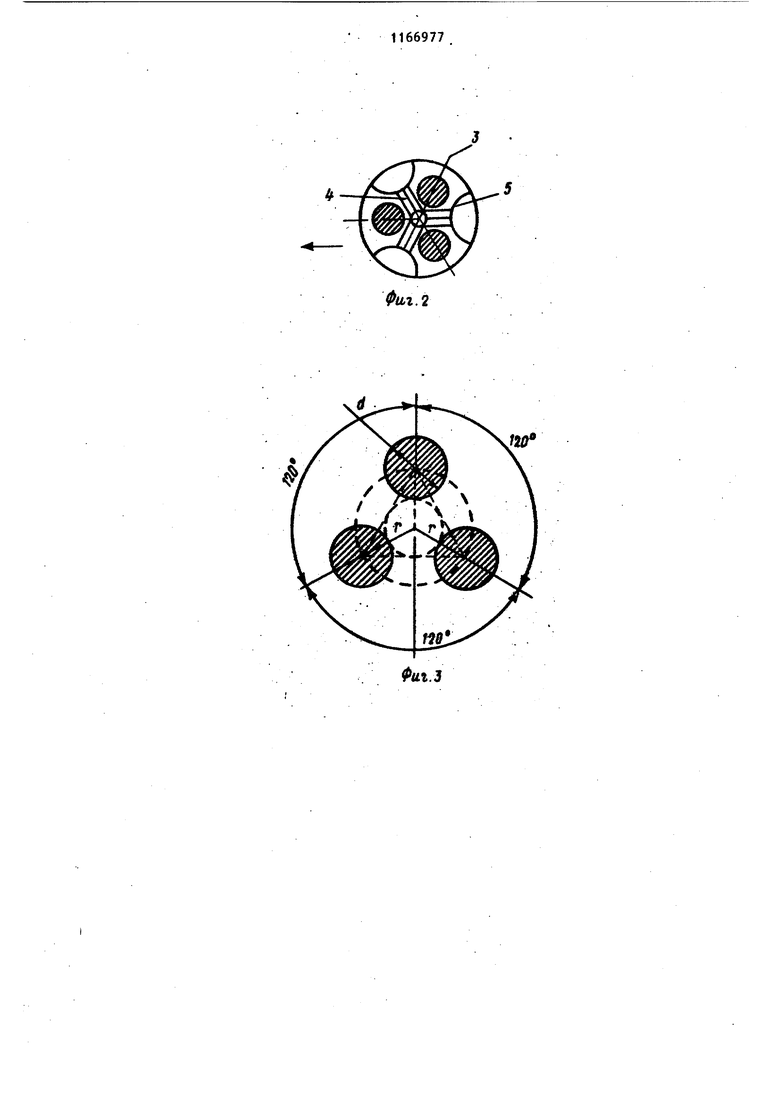
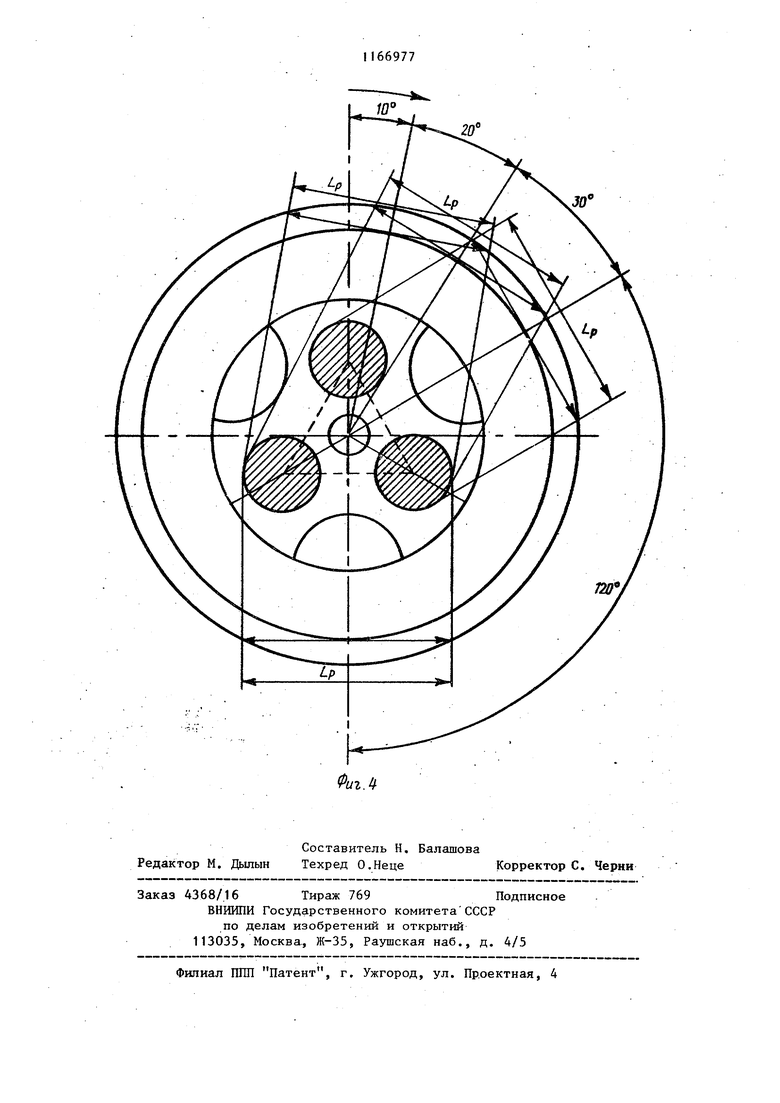
Изобретение относится к правящему инструменту, предназначенному для обычной правки шлифовальных кругов. Цель изобретения - повышение качейтва обрабатываемой поверхности шлифовального круга и упрощение эксплуатации .за счет исключения необходимости его ориентации относительно обрабатываемой поверхности. На фиг. 1 изображен инструмент, общий вид; -на фиг. 2 - то же, вид сверху; на фиг. 3 - схема размещения режущих элементов; на фиг. 4 схема образования линии резания при различных углах поворота правящего инструмента вокруг своей оси. Инструмент для правки шлифовальных кругов включает стальной корпус 1с центральным промывочным каналом 2и режущие элементы 3 цилиндрической формы из синтетических поликристаллических алмазов, которые на ра бочей поверхности расположены на концентрической окружности радиусом г, равным 3/4 диаметра (3/4 d) режущих элементов 3, по схеме равностороннего треугольника. Между ре жущими элементами 3 выполнены радиальные промьшочные каналы 4, кото рые соединены с центральным промывочньм каналом 2 и заканчиваются лысками 5 на наружной поверхности корпуса 1. Расположение режущих элементов 3 по схеме равностороннего треугольни ка позволяет получить непрерывно ра номерную линию резания независимо от. положения режущих элементов 4 от носительно обрабатываемого круга 6. Так, при повороте правящего инструмента вокруг своей продольной оси на любой угол (фиг. 4) суммарна линия резания L не прерывается и остается постоянной по всей длине. Это обстоятельство позволяет исключить трудоемкую операцию строгог ориентирования при установке правящего инструмента относительно шлифо 72 вального круга и повысить качество обрабатываемой поверхности. Расположение режущих элементов на рабочей поверхности на концентрической окружности радиусом, равным 3/4 диаметра режущего элемента, позволяет получить непрерывную постоянную по длине линию резания, что позволяет в процессе правки повысить качество обрабатьшаемой поверхности щлифовапьного круга. Расположение режущих элементов на концентрической окружности радиусом, большим, чем 3/4 диаметра, приводит ктому, что с определенного момента при повороте инструмента для правки вокруг своей оси суммарная линия резания перестает быть непрерывной, что отрицательно сказывается на качестве обрабатываемой поверхности. При расположении режущих элементов на концентрической окружности радиусом, меньшим, чем 3/4 диаметра, значительно сокращается суммарная длина линии резания, что также ухудшает качество поверхности шлифовального круга. Для улучшения условий работы правящего инструмента, а именно для снижения температуры в рабочей зоне и удаления абразивных зерен, предусмотрены центральное промывочное отверстие 2 и радиальные промывочные каналы 4, расположенные в торцовой части инструмента. Во избежание засаливания режущих элементов 3 в Торцовой части корпуса 1 сделаны лыски 5, позволяющие сократить контактную площадь корпуса и круга. Опытные абразивы предложенного ; правящего инструмента были испытаны : при правке шлифовальных кругов типа ПП из зелоного карбида кремния 63С со степенью твердости СМ1 на one рации замочки твердосплавных буровых коронок. Испытания показали, что чистота обрабатываемой поверхности шлифовального круга повышается на 10-15% по сравнению с известным.
Фи,г.г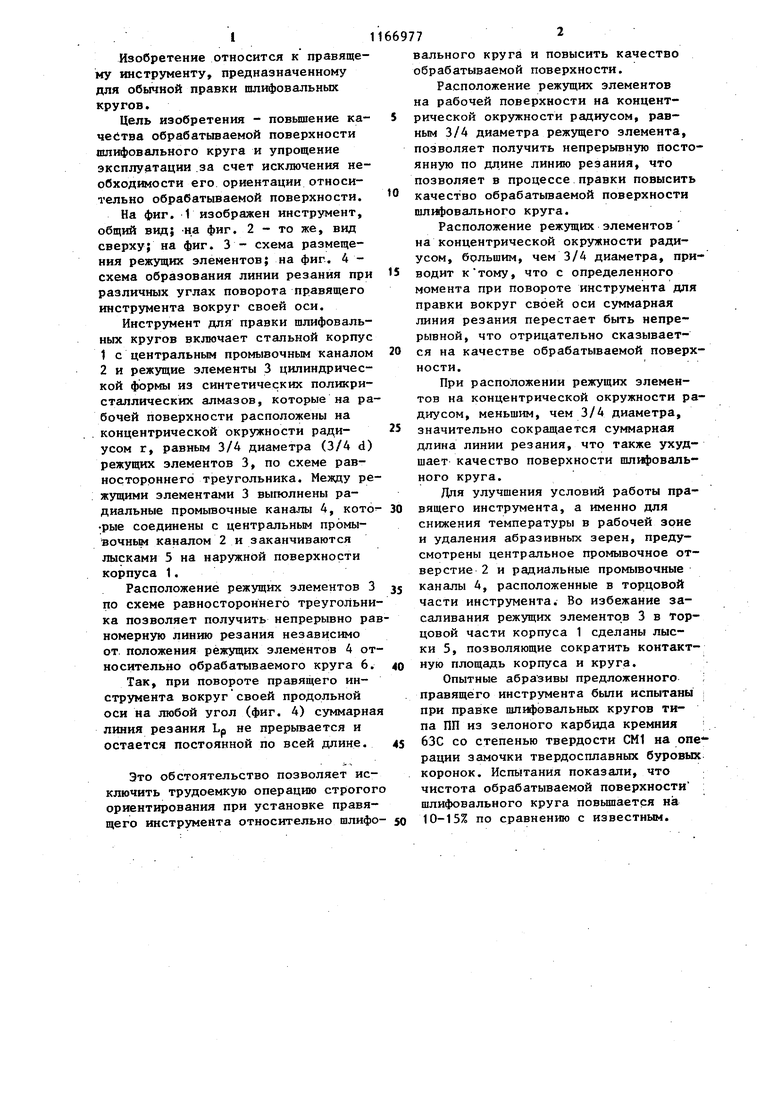
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивного инструмента гальваническим методом | 1982 |
|
SU1021588A1 |
| ПРАВЯЩИЙ КАРАНДАШ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2069145C1 |
| ПРАВЯЩИЙ КАРАНДАШ | 2007 |
|
RU2341365C1 |
| ИНСТРУМЕНТ ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 1996 |
|
RU2122933C1 |
| Станок для заточки плоских протяжек | 1985 |
|
SU1329950A1 |
| Способ фрезерования врезных зубьев колеса | 1990 |
|
SU1819195A3 |
| Способ правки шлифовального круга | 1985 |
|
SU1281390A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИКРИСТАЛЛИЧЕСКОГО МАТЕРИАЛА НА ОСНОВЕ КУБИЧЕСКОГО НИТРИДА БОРА, СОДЕРЖАЩЕГО АЛМАЗЫ | 2011 |
|
RU2484888C1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
ИНСТРУМЕНТ ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ, содержащий корпус с центральным промывочным каналом и режущие элементы цилиндрической формы из синтетических поликристаллических алмазов, отличающийся тек, что, с целью повышения качества обрабатываемой поверхности и упрощения эксплуатации за счет исключения необходимости его ориентации относителп ио обраба тьюаемой поверхности, реисущие элеме ты расположены по окружности радиусом, равным 3/4 диаметра режущих элементов, по схеме равностороннего треугольника. (Л О) о: со 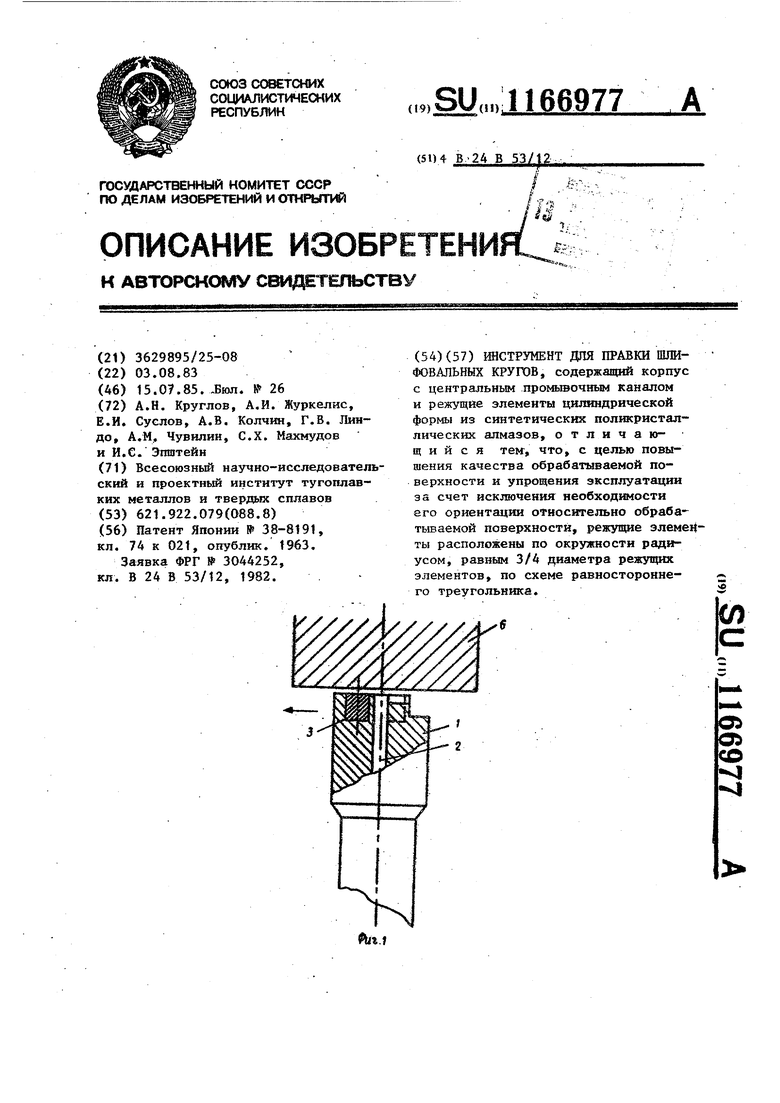
w
Фи.1.3
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
| Приспособление к комнатным печам для постепенного сгорания топлива | 1925 |
|
SU1963A1 |
| Заявка ФРГ 3044252, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
