Изобретение относится к изготовлению абразивного инструмента.
Целью изобретения является повышение качества инструмента и технологичности производства
Абразивное зерно сначала смешивают с временным связующим, а затем с керамической связкой до отверждения временного связующего и закрепления связки на абразивных зернах. Длительность смешивания до отверждения временного связующего зависит от количества смешиваемой массы. Так, для 2 кг массы длительность смешивания зерна с временным связующим 5 мин, а со связкой - 30 мин, Затем приготовленную шихту измельчают и засыпают в огнеупорную форму и после обжига извлекают спеченное изделие из формы. Внутренняя поверхность огнеупорной формы повторяет форму абразивного инструмента, в ходе охлаждения обожженное изделие подвергается несколько большей усадке, чем огнеупорная форма, и абразивная заготовка после обжига легко извлекается из формы. Процесс производства абразивного инструмента с использованием огнеупорных фс рм может быть максимально меха иэирован и автоматизирован, так при этой технологии полностью исключается операция поре становок свежезаформованного сирця имеющего малую механическую прочность Кроме того, при этом способе не требуе ся проводить формование заготовок на прес се, что в свою очередь, исключает разруше ние и повреждение режущих кромок абразивных зерен и в итоге повышаются эксплуатационные свойства абразивного инструмента Огнеупорная же форма, в которую засыпают компоненты абразивного инструмента, имеет высокую механическую прочность и для ее перемещений в гехноло гической цепочке может быть использован любой механический манипулятор
Кроме того, при производстве инстру мента можно использовать более легкоплавкие керамические связки или проводить обжиг с использованием обычных связок, например централизованного производства, при более высокой температуре, так как изделие при максимальной
1 ™
О
,
температуре обжига не расплывается, т е. не изменяет своих геометрических размеров из-за того, что оно ограничено поверхностью огнеупорной формы Использование же легкоплавких связок или повышение температуры обжига приводит к снижению вязкости расплавленной керамической связки, она становится более подвижной, а также интенсивнее и в большем количестве затекает в места контактов между абразивными зернами, и тем самым при охлаждении обеспечивается более прочное сцепление зерен между собой, что позволяет получать скоростной инструмент сравнительно невысоких твердостей Кроме того, используя предлагаемый способ, можно получить круги с регулируемойпористостьюприиспользовании обожженного брака кругов измельченного до гранул размеров 1-8 мм, которые затем используются вместо абразивного зерна те эти гранулы также последовательно смешиваются с временным связующим и керамической связкой до закрепления керамической связки на этих гранулах, и приготовленная из этих компонентов шихта засыпается в огнеупорную форму и обжигается в ней.
Пример Для изготовления кругов характеристики 24А25 СМ1 брали следующую рецептуру, мае %
Абразивное зерно85,5
Временное связующее
(жидкое стекло)4,5
Керамическая связка
(борное стекло)10,0
Вначале абразивное зерно смешивали в промышленной смесительной машине с жидким стеклом в течение 5 мин затем в мешалку добавляли в качестве керамической связки борное стекло и смешивали 30 мин Общая масса всех компонентов составила 2000 г При указанной длительности смешивания массы такой величины происходит полное отверждение жидкого стекла (т е конечная влажность массы соответствует влажности окружающего воздуха)
Пример2 По такой же технологии готовили абразивную массу для кругов характеристики 24А25 СТ2 Соотношение компонентов, мае %
Абразивное зерно76,0
Временное связующее
(жидкое стекло)5,5
Керамическая связка
(борное стекло)18,5
П р и м е р 3 Характеристика 24А25 СМ1 Соотношение компонентов мае %
Абразивное зерно85,5
Временное связующее (поливиниловый спирт 40%-ной концентрации) Керамическая связка (борное стекло)
П р и м е р 4 Характеристика 24А25 СТ2. Соотношение компонентов, мас.%:
Абразивное зерно76,0
Временное связующее
(поливиниловый спирт 40%-ной концентрации)5,5
Керамическая связка (борное стекло)18,5
В примерах 3 и 4 абразивную массу
готовили по той же технологии, что и в примерах 1 и 2 заменяя соответствующий процент временного связующего (жидкого стекла) на поливиниловый спирт 40%-ной концентрации
П р и м е р 5 Характеристика 63С25 СМ1 Соотношение компонентов, мае %
Абразивное зерно75 О
Временное связующее
(поливиниловый спирт 40%-ной концентрации)2,5
Керамическая связка (связка типа КЗПГ)22,5
Полученную массу (составов, указанных
в примерах) засыпали в огнеупорные формы и обжигали по режимам, принятым в абразивной отрасли Для электрокорунда белого максимальная температура обжига состави- ла 1250+10°С для образцов из карбида кремния зеленого 1280+10°С Поспе обжига заготовки обожженных кругов извлекались из огнеупорных форм
Для сравнения механо-прочностных и
эксплуатационных характеристик кругов и
образцов, полученных по предлагаемому
способу приготовлены образцы таких же
характеристик по способу-прототипу
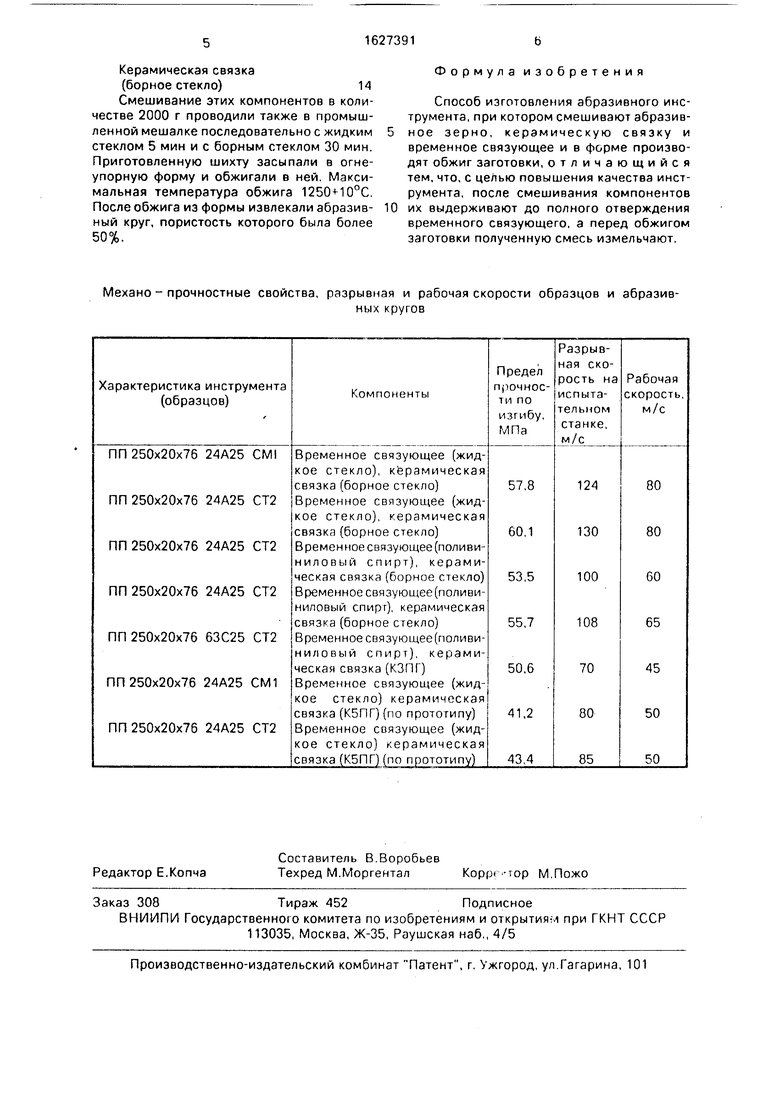
В таблице приведены результаты опре- деления механо-прочностных свойств образцов, а также разрывная и рабочая скорости абразивных кругов, изготовленных по предлагаемому способу и по способу-прототипу.
П р и м е р 6 Для изготовления круга повышенной пористости брали обожженный брак кругов 24А10 СМ1, дробили в ще- ковой мельнице, после дробления отбирали гранулы 1-2 мм Затем брали следующую рецептуру мае %
Гранулы дробленного
обожженного брака80
Временное связующее
(жидкое стекло)6
Керамическая связка (борное стекло)14
Смешивание этих компонентов в количестве 2000 г проводили также в промышленной мешалке последовательно с жидким стеклом 5 мин и с борным стеклом 30 мин. Приготовленную шихту засыпали в огнеупорную форму и обжигали в ней. Максимальная температура обжига 1250+10°С. После обжига из формы извлекали абразивный круг, пористость которого была более 50%.
Формула изобретения
Способ изготовления абразивного инструмента, при котором смешивают абразивное зерно, керамическую связку и временное связующее и в форме производят обжиг заготовки, отличающийся тем, что, с целью повышения качества инструмента, после смешивания компонентов их выдерживают до полного отверждения временного связующего, а перед обжигом заготовки полученную смесь измельчают.
| название | год | авторы | номер документа |
|---|---|---|---|
| Масса для изготовления абразивного инструмента | 1985 |
|
SU1279805A1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2001 |
|
RU2215643C2 |
| Масса для изготовления абразивного инструмента | 1983 |
|
SU1085797A1 |
| ПОРИСТЫЕ АБРАЗИВНЫЕ ИЗДЕЛИЯ С АГЛОМЕРИРОВАННЫМИ АБРАЗИВНЫМИ МАТЕРИАЛАМИ И СПОСОБЫ ИЗГОТОВЛЕНИЯ АГЛОМЕРИРОВАННЫХ АБРАЗИВНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2281851C2 |
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
| Керамическая связка | 1983 |
|
SU1138303A1 |
| Масса для изготовления абразивного инструмента | 1981 |
|
SU1052376A1 |
| ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1990 |
|
RU2014211C1 |
| АБРАЗИВНЫЕ ИЗДЕЛИЯ И АБРАЗИВНЫЙ МАТЕРИАЛ С ПОКРЫТИЕМ | 2003 |
|
RU2279966C2 |
| Формовочная смесь для изготовления абразивного инструмента | 1987 |
|
SU1459909A1 |
Изобретение относится к изготовлению абразивного инструмента на керамическои связке. Цель изобретения состоит в повышении качества инструмент и технологичности его производства. Способ производства заключается в последипя тельном смешивании абразивного зе временным связующим, а затем с ки : -и t ской связкой до отверждения врег-н-ьн , связующего и закрепления керамичьскои связки на абразивных зернах Затем г р -го товленную таким образом смесь ичмешч ют, засылают в огнеупорную форму которой и производят обжиг 1 табл
Механо - прочностные свойства, разрывная и рабочая скорости образцов и абразивных кругов
| Способ изготовления абразивного инструмента | 1981 |
|
SU975370A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
