Известны прессы для формовгния крупных керамических стеновых блоков, формующий орган которых выполнен из четырех .тенточных транспортеров, образующих в их сочленении в собранном виде четырехгранную коробку (форму), соответствующую поперечному сечению формуемого блока. Также известно и применение консольно вставляемых в форму вкладышей для образования пустот.
Однако при формовании в таких формах пустотелых блоков не обеспечивается равномерное распределение давления прессования по всей поверхности блока, вследствие чего отформованные таким образол: блоки не обладают необходимыми качествами.
Описываемый пресс лишен этого недостатка. Достигается это тем., что вкладыши, образующие в блоке пустоты, выполнены из спаренных бесконечных транспортерных лент, синхронно движущихся в одном направлении с движением основных лент, образующих форму. Благодаря применению таких вкладышей при формовании блока происходит внутренняя подпрессовка прессуемой массы, обеспечивающая равномерное распределение давления по всей поверхности блока.
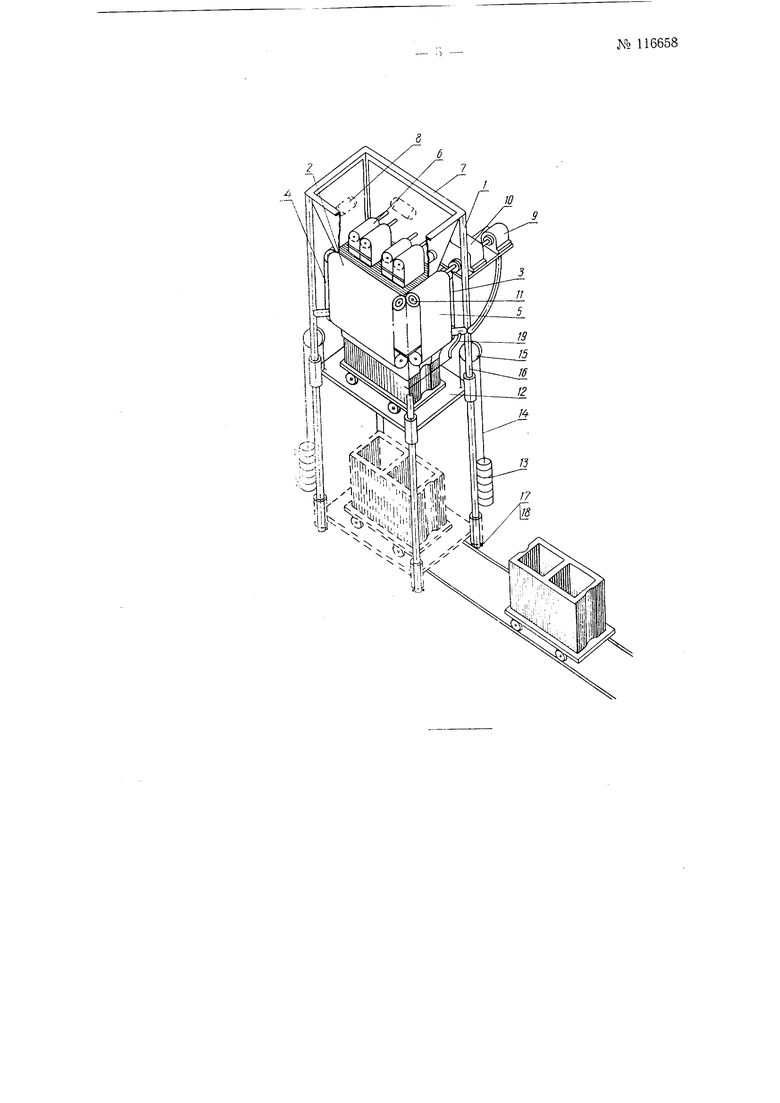
На чертеже показан общий вид пресса.
Пресс состоит из каркаса 1, в котором монтированы четыре ленточных транспортера 2, 3, 4 i 5, образующие в собранном виде четырехгранную коробку (форму) с движущимися стенками, соответствующую поперечному сечению формуемого блока.
Для образования njCTor в полость формы вставлены вкладыши 6, которые выполнены из спаренных бесконечных четырехсторонних транс-/ портерных лент, синхронно движущихся в одном направлении с движением основных лент, образующих форму.
Вкладыщи выполняют роль продвигающих кернов и предназначены совместно с наружными транспортерами для подпрессовки изделия изнутри и образования пустот в блоках.
Ко 116658- 2 -
Благодаря консольному расположению в полости формы пресса вкладышей они не оказывают сопротивления движению формуемой массы (что имеет место нри применении известных неподвижных сердечников-кернов для образования пустот), а наоборот, способствуют движению массы и создают это движение совместно с наружными транспортерами.
Благодаря такому устройству пресса в нем комплексно и одновременно используются: гравитационный принцип надвигания формуемой массы сверху вниз на керны, вследствие вертикального расположения пресса, использующего собственный вес массы; вибрация (сотрясение) глиняной массы в бункере 7, благодаря установленным на всех четырех сторонах бункера вибраторам внутреннего действия S, что способствует течению и сползанию массы на транспортерные ленты и ее уплотнению.
Необходимое прессовое давление блоков образуется за счет соответствующей длины прессующих лент, сужения выходного отверстия и сужения в мундштуке.
Сужение выходного отверстия пресса осуществлено сходящимися транспортерными лентами двух наружных транспортеров 2 и 3 и транспортерами вкладышей 6. Для этого в указанных транспортерах передние барабаны (к выходному отверстию пресса) сделаны большего диаметра, нежели задние.
Пресс имеет привод от электродвигателя 9 через редуктор 10 и систе.му зубчатых конических передач 11. При этом в движение приводятся все транспортерные ленты одновре менно и синхронно с одинаковой линейной скоростью.
Прессуемая масса подается к транспортерным лентам через приемный бункер 7 монолитно и равномерно. Выходящие из формующей части пресса крупные керамические пустотелые стеновые блоки поступают натележку на столе 12. Стол и тележка с формуемым блоком уравновешены грузами 13 с помощью тросов 14, перекинутых через шкивы с ленточными тормозами 15. Стол с находяшейся на нем тележкой имеет возможность свободно перемешаться по напраВоТяющим 16 вверх и вниз. К началу формования стол с тележкой под действием груза поднимается вверх и начинается выдавливание бруса. Под давлением его тележка со столом постепенно и равномерно опускаются вниз. Опустившись вниз до пружинного упора 17 пресс выключается ленточным тормозом или электроблок-контактами 18.
Готовый крупный керамический пустотелый стеновой блок отрезают лучевым ножом 19. Затем тележку со стола с находящимся на ней блоком откатывают. На стол вкатывают тележку порожнюю и цикл форл овки блоков повторяется.
Предмет изобретения
Пресс для формования крупных керамических пустотелых стеновых блоков, формующий орган которого выполнен из четырех ленточных транспортеров, образующих в собранном виде четырехгранную коробку (форму), соответствующую поперечному сечению формуемого блока, и с применением консольно вставляемых в форму вкладышей для образования пустот, отличающийся тем, что, с целью обеспечения при формовании блоков внутренней подпрессовк-и и равномерного распределения давления по всей их поверхности, вкладыши выполнены из спаренных бесконечных транспортерных лент, синхронно движущихся в одном направлении с движением основных лент, образующих форму.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ КЕРАМИЧЕСКОГО КИРПИЧА | 1993 |
|
RU2041063C1 |
| Способ формования изделия и формовочное устройство для его осуществления | 2017 |
|
RU2652224C1 |
| Устройство для образования пустот в глиняной ленте при изготовлении пятистенного кирпича | 1940 |
|
SU60213A1 |
| СПОСОБ ПРОИЗВОДСТВА КИРПИЧА | 2018 |
|
RU2700126C1 |
| УСТРОЙСТВО ДЛЯ РЕАКТИВНОГО ПРЕССОВАНИЯ КЕРАМИЧЕСКИХ И БЕТОННЫХ БЛОКОВ | 2001 |
|
RU2281199C2 |
| Установка для изготовления строительныхиздЕлий C пуСТОТАМи | 1979 |
|
SU808297A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ОБЛИЦОВОЧНОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ТАКИМ СПОСОБОМ | 2011 |
|
RU2456154C1 |
| СПОСОБ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА НА ПРЕССЕ | 1998 |
|
RU2151694C1 |
| УСТРОЙСТВА, СИСТЕМА И СПОСОБЫ ФОРМОВАНИЯ ПРЕССОВАННЫХ ИЗДЕЛИЙ И ПРЕССОВАННЫЕ ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ПРЕССОВАНИЕМ С ПОМОЩЬЮ ЭТИХ УСТРОЙСТВ И СПОСОБОВ | 2011 |
|
RU2603146C2 |
| Керн для формовки керамических пустотелых изделий | 1958 |
|
SU118739A1 |