Известен автомат для сборки селеновых выпрямителей, выполненный в виде кар ч;елн.
Предложенная машина для сборки, нагрева, окисления, прессовки и спекания баллонов полупроводниковых диодов и аналогичных изделий, содержащая загрузочные устройства, приемные губки и подаватели, шпиндели с коронками и ниппелями, группу горелок и роторов, отличается тем, что в роторах смонтированы соответственно только приемные губки и подаватели для корпусов, стеклянных бус и трубок. Шпиндели вьшолиены свободно вращающимися. Они смонтированы на огибающей звездочки замкнутой цепи, расположенной на осях роторов. Эти отличия позволяют упростить рабочие органы роторов и уменьшить их число.
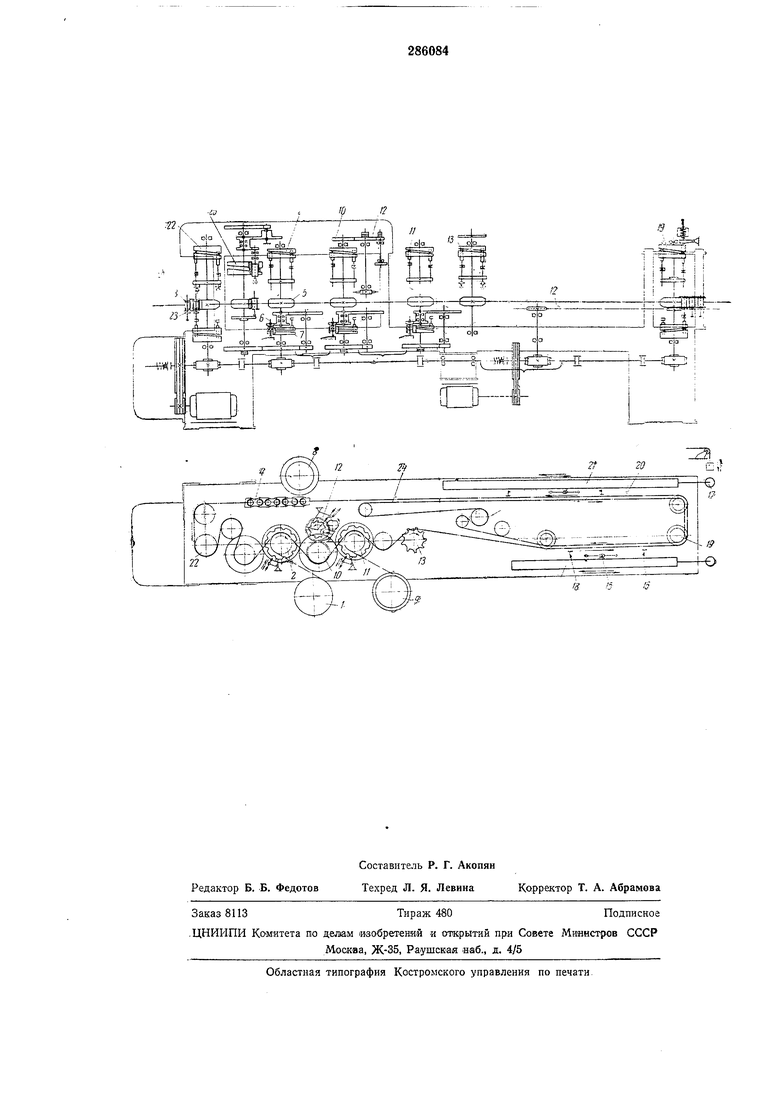
Горелки для эффективного использования их пламени смонтированы на подвижной каретке с механизмом для периодического сцепления с цепью, несуш,ей шпиндели. На чертеже ляказ.а1на иииемати-чеюкая схема машины.
Корпус баллона поступает из вЕбробулкера / через лоток и питатель непосредственно в губки блоков дввяти1поз.иционного ротора 2 вставки корпуса. В это время на рабочем углу ротора находятся вписавшиеся в него шпиндели 3траиспортной цеп;и- которые центрируются с позициями .ротора звездочкой ротора 5 получают вращательное движение от отверок 6 через систему цили-ндрическкх колес, а штоки шпинде.тей с лилпелями лолучают возвратно-поступательное от неподвижного нижнего копира 7.
Когда одновременно с инструментом ротора приходит в дилсение шпл,ндель, 1корлус баллона вставляется из блока ротора в шпийделе транспортной цепи. Аналогично вставляются трубка изВибробункера 8 и стеклянная буса из вибробункера 9 (роторы 10 и 11) в шпинделе транспорт.ной цепи с той лишь разницей, что трубка в .блоки ротора iJO залитывается питателем через транспортный ротор 12.
Транспортная цепь со шпидделями после выполнения сборочных операций лроходит -через
ротор некомплектности 13, где лз шпинделей,
в которых отсзтствует оди« из трех элементов
баллола (корпус, трубка, буса), извлекаются и
сбрасываются в специальный сборник элементы некомплектной сборки.
Цепь с комллектными сборками баллонов поступает на участок разогрева стекла и окисления корлуса. Эти олерации осуществляются в процессе движения цепи газовыми горелками эжекционного тила, смонткровалными по шесть штук В четырех кассетах ла каретке 14. Каретка получает рабочий ход от транспортной цепи в .результате сцепления с лей крюком 15. Каретка сопровождает изделле ла пяти шагах (3 сек), при строго согласованном положении горелок относительно шлинделеи цепи. В конце рабочего хода крюк 15 выводится из зацепления с транспортной (цепью иравым уиором 16, .11 каретка, пока депь проходит первый шаг (0,6 сек), (под действием свободновисящего груза 17 возвращается Б 1исходное левое положение, в котором левый упор 18 снова «водит крюк IB зацепление -с транспортной (цепью. Начинается новый рабочий ход каретки - ход сопровождения.
Разогретое стекло с трубкой .и окисленный корпус iB шлинделях (проходят через ротор прессования 19, где стекло прессуется рабочим инструментом ipOTOpа от подпружиненного копира. Далее изделия в шпинделях (поступают в зоду 20 спекания изделий, где в результате интенсивного нагрева изделий и коронок эжекционными газовыми горелками, смонтированными в шесть двухрядных кассет (по 12 (горелок к .кассете) «а каретке спекания 21, происходит вакуумно-плотное соединение стекла с металлическими деталями баллона - корпусом -и трубкой.
Ка;ретка спекания 21 работает аналогично каретке разогрева 14. Спекание баллонов осуще|ат1вляет(ся за 18 сек, т. е. за шЛть рабочих ходов каретки. Обратный ход каретка совершает за 0,6 сек.
Пройдя зону спекания, изделия в шпинделях транспортной цепи через 22 сек достигают ротора съема баллонов. За зто время баллоны и инструмент - коронка и ниппель постепенно остывают, что необходимо по технологическим режимам.
Охланеденные изделия извлекаются из шпинделей ротором съема 22 и (поладают в бункер готовой продукции, а шпиндели, освобожденные от изделий, идут на сборочные операции.
В рабочих роторах некомплектности, прессовки и съема шлиндели транспортной цепи взаимодействуют с рабочим инструм.ентом роторов ,и приводнылш органами роторов для шпинделей та.к же, как в роторе вставки корпуса 2.
На участках нагрева и спекания звездочки шпинделей 23, взаимодействуя с приводной цепью 24, сообщают шпинделям вращательное движение.
Ротор 25 периодически прочищает засаривающиеся отверстия в ниппелях шпинделя.
Таким образом, в шпинделях транспортной цепи выполняются все технологические операции- сборка элементов, придание изделию чертежных размеров и газовая обработка изделий. Транспортная цепь поэтому не только выполняет функции транспортного устройства, но и является рабочим, инструментом с принципиально новым взаимодействием транопортного органа с рабочими роторами машины.
На данной машине осуществлен рефлекторная схема комплектации элементов -баллона.
Бели .корпус баллона не поступит из питателя в ротор питания корпусов, то трубочка, а
вслед за ней и буса не поступят в эту позицию транспортной цепи. Если корпус баллона попал в ротор питания, но не вставился в (позицию транспортной цепи, трубочка, а вслед за ней буса также не поступят в эту позицию.
Комплектность трех элементов в цепи контролируется электрощупами. В случае отсутствия одного или двух элементов некомплектная позиция будет расчищена ротором некомплектности. Автоматика линии обеспечивается
системой прерывателей и электромагнитов, а также узлами запоминателя и пульта управления, установленными на машине, и элементами автоматики, размещенными в шкафу электроаппаратуры.
На данной машине осуществлены стабилизация давления газа, контроль расхода и калорийности газа и автоматическое реагирование на падение давления газа в системе.
Предмет и з о б р е т е н и я
1.Машина для сборки, нагрева, окисления, прессовки и спекания баллонов полупроводниковых диодов и аналогичных изделий, состоящих из двух соосно расположенных цилиндрических металлических деталей, соединяемых посредством стеклянной втулки, содержащая загрузочные устройства, приемные губки и подаватели, шпиндели с коронками и ниппелями,
группу горелок И роторов, отличающаяся тем, что, с целью упрощения рабочих органов роторов и уменьшения их числа,в роторах смонтированы соответственно только приемные губки и подаватели для корпусов, стеклянных -бус и
трубок, а шпиндели выполнены свободно вращающимися, смонтированными ;на замкнутой цепи, огибающей звездочки, расположенные на осях роторов.
2.Машина пот. I, отличающаяся тем, что, с целью эффективного использования пламени
горелок, последние смонтированы на подвижной каретке, снабженной механизмом для периодического сцепления с цепью, несущей шпиндели. I О 12
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный сборочный автомат | 1976 |
|
SU656798A1 |
| РОТОРНО-КОНВЕЙЕРНАЯ МАШИНА ДЛЯ ОБРАБОТКИИЗДЕЛИЙ | 1971 |
|
SU307878A1 |
| Машина для сварки изделий из стекла | 1979 |
|
SU876559A1 |
| АГРЕГАТ ДЛЯ СБОРКИ ПАКЕТА ЭЛЕКТРОННОЙ ЛАМПБ1, НАПРИМЕР ПАЛЬЧИКОВОЙ, С БАЛЛОНОМ | 1973 |
|
SU397987A1 |
| УСТРОЙСТВО ДЛЯ ПОДВОДА ЭЛЕКТРОЭНЕРГИИ И СЖАТОГО ВОЗДУХА К СМОНТИРОВАННОМУ НА ШПИНДЕЛЕ ПАТРОНУ ДЛЯ КРЕПЛЕНИЯ ЗАГОТОВКИ | 1969 |
|
SU249968A1 |
| Автоматическая роторная линия снаряжения индикаторных трубок | 1977 |
|
SU659354A1 |
| ТРАНСПОРТНАЯ ЦЕПЬ | 1972 |
|
SU350632A1 |
| Автоматическая роторно-конвейерная линия для сборки медицинской иглы однократного применения | 1990 |
|
SU1775266A1 |
| РОТОРНО-ДЕПКАЯ МАШИНА | 1968 |
|
SU221478A1 |
| ТРАНСПОРТНЫЙ РОТОР | 1971 |
|
SU308849A1 |