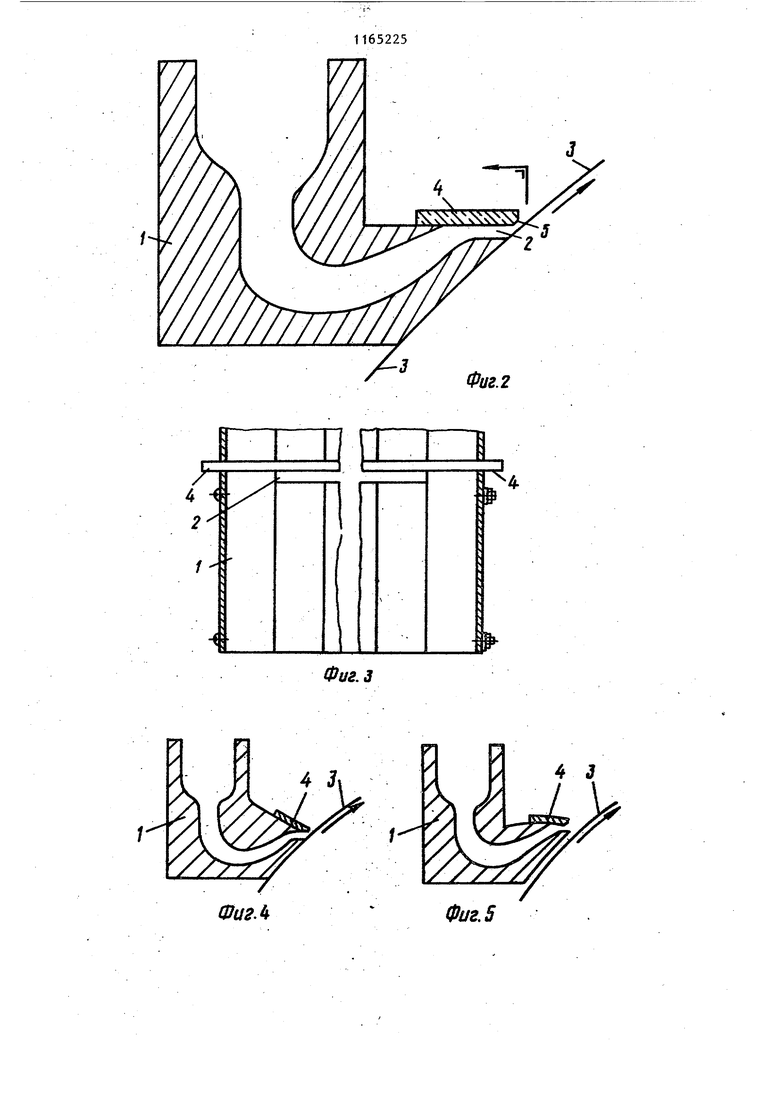
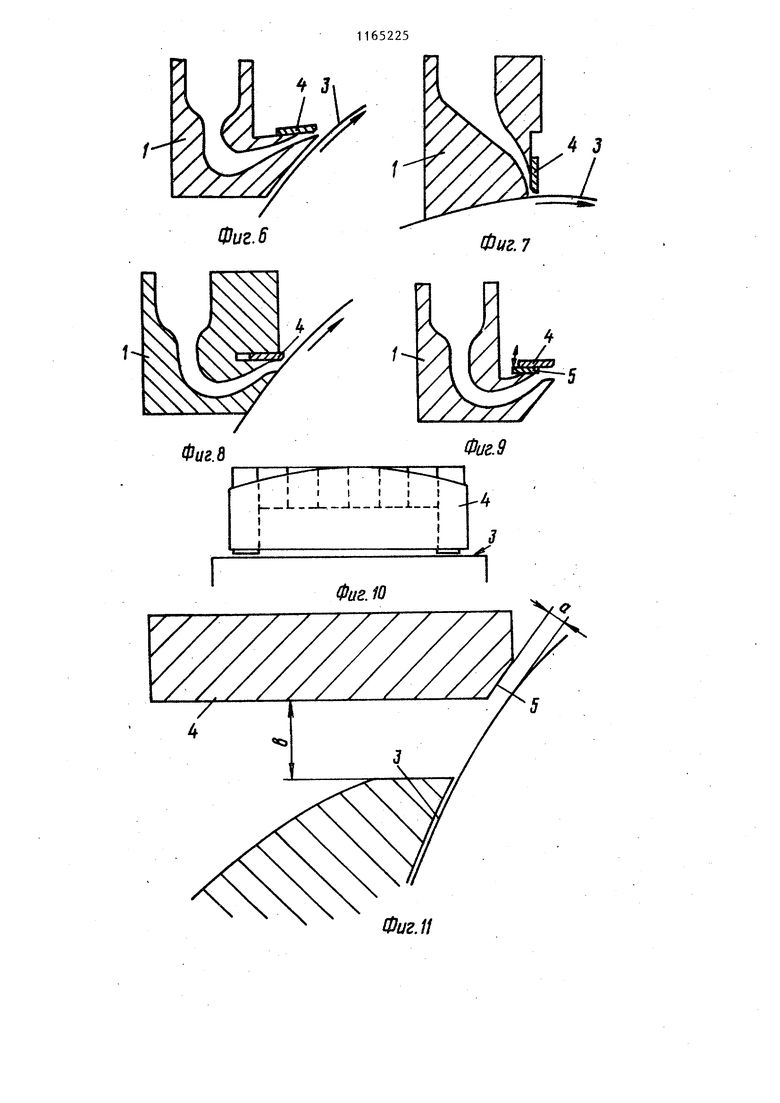
Изобретение относится к области металлургии, конкретнее к непрерывной разливке металлов и сплавов. Цель изобретения - повышение качества отливаемой полосы. На фиг. 1 дано устройство для непрерьшного литья полосы,общий вид; на фиг. 2 - промежуточный разливочный ковш, разрез; на фиг. 3 - то же, вид спереди; на фиг. 4 9 - варианты выполнения промежуточного разливочного ковша; на фиг. 10 - вкладыш промежуточного разливочного ковша, вид сверху; на фиг. 11 - сопло промежуточного разливочного ковша, разрез в увеличенном масштабе. Устройство для непрерывного литья полосы содержит промежуточный разливочный ковш 1 с соплом 2 для подачи металла на литейную поверхность 3 устройства. На верхней кромке сопла 2 расположены вкладьш 4 из огнеупорного материала, передняя торцова поверхность 5 которого обращена к литейной поверхности 3 устройства. В ладьш 4 имеет возможность возвратно-поступательного движения относлтельно литейной поверхности 3 посредством ручного или автоматического регилировани. Вкладыш 4 удерживает- 30
ся на верхней кромке сопла 2 с помощью груза или механического приспособления или с помощью паза, выполненного в стенке промежуточного разливочного ковша.
Передняя торцовая поверхность 5 вкладьша 4 скошена, параллельна литейной поверхности 3 и расположена от нее на расстоянии q до 3 мм., Сопло 2 промежуточного разливочного ковша 1 имеет канал постоянного сечения по всей длине с миниальным зазором Ь , который равен по крайней мере 0,25 мм. Промежуточный разливочный ковш 1 изготовлен из материала с хорошими изолирующими свойствами, например, из волокнистого каолина, огнеупорной глины, графита, кварца,, глинистого графита, нитрида бора, нитрида кремния, карбида бора, карбида кремния, глинозёма, двуокиси циркония и различных комбинаций 1
тельные устройства. Высоту статического напора металла в промежуточном разливочном ковше 1 необходимо поддерживать на постоянном уровне в .
v процессе литья для обеспечения сравнительно постоянно-го давления статического напора в отверстии сопла. Скорость подачи металла в промежуточный разливочный ковш1 должна соот ветствовать скорости истечения металла из сопла 2 на литейную поверхность 3.Литейная поверхность (барабан) вращается со скоростью 25 - 1250 об/мин. Вкладьш устанавливается на расстоянии до 3 мм, предпочтительно 0,25 - 0,5 мм от литейной поверхности 3 в зависимости от толщины отливаемой полосы,
С помощью предложенного устройства можно отливать высококачественные материалы, включая аморфные, кроме того, устройство позволяет повьш1ать. качество отливаемой полосы. 252 или смесей из этих материалов. Вкладьш 4 также можно изготовлять из указанных материалов, но предпочтительно из нитрида бора, нитрида кремния, карбида кремния, карбида бора, двуокиси циркония или кварца. Литейная поверхность 3 может быть выполнена в виде охлаждаемого барабана, колеса или ленты, преимущественно из дисперсионно упрочненного сплава, сод ржащего примерно 90% меди. Однако можно использовать сталь, латунь, алюминий, сплавы алюминия и другие материалы. Ширина литейной поверхности 3 должна соответствовать ширине отливаемой полосы, а скорость перемещения литейной поверхности 3 в случае применения барабана примерно равна 25 - 1250 об/мин. Работа устройства осуществляется следующим образом. Расплавленный металл подается в нагретый промежуточный разливочный ковш 1, из которого через сопло 2 попадает на литейную поверхность 3 и формируется в полосу, которую удаляют с помощью ножа. Для нагрева промежуточного разливочного ковша 1 и вкладыша 4, а также подогрева металла используют различные нагрева
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного литья металлической полосы | 1981 |
|
SU1386020A3 |
| Устройство для непрерывного литья полосы | 1981 |
|
SU1205752A3 |
| ТОНКАЯ ЛИТАЯ ПОЛОСА С КОНТРОЛИРУЕМЫМ СОДЕРЖАНИЕМ МАРГАНЦА И НИЗКИМ СОДЕРЖАНИЕМ КИСЛОРОДА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2007 |
|
RU2464339C2 |
| БОКОВЫЕ ЗАСЛОНКИ С ДЛИТЕЛЬНЫМ РЕСУРСОМ ПО ИЗНОСУ | 2007 |
|
RU2434709C2 |
| ОГНЕУПОРНОЕ ИЗДЕЛИЕ | 2002 |
|
RU2279948C2 |
| СПОСОБ ПРЯМОГО ЛИТЬЯ РАСПЛАВЛЕННОГО МЕТАЛЛА В НЕПРЕРЫВНУЮ ПОЛОСУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2117547C1 |
| ИЗГОТОВЛЕНИЕ ТОНКОЙ СТАЛЬНОЙ ПОЛОСЫ | 2001 |
|
RU2275273C2 |
| НЕПРЕРЫВНОЕ ЛИТЬЕ ПОЛОСЫ СВИНЦОВОГО СПЛАВА ДЛЯ ЭЛЕКТРОДОВ АККУМУЛЯТОРНЫХ БАТАРЕЙ ПОВЫШЕННОЙ МОЩНОСТИ | 2010 |
|
RU2533964C2 |
| РАФИНИРОВАНИЕ СТАЛИ В КОВШЕ | 2002 |
|
RU2285052C2 |
| Металлопровод | 1980 |
|
SU929314A2 |
1. УСТРОЙСТВО ДЛЯ НЕПРЕРЫВнего ЛИТЬЯ ПОЛОСЫ, содержащее проме- . жуточный разливочный ковш с соплом для подачи металла на литейную поверхность, причем сопло имеет канал но- стоянного сечения по всей длине с минимальным зазором по крайней мере О,25 мм и расположено на расстоянии до 3 мм над литейной поверхностью, отличающееся тем, что, с целью повышения качества отливаемой полосы, оно снабжено вкладышем из огнеупорного материала, установленным на верхней кромке сопла и обращенным передней торцовой поверхностью к литейной поверхности устройства. , . .2. Устройство по п. 1, о т л ичающееся тем, что вкладыш установлен свозможностью возвр&тно-поступатёльного перемещения относительно лцтейной поверхности. 3. Устройство по п 1, о т л ич а ю щ е е с я тем, что передняя торцоваяпове{}хность вкладыша скошена и параллельна литейной поверхности. .. а СП ю to on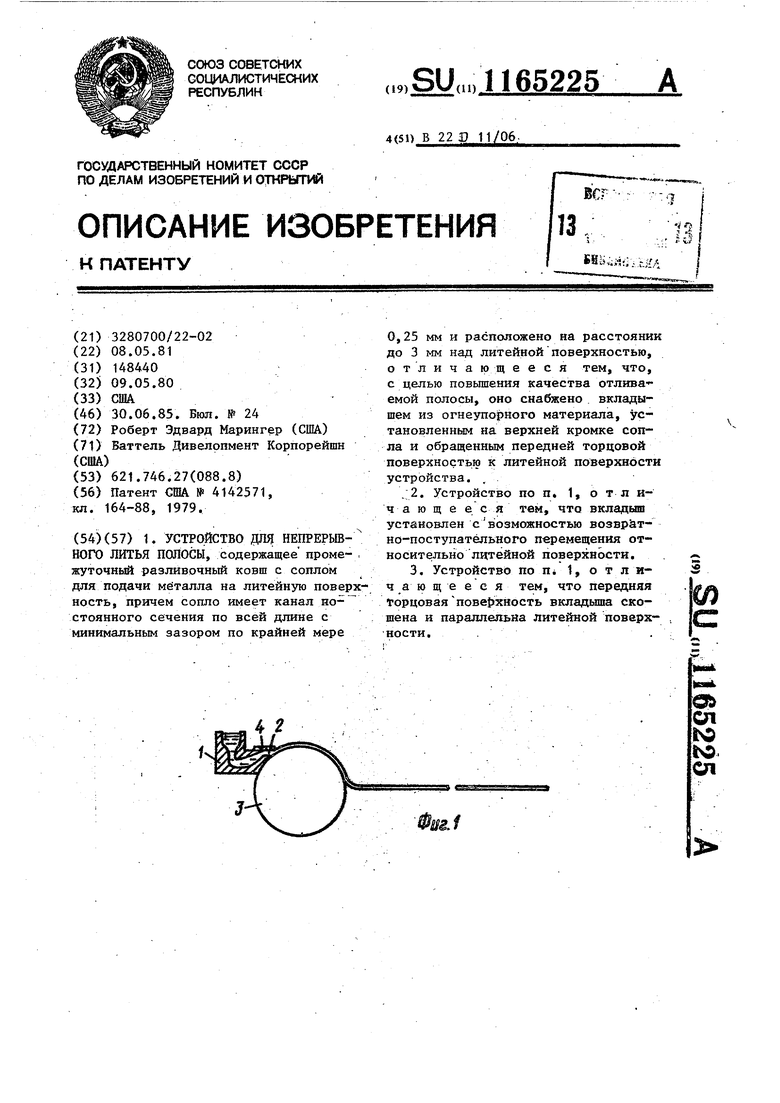
Фиг.з
Фиг. 5
| Патент США № 4142571, кл | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
