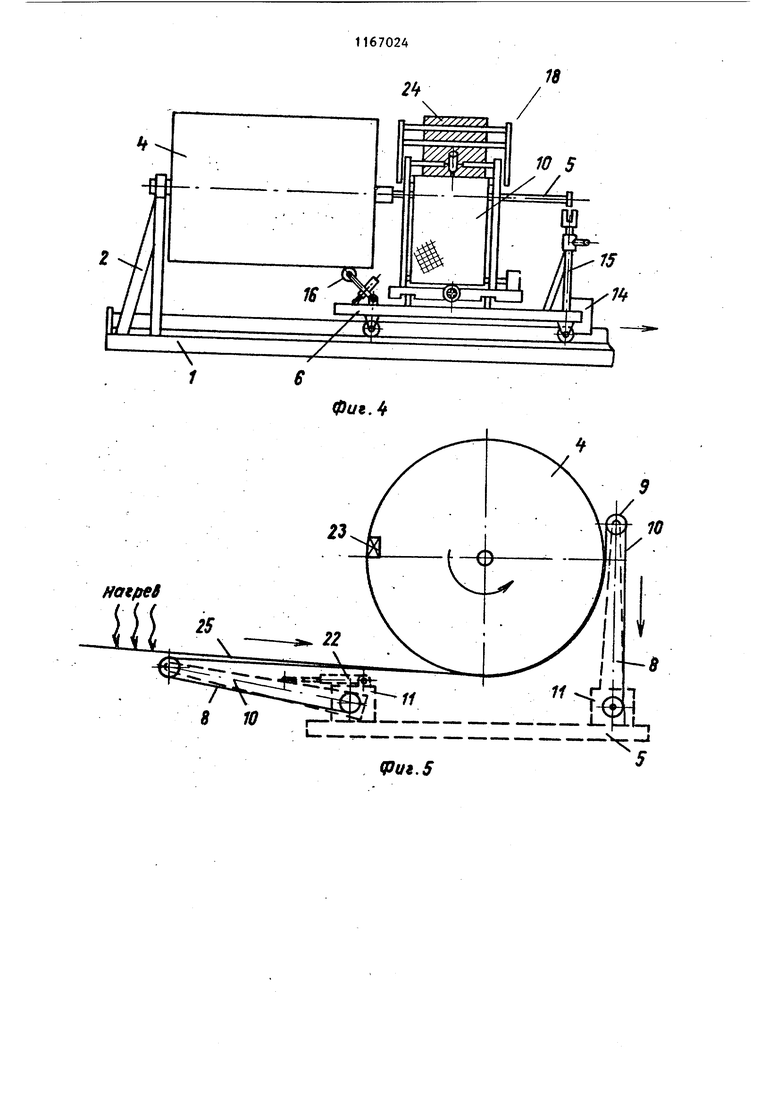
11 Изобретение относится к оборудованию для производства труб и цилинд рических оболочек из пластмасс и может найти применение в отрасли переработки при производстве крупногабаритньгх изделий. Целью изобретения является умень шение повреждений гибких оболочек и расширение технологических возможностей за счет обеспечения формоваНИН и снятия незамкнутых гибких оболочек. На фиг. 1 представлено устройство вид сбоку на фиг. 2 - то же, вид спереди; на фиг. 3 - фрагмент боковых захватов с вакуум-присосками; на фиг. 4 - положение элементов .устройства после снятия оболочки оправки (откидная опора не показана); на фиг. 5 и 6 устройство В процессе формования оболочки из листовой термопластичной заготовки. Устройство содержит каркас 1 со стационарными опорами 2 и 3 оправки 4 с осью 5, передвижную платформу 6 с раздвижными по горизонтали опорными ползунами 7 оболочки, на которых установлены опорные стойки 8 с валками 9, расположенными выше оси 5 оправки 4, огибающая валки гиб кая лента 10, связанная с механизмом 11 его натяжения. Опорные ползуны 7 связаны между собой ходовым винтом 12 с противоположным направлением нарезки. Одна из стационарных опор 3 вьтолнена откидной и снабжена механизмом 13 ее перемещения. На передвижной платформе 6 смонтирована лебедка 14 для ее возвратно-поступательного перемещени Устройство также содержит установ ленные на платформе 6 подъемную опору 15 оправки 4 и опору 16 качения оправки, снабженную механизмом 17 подъема. На стойках 8 закреплены боковые раздвижные захваты 18, снабженные балками 19 с вакуум-присосками 20 и силовыми гидроцилиндрами 21 для поджатия захватов 18 к оболочке Одна опорная стойка 8 снабжена гидроцилиндром 22 для ее отвода в горизонтальное положение при формовании оболочки из предварительно нагретой термопластовой заготовки. Для обеспечения надежного захвата края заготовки формовании оправка 4 оборудована вакуумным фиксатором 23, 4 Устройство при снятии замкнутой гибкой оболочки с оправки работает следующим образом. К оправке 4 с гибкой оболочкой 24, лежащей на стационарных опорах 2 и 3 каркаса 1, ходовым винтом 12 вплотную подводятся опорные стойки 8 с гибкой лентой 10. Затем при помощи подъемной опоры 15 платформы 6 поднимается удлиняющаяся ось 5 оправки 4 над цапфой откидной опоры 3. Включается механизм 11 натяжения и гибкая лента 10 плотно охватывает нижнюю половину оболоч- , ки 24. К верхней части оболочки 24 силовыми гидроцилиндрами 21 поджимаются боковые раздвижные захваты 18 и она надежно фиксируется в последних вакуум-присосками 20. Производится уменьщение диаметра оправки 4 любым известным способом и гибкая оболочка 24 оказывается вывещенной с зазором относительно оправки 4. При помог щи механизма 13 перемещения откидывается в сторону (фиг. 2) стационарная опора 3, после чего включается лебедка 14 и платформа 6 с вывещенной на ленте 10 и закрепленной в захватах 18 оболочкой 24 начинает движение . Неизменяемость формы .оболоч- ки исключает при снятии ее контакт с оправкой 4, что определяет сохранность внутренней ее поверхности. Сохранение прямолинейности удлиняющейся оси 5 оправки 4 и зазора между оправкой 4 и оболочкой 24 обеспечивается опорой 16 качения, поддерживакяцей оправку 4 за ее корпус. После вьщвижения оболочки 24 за цапфу откидной опоры 3 последняя поднимается механизмом 13. Опора 15 (фиг.4) опускается и ось 5 оправки 4 осаживается в цапфе опоры 3. Удлиненная ось оправки 4 убирается любым известным способом и оболочка 24 транспортируется на платформе 5 к месту перегрузки. Устройство при снятии незамкнутой гибкой оболочки с оправкой ра- ботает аналогичным образом, при этом свободные края оболочки размещаются в верхней части оправки 4 и удерживаются при снятии вакуумприсосками 20 боковых раздвижных захватов 18. Жесткая фиксация свободных краев незамкнутой оболочки облегчает последующие операции изготовления конструкций (разделку кромок, сварку).
31
Предлагаемое устройство может использоваться и при формовании оболочек из листовых термопластичных материалов. Предварительно нагретая листовая термопластичная заготовка 25 укладывается на гибкую ленту 10 опорной-стойки 8, откинутой, с помощью гидроцилиндра 22 для удобства эксплуатации в горизонтальное положение. Включается механизм 11 натяжения и гибкая лента 10, обжимая оправку, вращает ее вокруг оси и под-тягивает листовую заготовку 25 для ее контакта с вакуумным фиксатором 23. При дальнейшем перемещении ленты 10 заготовка 25 плотно навивается на оправку 4, После завершения формования заготовки откид1670244
ная опорная стойка 8 гидрощшиндром 22 поднш ается в верхнее положение, вакуумный фиксатор 23 отключа- . ется и охлажденная оболочка снимает5 .ся с оправки 4 аналогичным вьшеизЛоженному образом.
При замене оправки 4 на каркасе ее ось 5 поднимается над цапфами опор 2 и 3 при помощи подъемной опоры 15-и опоры 16 качения плауформы 5. После зтого ось 5 оправки 4 освобождается от цапфы опоры 2, а откидная опора 3 отводится меха.низмом 13. Включается лебедка 14 и платформа 6 с оправкой 4 транспортируется к складу оправок. Далее цикл повторяется.
Фиг. 2
фиг.З
IS
18
2fy
1 х УУУухУ
: /7Z77y/
10 5
л
Щ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для съема труб с оправок | 1968 |
|
SU268631A1 |
| Способ укладки гибкой трубчатой оболочки и устройство для его осуществления | 1990 |
|
SU1836279A3 |
| Устройство для съема труб с оправок | 1971 |
|
SU378060A1 |
| Устройство для съема труб с оправок | 1968 |
|
SU268632A1 |
| Устройство для переформования плоской заготовки стекла в цилиндрическую | 1987 |
|
SU1454787A1 |
| СПОСОБ БЕТОНИРОВАНИЯ НА ПНЕВМООПАЛУБКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2346123C1 |
| Мобильное устройство для монтажа и демонтажа вагонных дверей | 2022 |
|
RU2791355C1 |
| Способ протезирования нижней конечности и устройство для его осуществления | 1978 |
|
SU719626A1 |
| ПОДЪЕМНАЯ ТЕЛЕЖКА | 2008 |
|
RU2492133C2 |
| Установка для упаковки продуктов в картонные коробки | 2020 |
|
RU2730764C1 |


1. УСТРОЙСТВО ДЛЯ СНЯТИЯ ОБОЛОЧЕК С ОПРАВОК, содержащее каркас со стационарными опорами оправки, на котором установлена передвижная платформа с раздвижной по горизонтали опорой оболочки, снабженной боковыми раздвижными захватами, подъемной опорой оправки и механизмом перемещения платформы, о т л ичающееся тем, что, с целью уменьшения повреждения гибких оболочек и расширения технологических возможностей за счёт обеспечения формования и снятия незамкнутых гибких оболочек, оно снабжено установленными на раздвижной по горизонтали опоре оболочки стойками с валками, расположенными вьш1е оси оправки, и гибкой лентой,огибающей валки и связанной с механизмом ее натяжения, при этом одна из стационарных опор оправки выполнена откидной, а подъемная опора оправки расположена на краю платформы со стороны съема оболочки. 2. Устройство по п. 1, отличающееся тем, что боковые раздвижные захваты снабжены вакуумприсосками. (Л 3. Устройство по п. 1, о.т л и-чающееся тем, что, с целью сохраненияпрямолинейности оси оправ-ки при снятии оболочки, передвижная платформа снабжена опорой качения оправки, размещенной на противоположном от подъемной опоры оправки крае длатформы.
Фиг. ffotfteS 8 JO fptti.S
fpUi.f ii:i:u.
| Устройство для съема труб с оправок | 1968 |
|
SU268632A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для съема труб с оправок | 1971 |
|
SU378060A1 |
| Солесос | 1922 |
|
SU29A1 |
