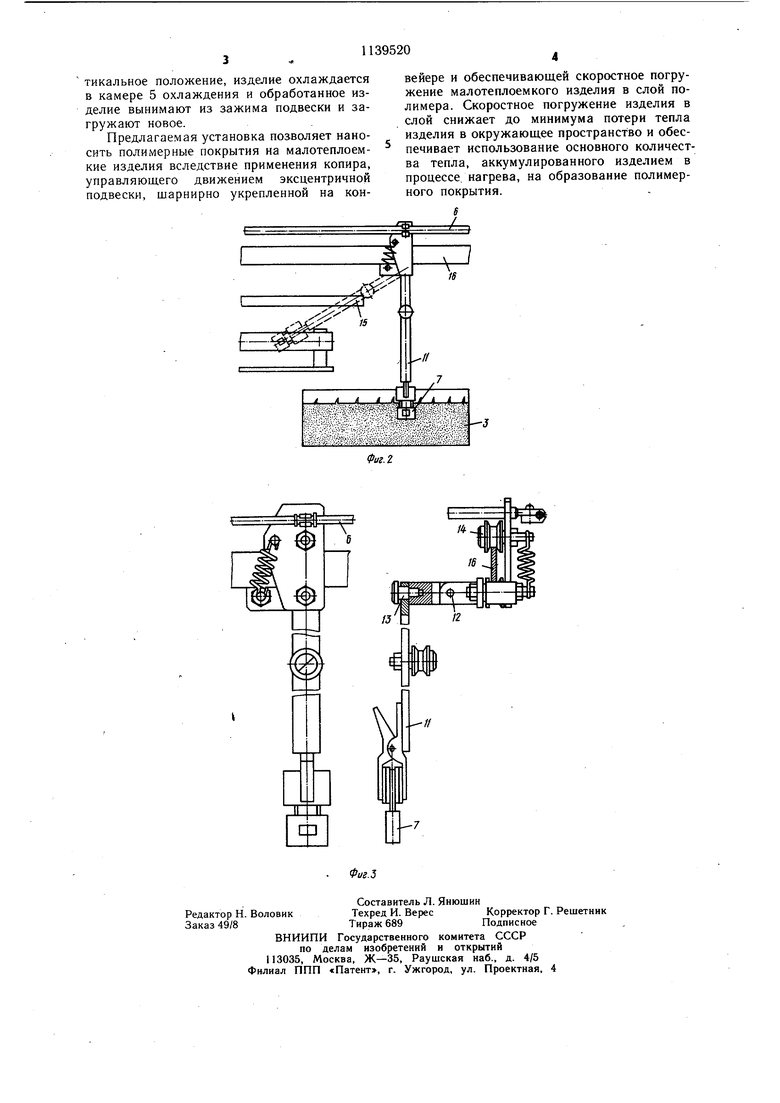
Изобретение относится к устройствам для нанесения полимерных покрытий и может быть испольвано на предприятиях машиностроительной и приборостроительной промышленности, преимущественно, для нанесения покрытий на малотеплоемкие изделия типа рамок логометров. Наиболее близкой по технической сущности и достигаемому результату к предлагаемому является установка для нанесения полимерных покрытий на изделия, содержащая конвейер, печи для нагрева изделий и оплавления порошка полимера, камеру напыления и систему автоматического управления 1J. В данной установке изделия на подвесках, закрепленных на пульсирующем конвейере, подаются в печь нагрева заготовок, затем на позиции напыления и оплавления покрытия. На позиции напыления, когда пульсирующий конвейер делает паузу в своем движении, снизу при помощи специального механизма (например пневмоцилиндра) подается ванна с псевдоожиженным слоем полимерного порошка и происходит погружение горячего изделия в слой полимера. После необходимой для создания определенной толщины полимерного покрытия выдержки, ванна с псевдоожиженным слоем опускается, а конвейер делает следующий шаг, перенося изделие на позицию оплавления покрытия. Недостатками известной установки являются сложность конструкции вследствие наличия пульсирующего конвейера и подвижной ванны с псевдоожиженным слоем, необходимость точно увязать работу всех узлов установки в автоматическом режиме. Не возможность обеспечить качественное покрытие на малотеплоемких изделиях, в связи с непроизводительными потерями тепла изделиями на позиции напыления покрытия, связанными с остановкой конвейера, временем подъема ванны с псевдоожиженным слоем и т.д. Цель изобретения - повышение качества нанесения полимерного покрытия на малотеплоемкие изделия, путем обеспечения скоростного погружения изделия в слой полимера. Поставленная цель достигается тем, что в установке для нанесения полимерных покрытий, содержащей конвейер, печи для нагрева изделий и оплавления порошка полимера, камеру напыления и систему автоматического управления, конвейер установки снабжен шарнирно закрепленной на нем эксцентричной подвеской, и копиром управления перемещения подвески в вертикальной плоскости, выполненным с вертикальным участком на входе в камеру напыления. На фиг. 1 изображена предлагаемая установка; на фиг. 2 и 3 - подвеска с изделием. : 0 Установка состоит из печи 1 нагрева изделий, камеры 2 напыления 2 с вибропсевдоожиженным слоем полимерного порошка 3, печи 4 оплавления покрытий, ка.меры 5 охлаждения, смонтированных последовательно одна за другой и образующих единый проходной канал, по которому при помощи подвесного непрерывнодвижущегося конвейера 6 двигаются изделия 7. В печах 1 и 4 нагрева изделий и оплавления покрытий установлены нагреватели 8. В подрешеточной камере 9 камеры 2 напыления установлен пульсатор 10 (или механический вибратор, связанный штоком с газораспределительной решеткой или система вращающихся роторов с лопастями), переводящий (совместно с потоком псевдоожиженного газа) порошок полимерного материала в вибропсевдоожиженное состояние. Конвейер 6 снабжен эксцентричной подвеской 11, которая при помощи шарниров 12 и 13, обеспечивающих ее подвижность в двух плоскостях, крепится к каретке 4 и копира.м 15 с вертикальным участком на входе в камеру напыления. Каретка 14 движется по направляющей 16. Установка работает следующим обра В печах 1 и 4 нагрева изделий и оплавления покрытий включают нагреватели 8 и поднимают температуру до требуемой по технологии величины. Включают пульсатор 10 (или любой из указанных механизмов),, который обеспечивает требуемые для данного материала амплитудно-частотные характеристики и подают воздух в подрешеточную камеру 9. Изделия 7 закрепляют на подвеске 11 конвейера 6 и включают конвейер. При движении подвеска 11 перед входом в печь 1 нагрева изделий наезжают на копир 15, который наклоняет подвеску с закрепленным на ней изделием на угол, достаточный для входа изделия в печь нагрева. При дальнейщем движении конвейера изделие перемещается вдоль печи, нагрева, нагреваясь до заданной температуры. Перед камерой 2 напыления копир имеет вертикальный участок, при выходе на который подвеска вместе с закрепленным на ней изделием, совершает скоростной переход (падение) в вертикальное положение и окунает горячую деталь в псевдоожиженный слой полимера 3, находящийся в стационарно расположенной камере 2 напыления. Конвейер перемещает непрерывно изделие через псевдоожиженный слой полимера в течение времени, необходимого для нанесения покрытий определенной толщины, и затем при помощи копира подвеска с изделием вновь отклоняется на угол, достаточный для выемки изделия из псевдоожиженного слоя и входа его в камеру 4 оплавления. Конвейер перемещает изделие через печь 4 оплавления. При дальнейщем движении конвейера подвеска 11 переводится копиром 15 в вертикальное положение, изделие охлаждается в камере 5 охлаждения и обработанное изделие вынимают из зажима подвески и загружают новое.
Предлагаемая установка позволяет наносить полимерные покрытия на малотеплоемкие изделия вследствие применения копира, управляющего движением эксцентричной подвески, шарнирно укрепленной на конвейере и обеспечивающей скоростное погружение малотеплоемкого изделия в слой полимера. Скоростное погружение изделия в слой снижает до минимума потери тепла изделия в окружающее пространство и обеспечивает использование основного количества тепла, аккумулированного изделием в процессе, нагрева, на образование полимерного покрытия.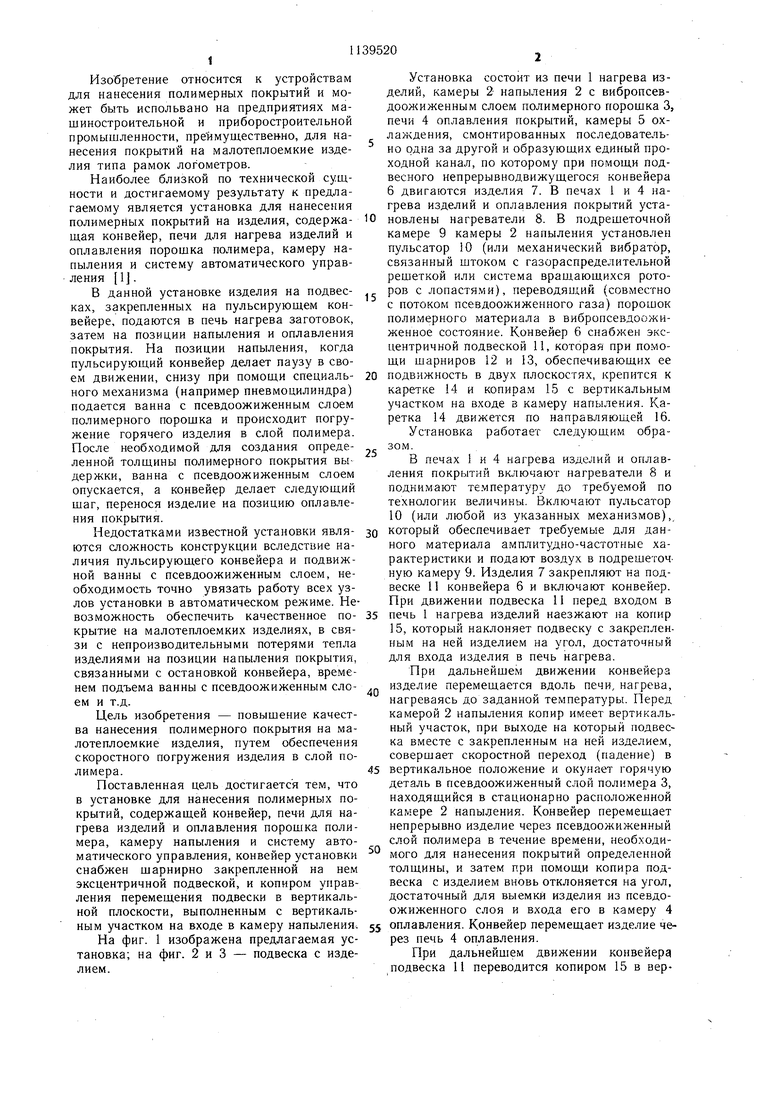
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения покрытий на полые изделия | 1981 |
|
SU952376A1 |
| Полуавтомат для нанесения полимерных покрытий на емкости типа "бутыль | 1973 |
|
SU588015A1 |
| Устройство для нанесения порошковых покрытий | 1983 |
|
SU1148650A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ | 1966 |
|
SU184663A1 |
| Установка для нанесения полимерных покрытий | 1979 |
|
SU891170A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ | 1972 |
|
SU422640A1 |
| ПОЛУАВТОМАТ ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХПОКРЫТИЙ | 1972 |
|
SU355055A1 |
| Захват для закрепления нагретой детали | 1984 |
|
SU1165483A1 |
| НАНЕСЕНИЯ НА ДЕТАЛИ ПОЛИМЕРНЫХПОКРЫТИЙ | 1972 |
|
SU342684A1 |
| Установка для нанесения полимерных покрытий | 1978 |
|
SU749438A1 |
УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯ, содержащая конвейер, печи для нагрева изделий и оплавления порошка полимера, камеру напыления и систему автоматического управления, отличающаяся тем, что, с целью повышения качества нанесения полимерного покрытия на малотеплоемкие изделия за счет обеспечения скоростного погружения изделия в слои порошка полимера, конвейер установки снабжен шарнирно закрепленной на нем эксцентричной подвеской и копиром управления перемещения подвески в вертикальной плоскости, выполненным с вертикальным участком на входе в камеру напыления. (Л со со ел to
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU186309A1 | |
| Кипятильник для воды | 1921 |
|
SU5A1 |
