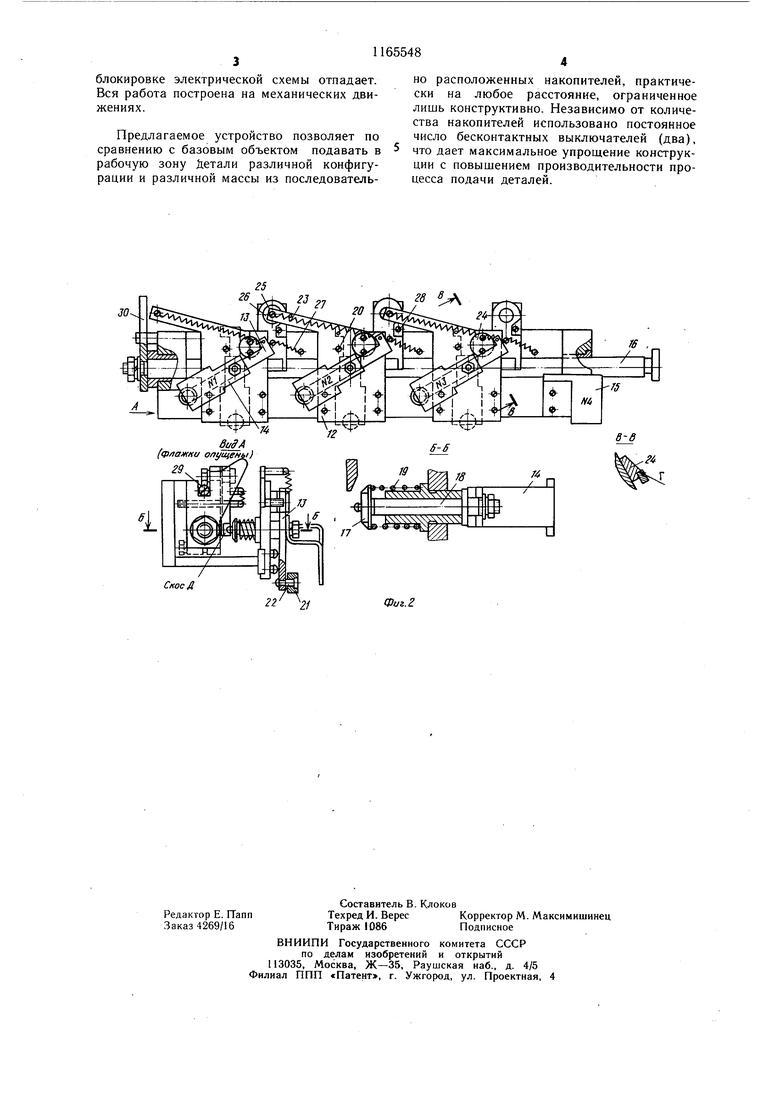
Изобретение относится к сварочному оборудованию и может быть использовано для подачи деталей, расположенных последовательно на одной прямой, в зону сварки в автоматическом режиме, а также может быть использовано в любой поточной автоматической линии, где необходима строго последовательная, повторяющаяся по циклу подача деталей в рабочую зону. Цель изобретения - расширение технологических возможностей и повышение производительности. Поставленная цель достигается благодаря обеспечению подачи деталей различной конфигурации из зоны накопления деталей в рабочую зону. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - каретка с блоком выключателей. Устройство содержит размещенные на балке 1 транспортную каретку 2 с рабочим органом 3 (например, механической рукой) и приводом 4 перемещения каретки 2 и механизм 5 прекращения подачи деталей с двумя бесконтактными переключателями 6 и 7 и подпружиненным пружиной 8 фиксатором 9 с ограничительным винтом 10 его поворота. На каретке 2 смонтирован блок 11 выключателей 12 с тремя (в данном случае) планками 13 и флажками 14 (№ 1-№3) и 15 (№4). В отверстие каретки 2 установлен вал 16. Фиксаторы 17 выключателей 12 установлены на осях 18 и подпружинены пружинами 19. Винты 20 установлены в выключателе 12 и служит для ограничения пово рота планок 13 с роликами 21, установленными на осях 22 и имеющих возможность поворота синхронно с флажками 14. Возврат планок 13 из повернутого положения осуществляется с помощью пружин 23. Неподвижные фиксирующие планки 24 имеют скощенные площадки и служат для фиксации планок 13 совместно с флажками 14 (при заходе на «затылок фиксатора поверхность «Г ). Подвижные фиксаторы 25 со скосом установлены с возможностью поворота вокруг оси 26, а с помощью скоса происходит возврат планок 13 и флажков 14 в исходное положение. Последний в ряду флажок 15 закреплен неподвижно (это характерный признак устройства из п флажков, где последний всегда неподвижен). Пружина 27 подпружинивает фиксатор 25. Винт 28 является ограничительным при повороте фиксаторов 25 в исходное положение. Винт 29 исключает проворот планки 30, которая служит для упора в ограничительный болт 31. Ограничительные болты (упоры) 31 ввернуты в кронщтейны 32. Под балкой 1 установлены накопители 33-36 (по количеству флажков), содержащие заготовки, необходимые для захвата и переноса в рабочую зону. Устройство работает следующим образом. При перемещении каретки 2 в сторону накопителей с заготовками, ролик 21, принадлежащий планке 13 первого флажка 14, наезжает на фиксатор 9, который отклоняется, поворачиваясь на оси, и растягивает пружину 8. Предварительно флажок № 1 попадает в разрез бесконтактного выключателя (БВК), 6, который дает команду на замедление движения каретки (на исполнительный орган), при этом, когда контакт ролика 21 и фиксатора 9 заканчивается, фиксатор под действием пружины 8 поворачивается в исходное положение (до винта 10). БВК 7 при входе в него флажка № 1 дает команду на остановку каретки. Таким образом, «механическая рука 3 поднимается над накопителем 33 заготовок и приходит в действие. Опускаясь вниз, она своим магнитом, расположенным на штоке (или другим захватывающим устройством), захватывает деталь из накопителя и поднимается. Далее каретка 2 следует к месту выгрузки (рабочее место), причем ролик 21 вновь наезжает на фиксатор 9, только с другой стороны. Фиксатор 9 не имеет возможности наклоняться в другую сторону, так как этому препятствует винт 10. Ролик 21, наезжая на фиксатор 9, отклоняется (совместно с планкой 13 и флажком 14). Отклоняясь, планка 13 скользит по наклонной плоскости планки 24, сжимая пружину 19 до тех пор, пока не заходит на его затылок (поверхность Г), после чего пружина разжимается. Таким образом, планка 13 с роликом 21 фиксируются в наклонном положении и не мещают прохождению следующей пары (флажок № 2 с планкой и роликом ) в той же последовательности через БВК 6 и 7 и обратно через фиксатор 9 с последующим их фиксированием в наклонном положении для освобождения пути флажку N 3 со своей планкой и роликом. После того, как все флажки фиксируются в наклонном положении, четвертый неподвижный флажок, пройдя через БВК 6 и 7, останавливает каретку с «рукой над накопителем 36, причем планка 30 нажимает на упор 31 и выдвигает вал 16 вправо. «Рука, взяв заготовку из последнего накопителя, дает команду на движение каретки 2. Каретка 2 движется вправо до упора вала 16 в неподвижный упор 31. Вал перемещается влево и включает фиксаторы 25, которые своими скосами Д наезжают на сферу фиксаторов 17 и отжимают пружины 19. выводя тем самым планки 13 с флажками 14, сидящими на оси 18, из зафиксированного за поверхностью«Г положен5:я. а пружины 23 возвращают системы п.г1: цка-флажок в первоначальное исходное положение. Циклы повторяются по количеству заготовок в накопителях. Работа устройства построена таким образом, что надобность в
блокировке электрической схемы отпадает. Вся работа построена на механических движениях.
Предлагаемое устройство позволяет по сравнению с базовым объектом подавать в рабочую зону Детали различной конфигурации и различной массы из последовательно расположенных накопителей, практически на любое расстояние, ограниченное лишь конструктивно. Независимо от количества накопителей использовано постоянное число бесконтактных выключателей (два), что дает максимальное упрощение конструкции с повышением производительности процесса подачи деталей.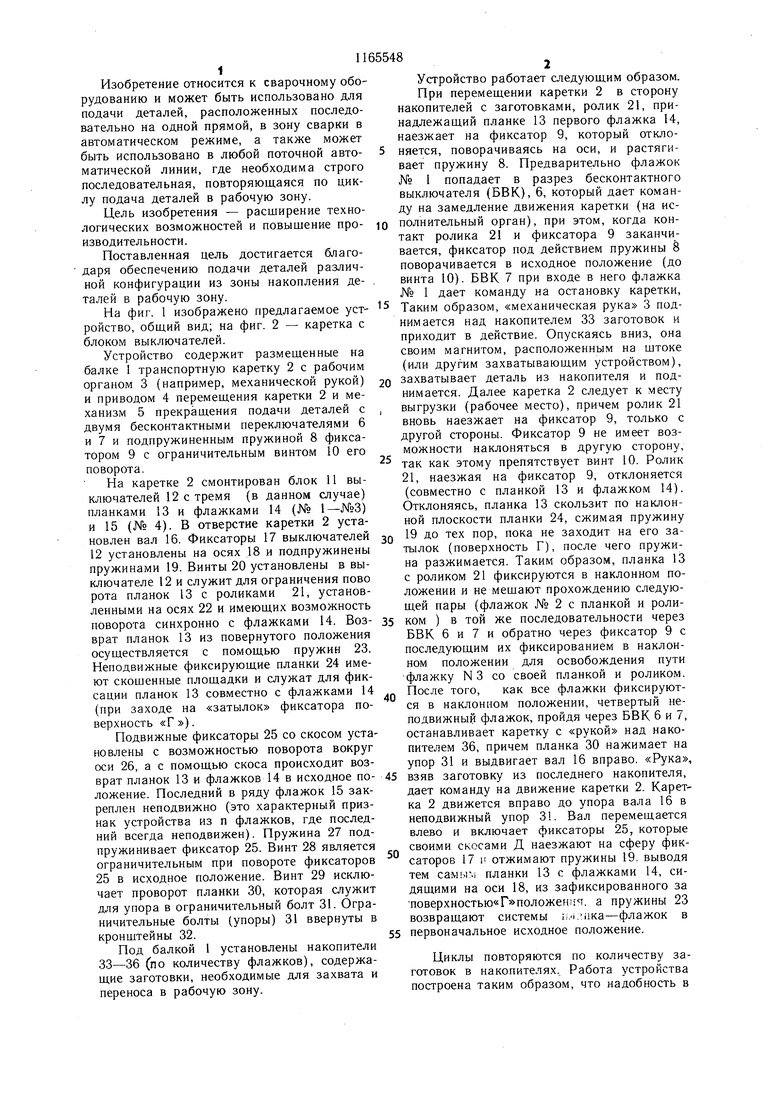
| название | год | авторы | номер документа |
|---|---|---|---|
| Запирающее устройство пружинного привода | 1987 |
|
SU1504682A1 |
| Устройство для намотки на катушки нитеобразных материалов | 1975 |
|
SU640779A1 |
| Установка для контактной рельефной сварки | 1984 |
|
SU1199531A1 |
| Магазин-накопитель | 1986 |
|
SU1404262A1 |
| Механизм автоматической сварки пистона с траверзой анода к полуавтоматической линии сборки пакетов радиоламп | 1975 |
|
SU606176A1 |
| Установка для изготовления биметаллических деталей | 1982 |
|
SU1069941A1 |
| Устройство для позиционирования каретки металлорежущего станка | 1989 |
|
SU1715553A1 |
| Агрегатный станок | 1986 |
|
SU1399078A1 |
| Устройство для сортировки листовых заготовок | 1979 |
|
SU919759A1 |
| Полуавтомат для герметизации интегральных микросхем роликовой сваркой | 1987 |
|
SU1433702A1 |
АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ПОДАЧИ, содержащее транспортную каретку с рабочим флажком и механизм прекращения подачи деталей с двумя бесконтактными выключателями, отличающееся тем, что, с целью расщирения технологических возможностей путем подачи деталей различной конфигурации и повышения производительности, каретка снабжена блоком последовательно расположенных выключателей и двумя блоками фиксируюш,их планок, при этом каждый выключатель выполнен в виде подпружиненной планки, установленной с возможностью взаимодействия с соответствующей ей фиксирующей планкой одного из блоков фиксирующих планок, подпружиненного фиксатора с осью, установленного с возможностью взаимодействия с соответствующей ему фиксирующей планкой, второго блока фиксирующих планок и флажка, расположенного на планке и установленного на оси подпружиненного i фиксатора с возможностью взаимодействия с механизмом прекращения подачи изделия. (Л 05 01 сд 4 00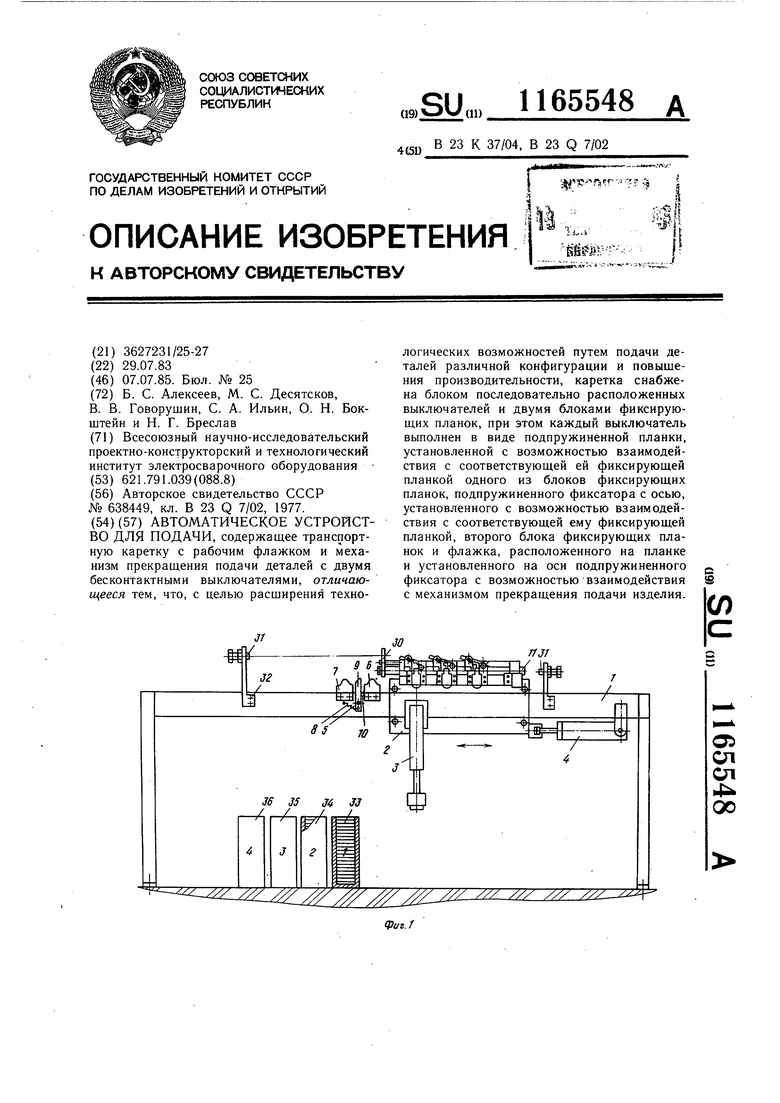
| Устройство для поштучной выдачи деталей | 1977 |
|
SU638449A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
