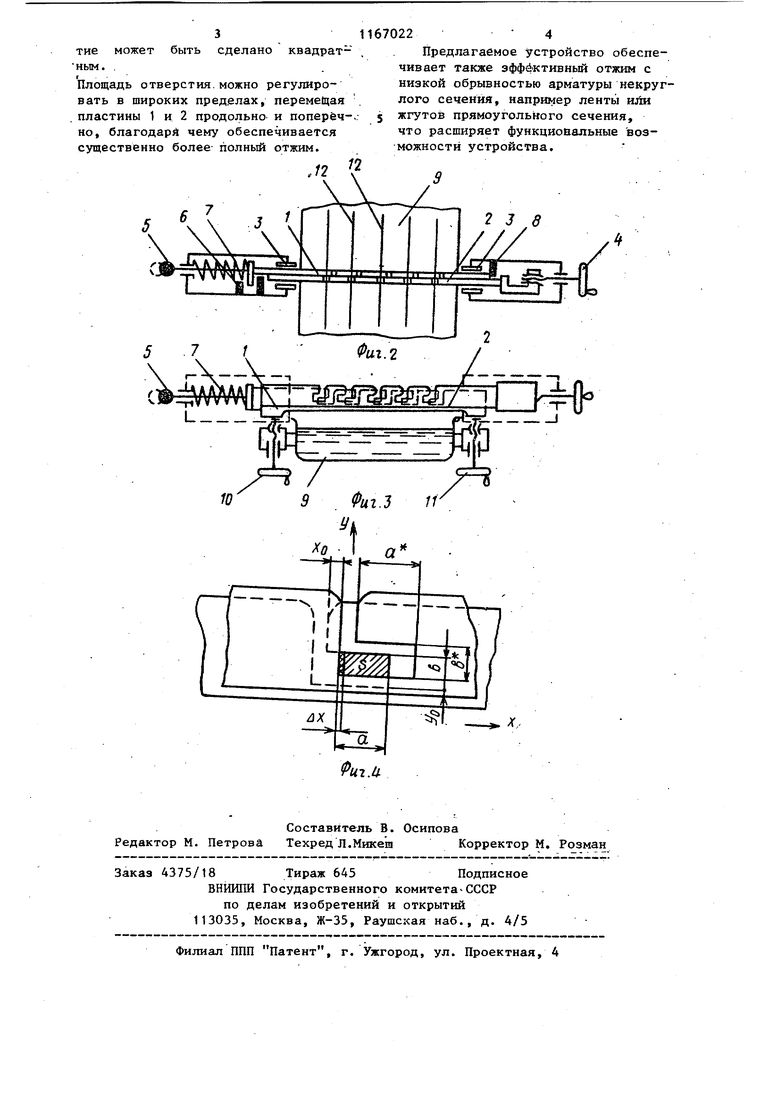
Изобретение относится к производ ству иэдепий из стеклопластиков путем намотки на оправку пропитанной связующим и затем отжатой стеклоарматуры, например нитей, жгутов, ленты. Цель изобретения - расширение функциональных возможностей, повышения качества отжима и упрощение регулирования площади сечения отжимиого отверстия. Обеспечение в данном изобретении регулирования площади сечения нитепроводящего отверстия не только за счет продольного перемещения пластин относительно друг друга, но и за счет их поперечного перемещения позволяет увеличить степень варьирования этого сечения. На фиг. 1 приведены графики функции f(х) данного устройства; на фиг. 2 - схема предлагаемого устройства, вид сверху; на фиг. 3 - то же вид сбоку; на фиг. 4 - часть пары пластин с прорезями. Устройство (фиг. 2) содержит по крайней мере одну пару пластин и 2, каждая из которых имеет прорези переходящие в нитепроводящие отверстия в виде прямоугольника. Пластины установлены в направляющих 3, обеспечивающих минимальный зазор между. пластинами пары. Маховичок 4 позволяет изменять положение пластины 2 относительно пластины 1 в продольном направлении, т.е. осуществлять продольное взаимное смещение пластин п а рукоятка 5 обеспечивает смещение до упора 6 пластины 1, которая в ра бочем положении прижата пружиной 7 к упору 8. Механизм поперечного взаимного смещения пластин 1 и 2 закреплен на ванне 9 со связующим (фиг. 3), смещение осуществляется с помощью маховичков 10 и 11. Отжимаемая арматур 12 после пропитки связующим в ванне 9 проходит через отжимные отверстия каждой пары пластин. Исходным является положение плас тин пары, в котором поперечное взаи ное смещение пластин отсутствует (равно нулю), а продольное взаимное смещение имеет величину, достаточну для образования в паре пластин прямоугольного отжимного отверстия со .сторонами а и Ь. В этом исходном состоянии пластин пары площадь отжимного отверстия максимальна и равна (фиг. 4) S а Ь При смещении пластин пары относительно их исходного положения на величину X в продольном направлении и на величину у в поперечном стороны а и Ь прямоугольного отверстия в паре пластин уменьшается (фиг. 4): а а - х; Ь Ь - у (2) Соответственно площадь отжимного отверстия определится формулой () () (3). Таким образом, величина S в предлагаемом устройстве является билинейной функцией переменньк х и у, если однб из смещений х или у зафиксировано; величина S есть линейная функция другого смещения; зафиксированное смещение определяет при этом крутизну (чувствительность) указанной линейной зависимости (также по линейному закону) (фиг. 1). Устройство работает следующим образом. , С помощью маховичка 4 вводят начальное продольное взаимное смещение X пластин 1 и 2 пары, а с помощью маховичка 10 и 11 .- начальное взаимное поперечное смещение у зтих пластин.. С помощью рукоятки 5 сдвигают пластины пары в продольном направлении, при этом прорези пластин пары совмещаются и осуществляют заправку арматуры в йрорези. После отвода рукоятки 5 в исходное положение пластины 1 и 2 пары под действием пружины 7 смещаются .в продольном направлении до заранее установленного положения. При этом в паре пластин образуются прямоугольные отжимные отверстия с заданными соотношениями сторон и площадью (фиг. 4). При последовательном прохождении пропитанной связующим арматуры через отжимные отверстия каждой пары пластин 1 и 2 происходит отжим. При отжиме арматуры круглого поперечного сечения отжимное отверстие может быть сделано квадратным. . Площадь отверстия, можно регулировать в широких пределах, перемещая пластины 1 и 2 продольно и поперёчно, благодари чему обеспечивается существенно более- полный отжим. Предлагаемое устройство обеспечивает также эффективный отжим с низкой обрывностью арматуры некруглого сечения, например ленты ийи жгутов прямоугольного сечения, что расширяет функциональные возможности устройства. 238 -J Т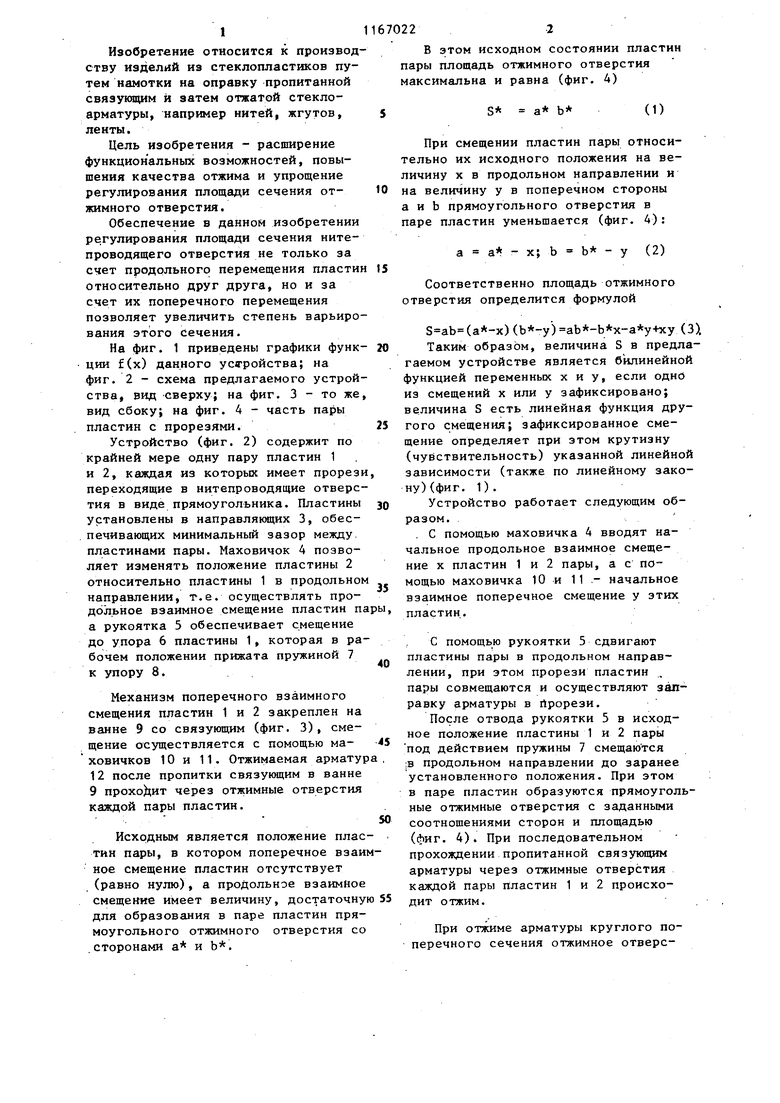
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пропитки нитей | 1975 |
|
SU597762A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ НАПОЛНЕННЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2112649C1 |
| ФОРМОВОЧНЫЙ УЗЕЛ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКОЙ АРМАТУРЫ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ И СПОСОБ ФОРМИРОВАНИЯ СТЕРЖНЯ ДЛЯ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ | 2018 |
|
RU2682627C1 |
| Технологическая линия для изготовления композитной арматуры | 2022 |
|
RU2789909C1 |
| ПУЛТРУЗИОННАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2015 |
|
RU2612291C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2015 |
|
RU2620803C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2015 |
|
RU2613380C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2015 |
|
RU2620804C1 |
| УСТРОЙСТВО СПИРАЛЬНОЙ ОБМОТКИ КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ СПИРАЛЬНОЙ ОБМОТКИ КОМПОЗИТНОЙ АРМАТУРЫ | 2013 |
|
RU2547036C2 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2648900C2 |
yCTPOflqiBO ДЛЯ ОТЖИМА ПРОПИТАННОГО СВЯЗУЮЩИМ, ДЛИНОМЕРНОГО МАТЕРИАЛА, включакяцее по крайней мере одну пару пластин с ваправочными прорезями, переходящими в нитепроводящие отверстия, из которых одна подпружинена, и.средство для продольного относительного смещения пластин каждой пары с регулируемым упором, отличающееся тем, 4TOj с целью расширения функциональных возможностей, повьшения качества отжима и упрощения регулирования площади сечения отжимного отверстия, оно снабжено механизмом поперечного смещения пластин каждой пары, а нитепроводящие отверстия выполнены в виде прямоугольники. (Л
| Установка для формования профильных изделий из армированных пластмасс методом протяжки | 1976 |
|
SU629078A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для пропитки нитей | 1975 |
|
SU597762A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
