Од СП
4;
00
со
J 4f
-Ч .«5
V« it.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения полимерных покрытий на изделия | 1983 |
|
SU1139520A1 |
| Полимерная композиция для покрытий | 1989 |
|
SU1636427A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ | 1991 |
|
RU2021037C1 |
| Печь для термообработки изделий | 1988 |
|
SU1747837A1 |
| Вибровихревой аппарат | 1985 |
|
SU1386287A1 |
| Устройство для нанесения покрытий | 1990 |
|
SU1808395A1 |
| Связующее для стеклопластиков | 1975 |
|
SU1169545A3 |
| Способ розжига печи с кипящим слоем | 1980 |
|
SU991120A1 |
| Способ непрерывного изготовления термопластичного армированного пултрузионного профиля | 2020 |
|
RU2742170C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОЛИВИНИЛБУТИРАЛЯ НА ДЕТАЛИ СУДОВОГО МАШИНОСТРОЕНИЯ | 1996 |
|
RU2091500C1 |
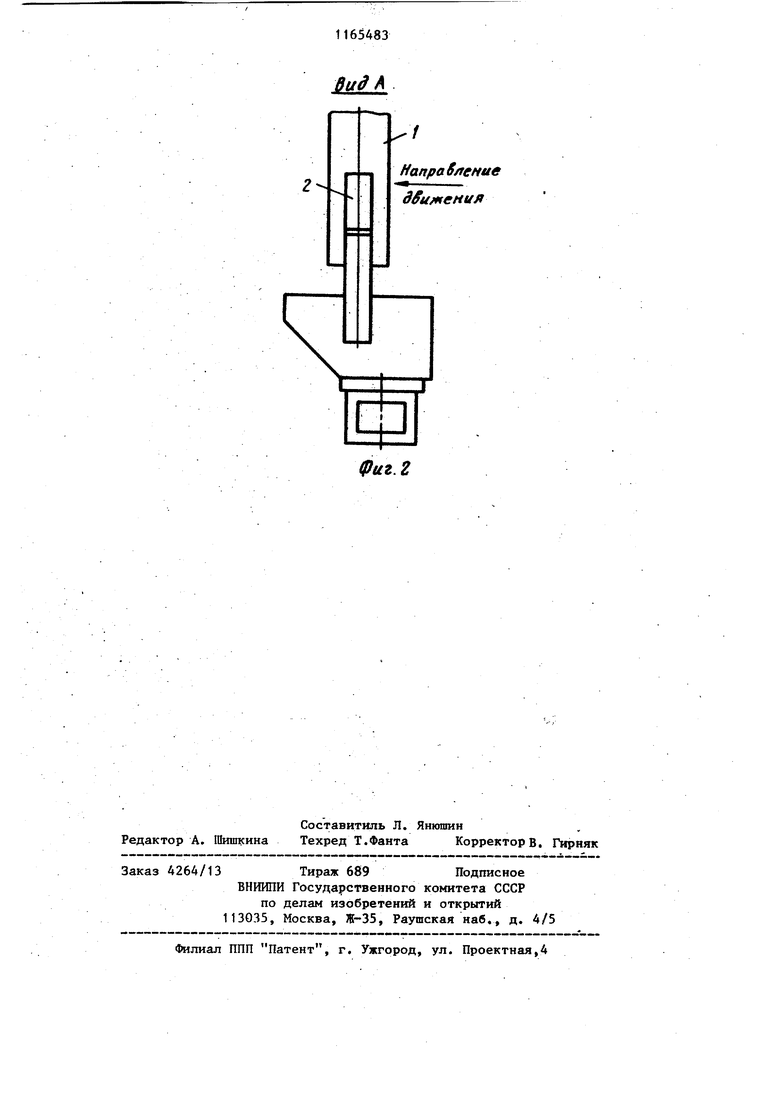
1. ЗАХВАТ ДЛЯ ЗАКРЕПЛЕНИЯ НАГРЕТОЙ ДЕТАЛИ при окунании в псевдоожиженный слой полимерного порошка, содержащий кронштейн и зажим со щеками, отличающийся тем, что, с целью улучшения качества покрытия малотеплоемких деталей с термолабштьными элементами и предотвращения разрушения последних, щеки зажима снабжены обкладками из эластичного материала с капиллярнопористой структурой, содержащими жидкость, температура кидения которой на 10-15 С ниже температуры теплостойкости изоляционного материала термолабильного элемента. 2. Захват по п.1, отличающийся тем, что, с целью увеличения скорости, погружения детали в слой порошка, передняя кромка обкладки зажима срезана под углом 44-46° на расстоянии 0,2-0,25 длины зажима. (Л
uz.f
Изобретение относится к устройствам для закрепления горячей детали в процессе нанесения пластмассовых покрытий и может быть использовано на предприятиях машиностроителной и приборостроительной промьш.ленности, в особенности, в процессах нанесения покрытий, на детали с термолабильными элементами типа рамок логометров.
Целью изобретения является улучшение качества покрытия малотеплоемких деталей с термолабильными элементами, предотвращение разрушения последних и увеличение скорости погружения детали в слой порошка.
На фиг.1 изображен захват, общий вид на фиг.2 - вид А на фиг.1.
Захват состоит из кронштейна 1, на котором крепятся неподвижная и подвижная щеки 2 зажима.К щекам 2 зажима прикрепляются пластины 3, с внутренней стороны которых закреплены обкладки 4 из эластичного материала капиллярно-пористой структуры (например, из стеклоткани), между которыми зажимается деталь 5.
Захват работает следующим образом.
Перед загрузкой деталей захват для закрепления нагретых деталей в процессе движения конвейера, с которым он .связан шарнирно, погружается в ванну с жидкостью, имеющей температуру кипения на 10-15°С ниже температуры теплостойкости термолабильных элементов (например, воду При этом обкладки 4 из капиллярнопористого материала (например, стеклоткани), напитьшаются указанной жидкостью. После этого щеки 2 зажима с пластинами 3 и обкладками 4 разводятся оператором и между обкладками 4 зажимается за термолабильные элементы деталь 5 (в случае нанесения покрытия на рамки логометров термолабильным элементом
являются подводящие провода с пластмассовой изоляцией).
В процессе нагрева деталей жидкость в обкл.адках 4 испаряется, но
так как ее температура кипения на 10-15 С ниже температуры теплостойкости термолабильных элементов детали 5, за которые та закрепляется, разрушения термолабильных элементов детали не происходит, в то время как непосредственный .контакт термолабильных элементов с щеками зажима приводил к оплавлению изоляционного материала элементов.
Так как детали типа рамок логометров имеют очень незначительную массу (т.е. быстро теряют аккумули.рованное при нагреве тепло), то качество наносимого покрытия во многом
зависит от скорости погружения детали в псевдоожиженный слой полимера. С целью защиты термолабильных элементов детали (в случае рамки логометров - подводящих проводов)
от излучения нагревателей, длина зажима должна превосходить длину детали (например, рамки логометра) в ,5-2 раза. Так как- деталь, как правило, располагается максимально
близко к зажиму с тем, чтобы сократйт. зону попадания полимера на термолабильные элементы, возникает возможность погружения части зажима в слой полимера, и за счет сопротивления слоя погруженного зажима, уменьшается время погружения детали, в псевдоожиженный слой. Для предотвращения этого нежелательного эффекта передняя кромка (обращенная
по направлению движения) пластин 3 и обкладок 4 срезается под углом 44.46 на расстоянии от переднего края зажима на 0,2-0,25 длины зажима. Такой срез исключает погружение
зажима в слой, кроме того, не нарушает требований по защите зажимаемых I элементов детали от облучения лампами-нагревателями.
Bu
х-/
Hanpa блепиа
dffufKCHUff
фиг. 2
| ЗАХВАТ ДЛЯ ТРУБ | 0 |
|
SU197909A1 |
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
