4
ел
Од Од
со to
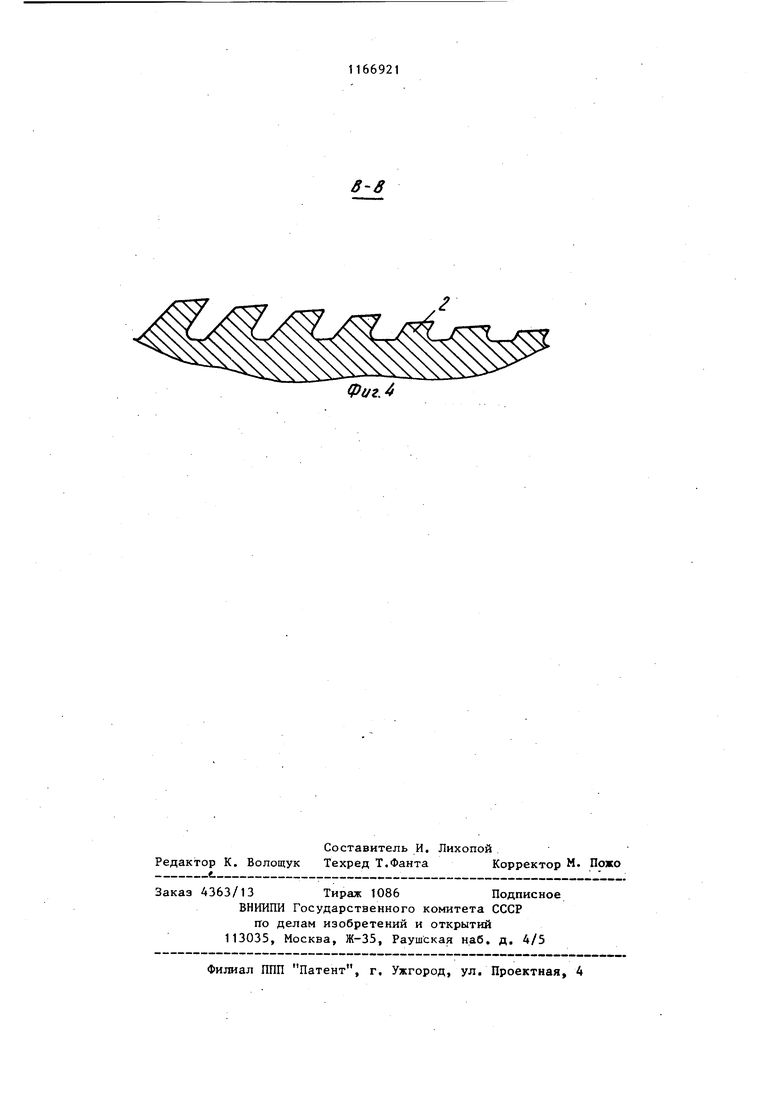
. / Изобретение относится к металлообработке и может быть использовано для обработки сквозных отверстий и наружных поверхностей различной фор мы. Цель изобретения - повьппение качества и точности обработки за счет плавного повьшения и снижения нагру жения зубьев,.деформирования металл и выравнивания припуска после предварительной обработки. На фиг, 1 показана протяжка, общий вид; на фиг, 2 - вид А на фиг на фиг, 3 - разрез Б-Б на фиг. 1; Н9 фиг, 4 - разрез В-В на фиг,1, В начале режущей части 1 длиной 1 протяжки вьтолнены зубья заходно части 2 на длине 2 Последние 3-5 режущих зубьев переходной части 3 на длине t вьтолнены с постепенным снижением по подъему. Калибрующая часть 4 на длине имеет обратный конус с углом , Прямая ленточка на вершинах режущих и калибрующих зубьев отсутствует, а допуск на высоту каяибрукяцих зубьев в зависимости обработки толстостенных или тонкостенных деталей имеет постоянную положительную или отрицательную величину. Протяжка работает следующим образом. В процессе обработки детали происходит последовательное снятие припуска зубцами протяжки. Первые 3-5 режущих зубцов заходной части 2,имея постепенный подъем по высоте, начинают снимать стружку, увеличивающуюся по толщине от О,1 мм до некоторой максимальной величины, которую снимают последующие зубцы режущей части 1, начиная с 4-6 зубца, Заходная часть 2, выполненная в начале режущей части 1, исключает отжим элементов профиля, образование волнистости на обработанной поверхности, позволяет плавно повышать нагружение зубьев и производит выравнивание припуска. Последние 3-5 зубцов переходной режущей части 3 снимают стружку, постепенно уменьшающуюся по толщине ,что обеспечивает удаление рисок, полос, надрывов,ряби и прочих нарушений поверхностного слоя, полученных при обработке предьщущими режущими зубьями. Зубцы калибрующей части 4, выполненной в виде обратного конуса, позволяет заглаживать обработанную поверхность, срезать мелкие частички металла и закреплять конечные размеры с шероховатостью поверхности R 1,252,5 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Секционная протяжка для обработки отверстий | 1986 |
|
SU1516260A1 |
| Протяжка | 1991 |
|
SU1804972A1 |
| Прошивка для обработки многогранных отверстий | 1981 |
|
SU1007867A1 |
| Развертка | 1981 |
|
SU963740A1 |
| УСТРОЙСТВО ДЛЯ ПРОТЯГИВАНИЯ | 1988 |
|
RU2028884C1 |
| Способ чистовой обработки цилиндрических зубчатых колес | 1986 |
|
SU1419833A1 |
| Круглая протяжка с винтовыми зубьями | 1977 |
|
SU738788A1 |
| Способ восстановления цилиндрического режущего инструмента | 1980 |
|
SU903060A1 |
| Инструмент для чистовой обработки отверстий | 1990 |
|
SU1764858A1 |
| Способ комбинированной чистовой обработки поверхностей деталей и инструмент для его осуществления | 1985 |
|
SU1310179A1 |
ПРОТЯЖКА, включающая заходную часть, режущие с подъемом и калибр.ующие зубья, отличающаяс я тем, что, с целью повышения качества и точности обработки за счет плавного повьшения и снижения нагружения зубьев, деформирования металла и вьфавнивания припуска после предварительной обработки, последние 3-5 . режущих зубьев выполнены каждый с уменьшающейся величиной подъема так, что вершины режущих кромок образуют прямой конус, при этом вершины кромок калибрующих зубьев образуют обратный конус.
f/
Фиг. 2
| 0 |
|
SU340489A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
