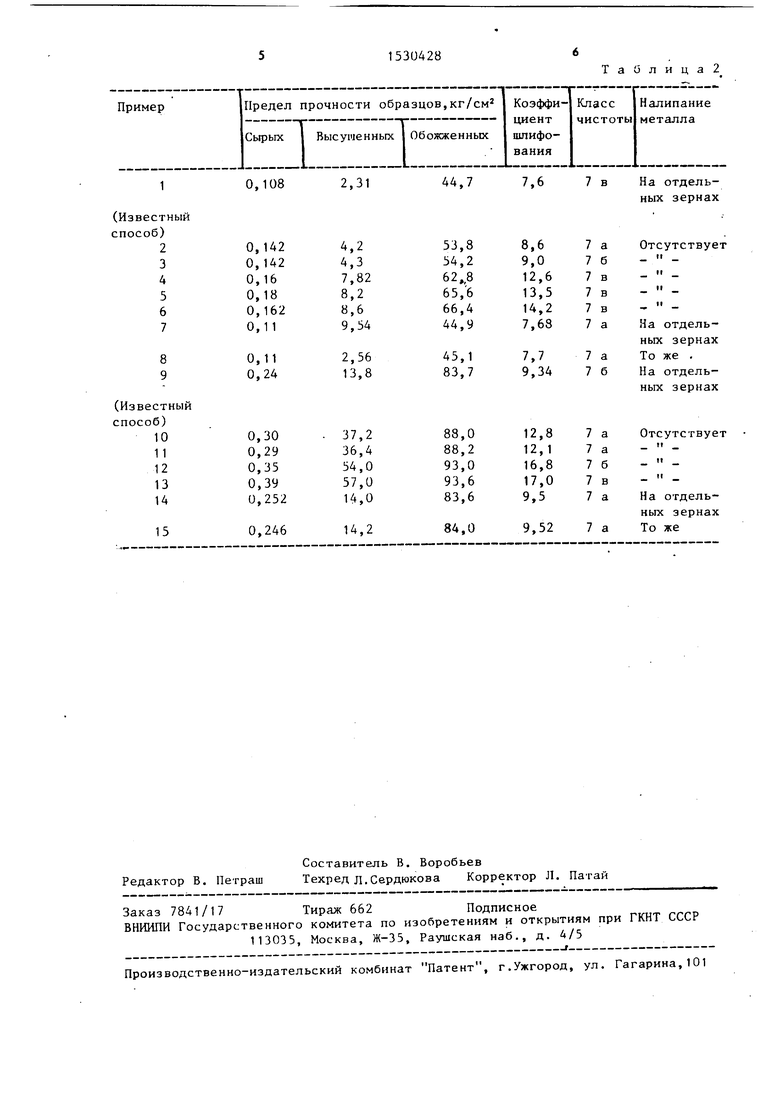
Для сравнительных испытаний готовят известные абразивные смеси (примеры 1 и 9). Из абразивных масс формуют в пресс-формах шлифовальные круги типа 1111400 25 127 мм с последующей их сушкой при 100-110°С и обжигом при 1250°С с выдержкой в течение 2 ч. Сырые и высушенные образцы подвергают испытаниям на изгиб по методу Дотти и на приборе Кэмпбел ла, обожженные - на разрыв на машине УММ-5. Эксплуатационные характеристики исследуемых кругов оценивают величиной коэффициента шлифования при круглом глубинном шлифовании образцов из стали liLX-T5 на станке ЗБ153 (скорость.круга 20 м/с, скорость детали 50 мм/мин).
Результаты испытаний приведены в табл.2.
Как следует из приведенных в табл.2 данных, прочность и коэффициент юлифования образцов, в которых используется жидкое стекло с ОВП ±800-900 мВ (прим-.ры 2-6 для изделий твердости М и 10-13 для твер- э
10
304284
дости СМ), значительно вьш1е по сравнению с примерами 7,8 и 14,15, где жидкое стекло имеет ОВП ±750 мВ. При указанном значении ОВП исследуемые показатели образцов не превьш1ают показателей, полученных для образцов по известному способу (примеры 1 и 9) , При осмотре инструмента по окончании цикла шлифования выявлено также, что образцы по известному способу и по примерам 7,8 и 14,15 имеют на ряде зерен налипшие частицы металла.
Положительный эффект предлагаемого способа по сравнению с известным заключается в повышении прочности заготовок абразивного инструмента: сырых в 1,3-1,6, высушенных в 2- 4 раза и обожженных на 10-12%. Коэффициент шлифования повышается в 1,1-1,8 раза. Кроме того, по предлагаемому способу изготовления инструмента исключается использование дефицитного сырья - декстрина.
15
20
0
5
Формула изобретения
Способ изготовления абразивного инструмента, при котором готовят формовочную смесь из абразива, жидкого стекла и керамической связки, производят формование заготовки,сушку и обжиг ее, отличающий- с я тем что, с целью повышения прочности инструмента, перед смешиванием жидкое стекло активируют до величины окислительно-восстановительного потенциала не ниже ±800 мВ.
Таблица )
I
| название | год | авторы | номер документа |
|---|---|---|---|
| Смесь для изготовления абразивного инструмента | 1983 |
|
SU1144861A1 |
| Керамическая связка | 1983 |
|
SU1138303A1 |
| Способ изготовления абразивного инструмента | 1988 |
|
SU1627391A1 |
| Способ изготовления облицовочных керамических изделий | 1987 |
|
SU1601091A1 |
| Масса для изготовления абразивного инструмента | 1985 |
|
SU1279805A1 |
| ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1990 |
|
RU2014211C1 |
| Масса для изготовления абразивного инструмента | 1981 |
|
SU1052376A1 |
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
| Масса для изготовления абразивного инструмента | 1981 |
|
SU986764A1 |
| Масса для изготовления абразивного инструмента | 1988 |
|
SU1662821A1 |
Изобретение относится к машиностроению, а именно к абразивному инструменту на керамической связке. Цель изобретения - повышение коэффициента шлифования инструмента и прочности свежезаформованных, высушенных и обожженных заготовок. Для этого перед смешиванием компонентов: абразива, керамической связки и жидкого стекла, последнее подвергают электрохимическому активированию до величины окислительно-восстановительного потенциала не ниже ±800 мВ. 2 табл.
Электрокгфумл
|1 .А25 25Л1Ь Вода
Деке грин
Керамическля связка Жидкое стеклч:
иеак гивированнор
активиронаиное до ОВП
800
-800
850
900
-900
750
-750
100 lUO 100 100 100 100 100
100100100100 100 100 100
0,3--г,о--7 111 11II 11 11 1
0,3 - 1,8 - 7777
7
5,1
3,J
5,1
3,3
5,1
5,1
5,1
7
5,1
5,1
5,1
5,1
5,1
Таблица2
| Масса для изготовления абразивного инструмента | 1983 |
|
SU1085797A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
