СП
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ предварительной настройки инструмента при накатке галтелей | 1989 |
|
SU1733223A1 |
| Станок для накатки железнодорожных осей | 1986 |
|
SU1519866A1 |
| Устройство для упрочнения валов накаткой | 1979 |
|
SU1303383A1 |
| Устройство для автоматической смены инструментов на металлорежущих станках | 1979 |
|
SU903074A1 |
| Гидрокопировальный многопроходный суппорт | 1982 |
|
SU1050849A1 |
| УСТРОЙСТВО для ВОССТАНОВЛЕНИЯ и УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU383572A1 |
| Загрузочное устройство | 1982 |
|
SU1024223A2 |
| Магазин сменных инструментов | 1981 |
|
SU1028466A2 |
| Станок для накатки галтелей | 1985 |
|
SU1263507A2 |
| Автоматический манипулятор | 1981 |
|
SU963846A1 |

Изобретение относится к станкостроению, в частности используется при накатке галтелей железнодорожной вагонной оси. Целью изобретения является расширение технологических возможностей и повышение точности позиционирования суппорта за счет возможности обеспечения фиксации в диапазоне допусков изделий. Позиционирование каретки осуществляется по окончании предыдущей операции по сигналу датчика-упора, включается датчик контакта с деталью и при перемещении каретки вдоль детали датчик контакта, перемещаясь по галтели, выдает команду на остановку каретки по упору. Механизм останова каретки выдвигает щуп, выполненный в виде планки со скосом, которая взаимодействует с контактной поверхностью упора, выполненной с таким же скосом. Датчик, установленный на упоре, выдает команду на обработку галтели. 4 ил.
Изобретение относится к станкостроению и может быть использовано при накатке галтелей железнодорожной вагонной оси.
Цель изобретения - расширение технологических возможностей и повышение точности позиционирования суппорта путем обеспечения возможности фиксации в диапазоне допусков изделия.
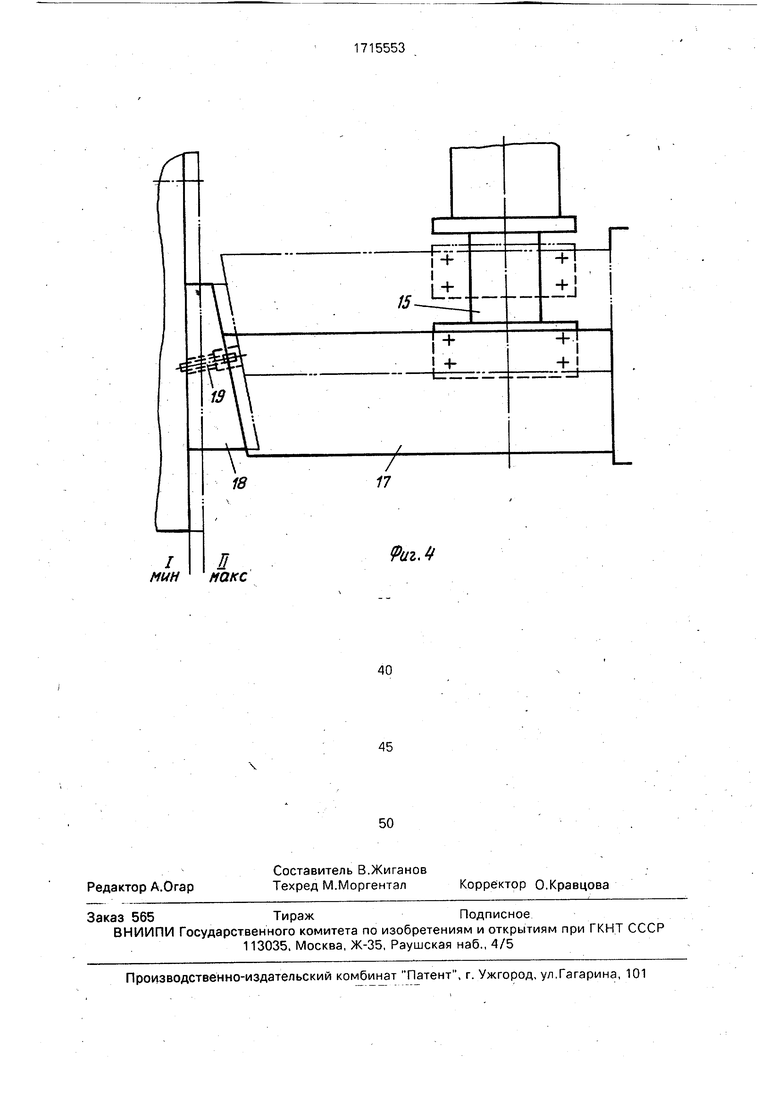
На фиг. 1 показан станок с устройством для позиционирования каретки, общий вид; на фиг. 2 - устройство для позиционирова-- ния каретки; на фиг. 3 - то же, сверху на фиг. 4 -диапазон возможных остановок суппорта.
Устройство для позиционирования каретки металлорежущего станка содержит установленный на каретке 1 корпус 2 датчика. На корпусе 2 датчика выполнена расточка для оси 3, на которой установлен рычаг 4 со щупом 5, имеющим паз 6 для настройки и поворотный наконечник 7. Рычаг 4 удерживается в горизонтальном (нерабочем)положении штоком 8 электромагнита 9, установленного на пластине 10, закрепленной на корпусе 2 датчика, а также пружиной 11, закрепленной с помощью штифтов в корпусе 2 и рычаге 4. Пружина 11 при нерабочем состоянии рычага находится в растянутом положении. Ось 3 рычага 4 имеет лыску, на которой закреплен флажок 12, воздействующий на микропереключатель 13. На станине станка с помощью кронштейнов 14 установлен перпендикулярно движению каретки гидроцилиндр 15. На штоке гидроцилиндра 15 закреплен кронштейн 16, к которому прикреплен сменный щуп, выполненный в виде планки 17, имеющей поверхность со скосом 10е. Аналогичный скос
сл ел
|СЛ
10 имеетупор 18, закрепленный на суппорте станка.
В расточку упора 18 вмонтирован конечный выключатель 19. Для жесткой фиксации суппорта, необходимой при обработке, расстояние между упором 18 и сменной планкой 17 должно быть равно разности наибольшего и наименьшего размеров изделий (в пределах допусков). Щуп 5 поворотным наконечником 7 касается детали 20.
Устройство для позиционирования каретки металлорежущего станка при накатке роликом вагонной оси работает следующим образом.
В процессе накатки накатным роликом (не показан) предподступичной части вагонной оси, когда суппорт движется в направлении стрелки на фиг. 2, рычаг 4 со щупом 5 находится в горизонтальном положении, Когда накатной ролик подходит к правому торцу предподступичной части оси, в гидроцилиндре накатного ролика по команде гидрокопира падает давление, отключается электромагнит 9 и под действием пружины 11 рычаг4 приводится в рабочее положение, касаясь наконечником 7, закрепленным на щупе-5, предподступичной части оси..Затем щуп 5, двигаясь вместе с кареткой 1 суппорта, соскальзывает по торцу предподступичной части,ось 3 рычага 4 проворачивается и прикрепленным на лыске оси 3 флажком 12 включает микропереключатель 13. Последний подает команду на останов суппорта с кареткой 1 и одновременно на включение в работу гидроцилиндра 15. Шток гидроцилиндра 15 перемещает прикрепленную к кронштейну 16 планку 17, которая одним торцом касается станины. Перемещение планки 17 происходит перпендикулярно
Ри.г.1
0
5
0
5
0
5
0
движению каретки до соприкосновения торца планки, выполненного со скосом 10tf, с упором 18, контактная поверхность которого также выполнена со скосом 10°. Перемещение планки 17 ограничивается упором 18, срабатывает конечный выключатель 19, который фиксирует соответствующее положение суппорта с кареткой 1 и подает сигнал на начало накатки галтели шейки детали 20. За счет того, что сменная планка 17 и упор 18 имеют соприкасающиеся поверхности со скосом 10°, исключается отжатие суппорта от детали во время накатки и обеспечивается точность установки каретки 1. В конце цикла накатки оси электромагнит 9 включается и возвращает рычаг 4 в горизонтальное исходное положение.
Выполнение контактных поверхностей упора и планки со скосом 10° позволяет обеспечить надежную и точную фиксацию суппорта с кареткой.
Формула изобретения Устройство для позиционирования каретки металлорежущего станка, содержащее подвижную каретку с установленным на ней упором, взаимодействующим со щупом механизма останова каретки, отличающееся тем, что, с целью расширения технологических возможностей и повышения точности позиционирования, каретка снабжена датчиком, а упор каретки - конечным выключателем с возможностью взаимодействия друг с другом, и щупом, выполненным в виде сменной планки, установленной в механизме останова каретки с возможностью горизонтального перемещения перпендикулярно перемещению каретки, причем контактные поверхности планки и упора выполнены со скосом.
5 15
/ Рь-а.;
Риг. 2
F3
-.
18
Й/i.J
ЧУ
ФигЛ
| Многопозиционный станок для обработки деталей стержневым инструментом | 1980 |
|
SU956238A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
