, Устройство по п.1, отличают ее с я тем, -что механизм ориентирования горловин снабжен
установленным на шибере для горловин регулиру емым упором.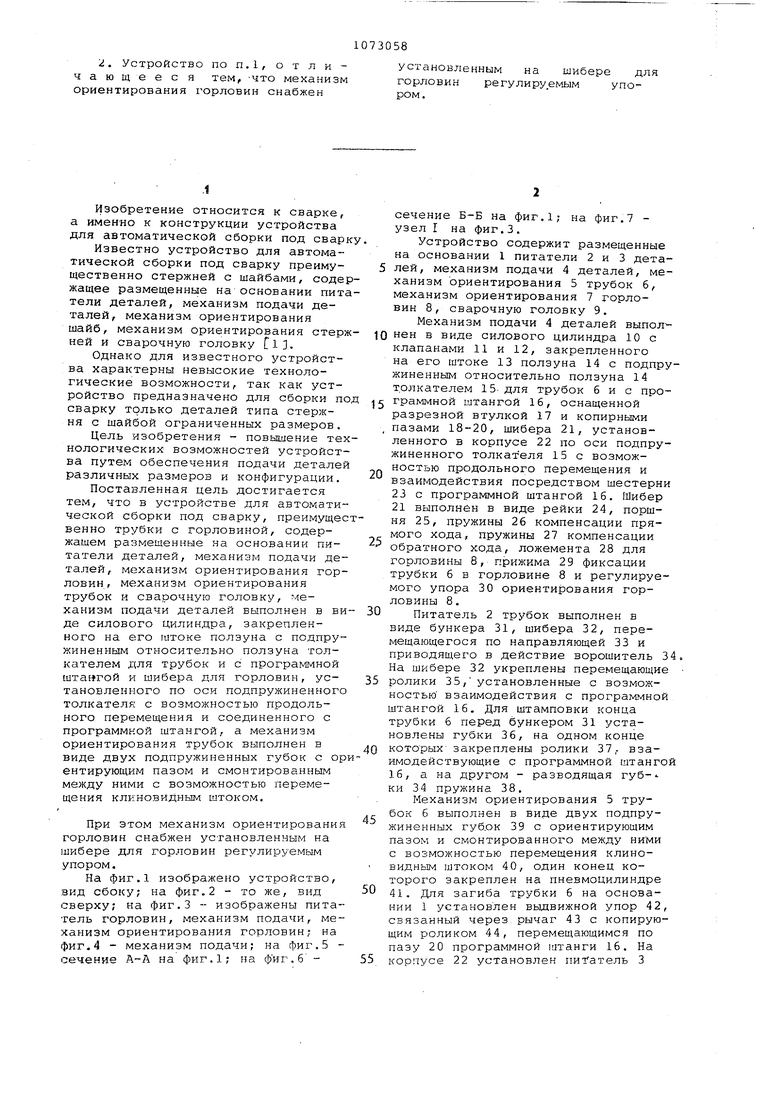
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автомат для контактной приварки шипов | 1979 |
|
SU856713A1 |
| Устройство для сборки и сварки трубок прямоугольного сечения из двух заготовок @ -образного профиля | 1986 |
|
SU1400839A1 |
| Устройство для подачи заготовок | 1976 |
|
SU573306A1 |
| Устройство для запрессовки деталей типа кольцо-чашка | 1990 |
|
SU1759594A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
| Устройство для контактной точечной сварки | 1984 |
|
SU1211011A1 |
| Устройство для сборки и сварки | 1976 |
|
SU677860A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Загрузочное устройство | 1985 |
|
SU1348137A1 |
1. УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ ПОД СВАРКУ преиму щественно трубки с горловиной, со держащее размещенные на оснований питатели деталей, механизм подачи деталей, механизм ориентирования горловин, механизм ориентирования трубок и сварочную головку, отличающееся тем, что, с 11 /2 / 1. целью повышения технологических возможностей путем обеспечения подачи деталей различных размеров и конфигурации, механизм подачи деталей выполнен в виде силового цилиндра, закрепленного на его штоке ползуна с подпружиненным относительно ползуна толкателем для трубок и с программной штангой и шибера для горловин, установленного по оси подпружиненного толкателя с возможностью продольного перемещения и соединенного с программной штангой, а механизм ориентирования трубок выполнен в виде .двух подпружиненных губок с ориентирующим пазом и смонти-д рованным между ними с возможностью S перемещения клиновидным штоком. lj 1 -J J
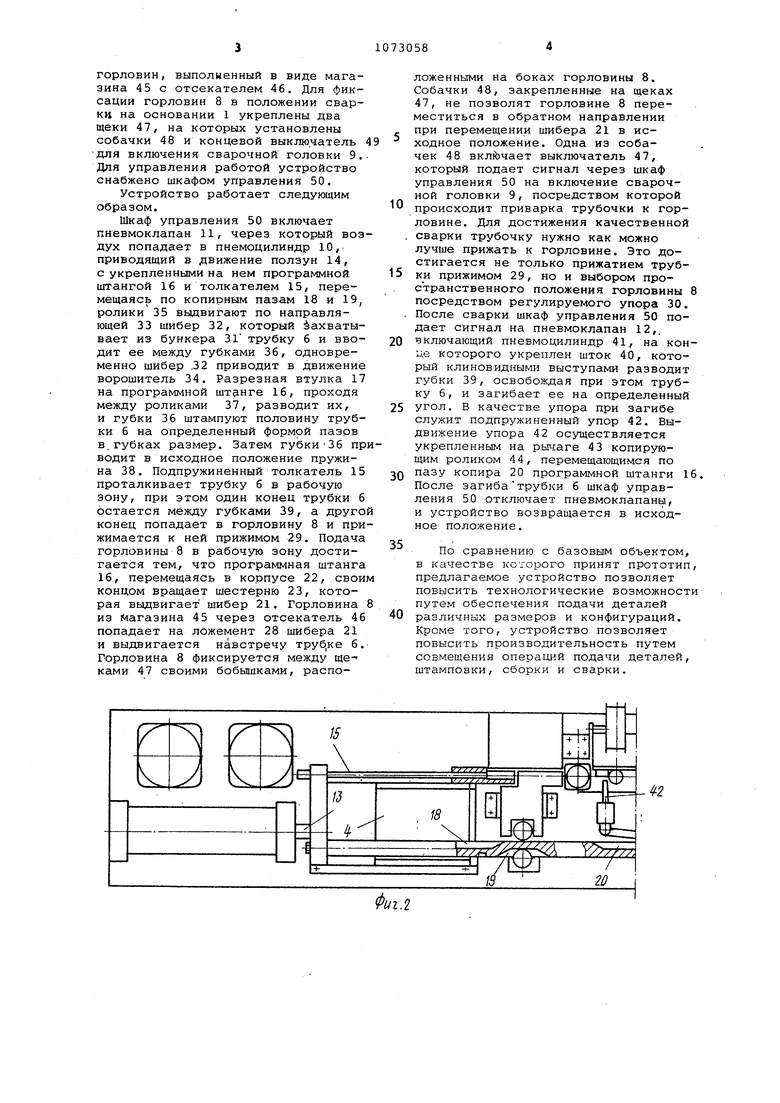
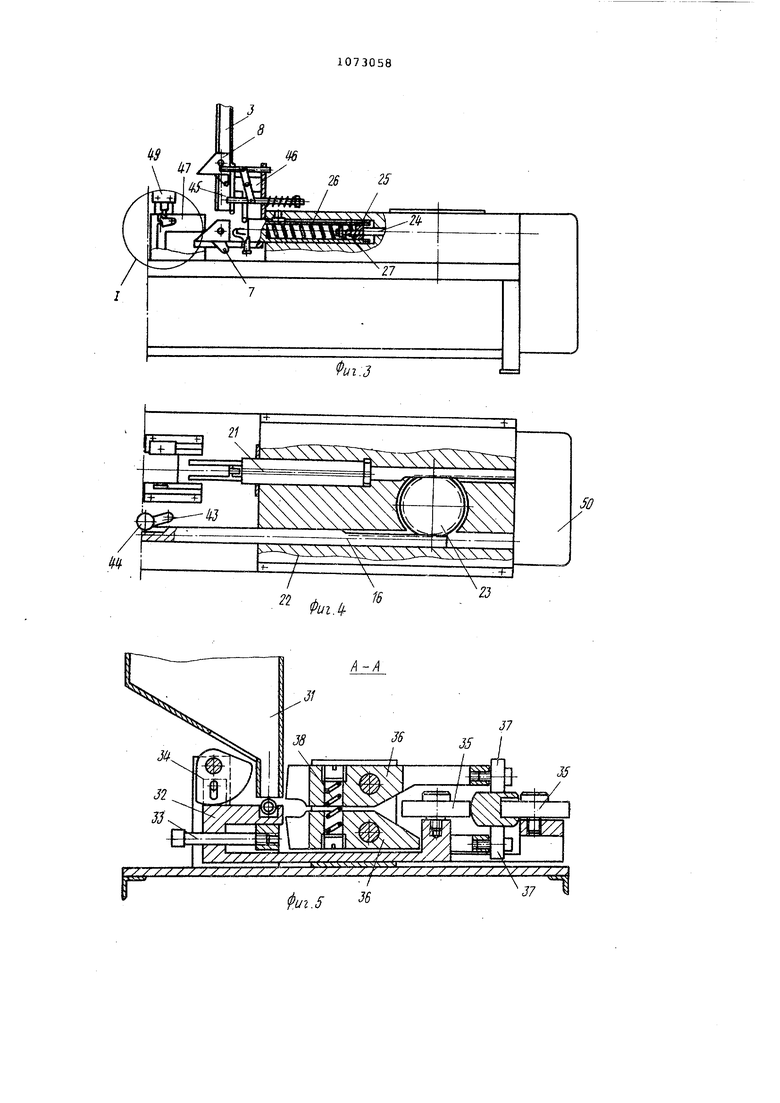
Изобретение относится к сварке, а именно к конструкции устройства для автоматической сборки под свар Известно устройство для автоматической сборки под сварку преимущественно стержней с шайбами, соде жащее размещенные на основании пит тели деталей, механизм подачи деталей, механизм ориентирования шайб, механизм ориентирования стер ней и сварочную головку Tl3, Однако для известного устройства характерны невысокие технологические возможности, так как устройство предназначено для сборки п сварку только деталей типа стержня с шайбой ограниченных размеров. Цель изобретения - повышение те нологических возможностей устройст ва путем обеспечения подачи детале различных размеров и конфигурации. Поставленная цель достигается тем, что в устройстве для автомати ческой сборки под сварку, преимуще венно трубки с горловиной, содержащем размещенные на основании питатели деталей, механизм подачи деталей, механизм ориентирования гор ловин, механизм ориентирования трубок и сварочную головку, механизм подачи деталей выполнен в ви де силового цилиндра, закрепленного на его гчтоке ползуна с подпружиненным относительно ползуна толкателем для трубок и с программной штаигой и шибера для горловин, установленного по оси подпружиненного толкателя с возможностью продольного перемещения и соединенного с программной штангой, а механизм ориентирования трубок выполнен в виде двух подпружиненных губок с ор ентирующим пазом и смонтированным между ними с возможностью перемещения клиновидным штоком. При этом механизм ориентирования горловин снабл ен установленным на шибере для горловин регулируемым упором. На фиг.1 изображено устройство, вид сбоку; на фиг.2 - то же, вид сверху; на фиг.З - изображены питатель горловин, механизм подачи, механизм ориентирования горловин; на фиг.4 - механизм подачи; на фиг.З сечение А-А на фиг.1; на фиг.6 сечение Б-Б на фиг.1; на фиг.7 узел I на фиг.3. Устройство содержит размещенные на основании 1 питатели 2 и 3 деталей, механизм подачи 4 деталей, механизм ориентирования 5 трубок б, механизм ориентирования 7 горловин 8, сварочную головку 9. Механизм подачи 4 деталей выпол-нен в виде силового цилиндра 10 с клапанами 11 и 12, закрепленного на его штоке 13 ползуна 14 с подпружиненным относительно ползуна 14 толкателем 15- для трубок бис программной штангой 16, оснащенной разрезной втулкой 17 и копирными пазами 18-20, шибера 21, установленного в корпусе 22 по оси подпружиненного толкателя 15 с возможностью продольного перемещения и взаимодействия посредством шестерни 23 с программной штангой 16. Шибер 21 вЕЛПолнен в виде рейки 24, порщня 25, пружины 26 компенсации прямого хода, пружины 27 компенсации обратного хода, ложемента 28 для горловины 8, прижима 29 фиксации трубки б в горловине 8 и регулируемого упора 30 ориентирования горловины 8. Питатель 2 трубок выполнен в виде бункера 31, шибера 32, перемещающегося по направляющей 33 и приводящего в действие ворошитель 34. На шибере 32 укреплены перемещающие ролики 35, установленные с возможностью взаимодействия с программной штангой 16. Для штамповки конца трубки б перед бункером 31 установлены губки 36, на одном конце которых закреплены ролики 37. взаимодействующие с программной штангой 16, а на другом - разводящая губки 34 пружина 38. Механизм ориентирования 5 трубок 6 выполнен в виде двух подпружиненных губ.ок 39 с ориентирующим пазом и смонтированного между ними с возможностью перемещения клиновидным штоком 40, один конец которого закреплен на пневмоцилиндре 41. Для загиба трубки 6 на основании 1 установлен вьшвижной упор 42, связанный через рычаг 43 с копирующим роликом 44, перемещающимся по пазу 20 программной игтанги 16. На корпусе 22 установлен пи1атель 3
горловин, выполненный в виде магазина 45 с отсекателем 46. Для фиксации горловин 8 в положении сваркц на основании 1 укреплены два щеки 47, на которых установлены собачки 48 и концевой выключатель 4 для включения сварочной головки 9.. Для управления работой устройство снабжено шкафом управления 50.
Устройство работает следующим образом.
Шкаф управления 50 включает пневмоклапан 11, через который воздух попадает в пнемоцилиндр 10, приводящий в движение ползун 14, с укрепленными на нем программной штангой 16 и толкателем 15, перемещаясь по копирным пазам 18 и 19, ролики 35 выдвигают по направляющей 33 шибер 32, который Захватывает из бункера 31 трубку 6 и вводит ее между губками 36, одновременно шибер .32 приводит в движение ворошитель 34. Разрезная втулка 17 на программной штанге 16, проходя между роликами 37, разводит их, и губки 36 штампуют половину трубки 6 на определенный формой пазов в.губках размер. Затем губки-36 приводит в исходное положение пружина 38. Подпружиненный толкатель 15 проталкивает трубку 6 в рабочую зону, при этом один конец трубки 6 остается между губками 39, а другой конец попадает в горловину 8 и прижимается к ней прижимом 29. Подача горловины 8 в рабочую зону достигается тем, что программная штанга 16, перемещаясь в корпусе 22, своим концом вращает шестерню 23, которая выдвигает шибер 21. Горловина 8 из магазина 45 через отсекатель 46 попадает на ложемент 28 шибера 21 и выдвигается навстречу 6. Горловина 8 фиксируется между ще-ками 47 своими бобышками, расположенными на боках горловины 8. Собачки 48, закрепленные на щеках 47, не позволят горловине 8 переместиться в обратном направлении при перемещении шибера 21 в исходное положение. Одна из собачек 48 включает выключатель 47, который подает сигнал через шкаф управления 50 на включение сварочной головки 9, посредством которой происходит приварка трубочки к горловине. Для достижения качественной сварки трубочку нужно как можно лучше прижать к горловине. Это достигается не только прижатием трубки прижимом 29, но и выбором пространственного положения горловины посредством регулируемого упора 30. После сварки шкаф управления 50 подает сигнал на пневмоклапан 12,. включающий пневмоцилиндр 41, на конце которого укреплен шток 40, который клиновидными выступами разводит губки 39, освобождая при этом трубку 6, и загибает ее на определенный угол. В качестве упора при загибе служит подпружиненный упор 42. Выдвижение упора 42 осуществляется укрепленным на рЕлчаге 43 копирующим роликом 44, перемещающимся по пазу копира 20 программной штанги 1 После загибатрубки 6 шкаф управления 50 отключает пневмоклапаны, и устройство возвращается в исходное положение.
По сравнению с базовым объектом, в качестве которого принят прототип предлагаемое устройство позволяет повысить технологические возможност путем обеспечения подачи деталей различных размеров и конфигураций. Кроме того, устройство позволяет повысить производительность путем совмещения операш- й подачи деталей, штамповки, сборки и сварки.
/-2
A-A
J7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для автоматической подачи деталей в зону сварки | 1972 |
|
SU442907A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| (прототип). | |||
