Особеюшстью предлагаемо о полуавто 1ата для изготовления стеклянных проходных изоляторов является загрузочных устройств, осуществляющих автоматическую поочередную подачу деталей (металлических и стеклянных трубочек и металлических шайб) на установленный на поворотном столе шпиндель, на котором производится их соединение. Подача стеклянных и металлических трубочек осуществляется однотипными загрузочными устройствами, каждое из которых состоит -из бункера, направляющей трубки и введенного в последнюю отсекателя, находящегося под действием кулачкового мехапизл1а, П1)едпазиаче1п-1ого для пондтучнон подачи соет-ветствуюпщх деталей на указанный шпиндель и управляемого от поворотного стола.
С целью обеспечения ориентировочной подачи трубочки, бункер выполнен вращающимся вокруг входящей в него направляющей трубки, снабженной на конце спиралеобразным зсиком.
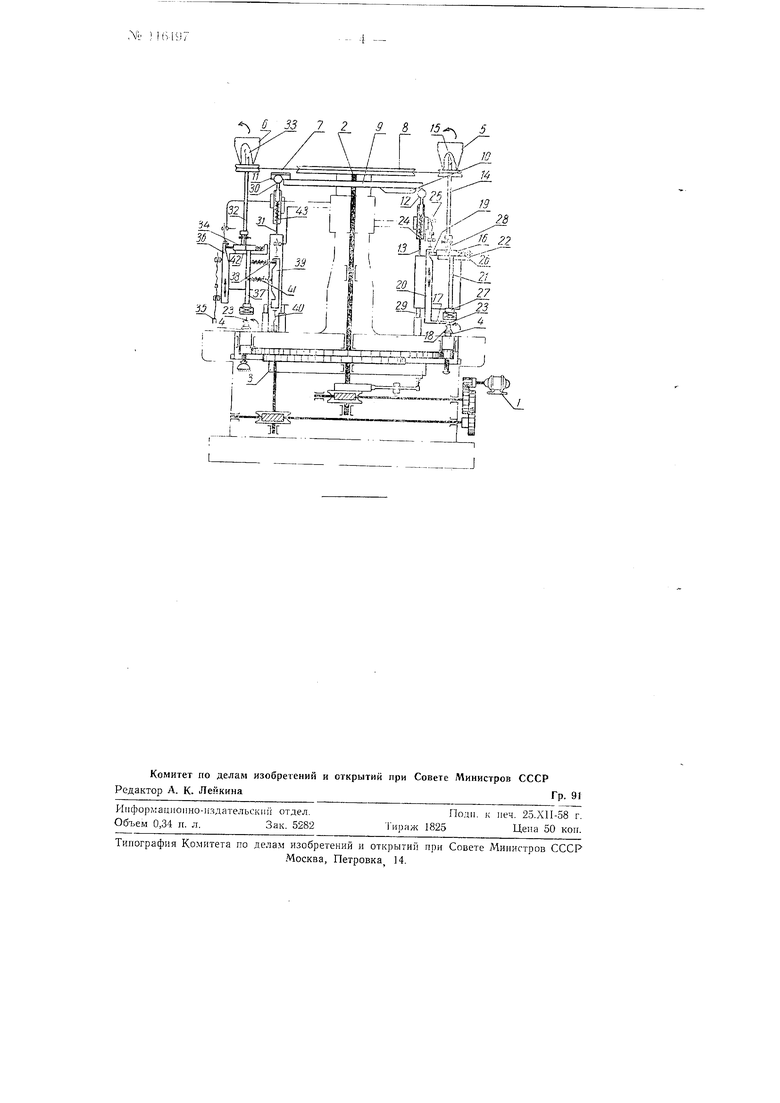
Для предотвращения подачи трубочек па шпиндель при нарущении режима работы загрузочные устройства снабжены блокировочными приспособлениями, выполненными в виде щупа, предназначенного для взаимодействия с торцом шпинделя или металлической трубочки и управления кулачковым механизмом, не осуществляющим выброс указанных трубочек при отсутствии под загрузочным устройством шпинделя или, соответственно, предварительно поданной на него металлической трубочкиНа чертеже изображена кинематическая схема предлагаемого полуавтомата. Электродвигатель 1, приводящий во вращение через соответствующие передачи вал 2, поворотный стол-карусель 3 с вращающимися шпинделями 4, на которых производится сварка изоляторов. Для подачи металлических и стеклянных трубочек служат загрузочные устройства, бункеры 5 и, соответственно, 6 которые приводятся во вращение гибкой передачей 7 от шкива 5, сидящего на валу 4. На последнем пасажен также диск 9 с копирами 10 и //.
Загрззочное стройсгво, подающее метал. ическне (же.гезоникелевые) трубочки, работает следующим образом.
Копир }0 через ролик 12 и шток 13 приводит в возвратно-поступательное движение вею систему загрузочного устройства. В отверстие в дне бункера 5 вставлена направляющая трубка 14, совершающая возвратио-иоуступательпое движение независимо от враа1,ательпого движения бункера. На конце трубки М закреплен расходящийся кокус, к которому припаян спиралеобразный усик 15, ориентирующий металлическую трубочку. Последняя после ориентации нод действием собственного веса поступает по направляющей трубке J4 в магазин 16. При движении загрузочного устройства вниз блокировочное тфиспоссблепие 17 своим щ.упом упираетея в коронку IS шпинде.ля - и, встретив на пути препятствие, останавливается. Загрузочное же ует;)Г)йство продолжает двигаться вниз. При этом отсекатель 19 магазина 16, двигаясь по кулачку 20 кулачкового механизма, отходит впрагю. Магазин 16 своим ячейкообразным еквозным отзеретием .может захва-| I ть только одн} трубочку, а вторая, встре гая нрсп 1тствие со стороны в;;ладыща, остается на месте, т. е. как-бы отсекается. В тот момент, когда ячейкообразное отверетие магазина 16 с находящейся в ячейке металлической трубочкой совпадает с отверстием питателя 21, метал/ ическая трубочка, скользивщая но направляющей 22, находяеь в ячейкообразном отверетпи магазина 16, проваливается В питатель 21 и под действием еобственного вееа ноцадает на иглу 23. Загрузочное устройство после прохода копира 10 возвращается в верхнее положение пружиной 24. Кулачок 20 возвращается в нервоначальное положение ири помощи неподвижного ограничителя 25. Магазин 16 возвращается в первоначальное цоложение пружиной 26 и евоим ячейкообразным отверстием принимает следующую металочическую трубочку, которая при нажатии копира сб 1асывается в питател 21. Таким образом, происходит ориентация арматуры и пепрер.ызная иодача ее на иг,1у 23. В с:;учае отеутствия пьчинделя 3 в гнезде (например, в случае снятия его вследствие новреждепия иглы) загрузка не производится и вея работа происходит вхолостую без выдачи арматурь. Голсвка 27 и икладыш 2S-сменные и меняются в зависимости от типа изолятора, т. е. диаметра и длины металлической трубочки. Наиравляющая 29 служит для точного направления загрузочного устройства в момент подачи арматуры на ИГЛу.
Работа загрузочного устройства, нодаюнхего стек..15п-п-1ые трубочки, зак;почается в следующем.
Конпр // через ролик 30 н щток 31 приводит в возвратно-пост тательное движение всю систему загрузочного устройства стеклянных трубочек. Направляющая трубка 32, вставленная в отверстие в дне бункера 6, имеет возвратно-поступательное движение, независимо от вращательного движения бункера. На конце трубки 32 находится конус, к которому нрииаян спиралеобразный усик 33, который создает ориентацию стеклянной трубочки. После ориентации трубочка под действием еобственного веса поступает в магазин 34. После поворота каруселп-стола 2 па 24°, при движении загрузочного устройства вниз блокировочное приспособленне 35 евоим щупом прощупывает наличие металлической трубочки на игле 23 щпинделя 3. Для возможности осуществления прощупывания внутренний диаметр щупа выполнен меньше наружного диаметра металлической трубочки, надетой на иглу 23 шпинделя 3, наружный же диаметр иглы 23, в свою очередь, выполнен меньще внутреннего диаметра щупа. Если 1металлическая трубочка надета на иглу 23, то щуп, упираясь в нее, останавливает кулачок 36, который срабатывает и выдает стеклянную трубочку через магазин 34 в
питатель 57. Стеклянная трубочка подается на иглу не сразу, как металличеекая, а сначала на онережающий по закрытию отеекатель 38. Следовательно, если металлическая трубочка на игле 23 отсутствует, то щуп блокировочного приспособления 35, не встречая сопротивления со стороны металлической трубочки, не останавливает кулачка 36 и магазин 34 остается на месте, не выдавая стеклянной трубочки. При дви-. жении загрузочного устройства вниз в момент набегания копира //на ролик 30 в первую очередь срабатывает кулачок 39, который, упираясь в упор 40. останавливается, загрузочное же устройство продолжает двигаться вниз совместно с отсекателями 38 и 41. Когда отеекатель 3S перекрывает отверстие питателя 37. а отеекатель 41 открывает отверстие питателя 57, кулачок 36 останавливаетея блокировочным приспособлением 35, щуп которого упирается в металлическую трубочку. В этом случае магазин 34 скользит по кулачку 36, передвигается по направляющей 42 вправо и сбрасывает стекляиную трубочку в гаггатель 57 на отеекатель 38.
При движении загрузочного устройства вверх под действием иружи1П)1 43 Г1ос.те прохода копира 11 ку.лачок 39, упираясь в упор -tt. сстапавливается. В это время отсекатели 55 и 41, передвигаясь по кулачку 39 срабатывают. Отеекатель 41 закрывается, а отеекатель 38 открывается и стеклянная трубочка под действием собственного веса переходит с отсекате.тя 38 иа отеекатель 41. При движении загрузочного устройства снова вниз под действием копира // после поворота столакарусели 2 па 48 повторяется тот же Ц1П., который был описан выше. При этом отеекатель 41 открывается и стеклянная трубочка подается на иглу 55, па которой уже находится мета.тл 1ческая трубочка, л в это время следующая заготовка попадает через магазин 34 па отеекатель 38, и т. д.
П р е д м е т и з о б р е т е и и я
1.Полуавтомат для изготовления стеклянных проходных изоляторов, отличающийся тем, что, с целью автоматической поочере.диой подачи деталей (металличееких и стеклянных трубочек и метал.тических шайб) па установ..:1еппый па поворотном столе птипдель. па котором про зводится их соедипепие, применены установ.пенные на.;; столом загрузочные устройства, состоящие каждое из бункера, направляющей трубки и введенного в последнюю отсекателя, находящегося под действием кулачкового механизма, предназиаченпого для пощтучиой подачи есответетвующей детали па указанпый щпиндель и управляемого от поворотного стола.
2.Форма выполнения полуавтомата но п. 1, отличающаяся тем, что для подачи стеклянных к металличееких трубочек применены, однотипные загрузочные устройства, бункер каждого из которых, с целью обеспечепия ориеитироватпгой подачи указанных трубочек, выполпен вращающимся вокруг входнилей и него паиравляющей трубки, снабженной на конце спиралеобразным усиком.
3.Форма выполнения полуавтомата по пи. 1 и 2, о т .т и ч а ю щ а яся тем, что, с целью предотвращения подачи трубочек на щпиндель при нарушении режима работы, загрузочные уетройства снабжеиьЕ блокировочными присиособлениями, выполненными в виде щупа, предназначениого для взаимодействия с торцом щпинделя или металлической трубочки и управления кулачковым механизмом, иеосуществляющим выброс указанных трубочек при отсутствии под загрузочным устройством щиинделя или, соответственно, предварительно поданой иа него металлической трубочки.