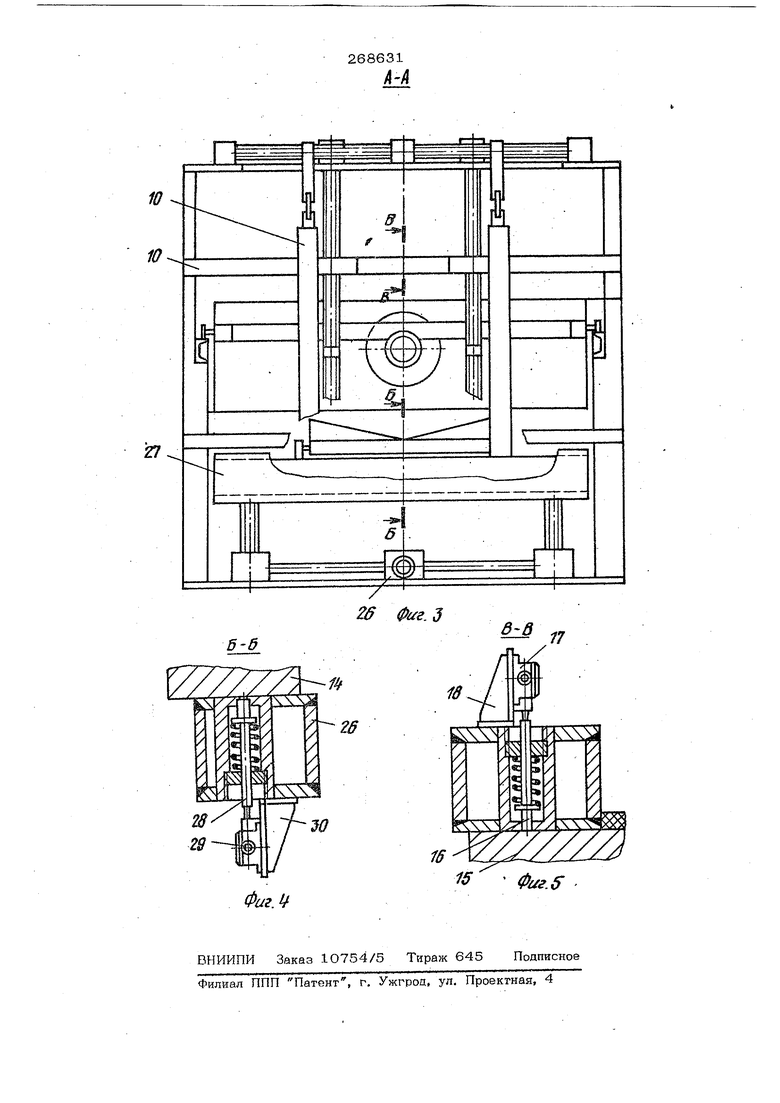
(54) УСТРОЙСТВО ДЛЯ СЪЕМА ТРУВ С ОПРАВОК Изобретение относится к оборудованию для производства труб и цилиндрических оболочек 3 стеклопластиков и может найти применение в отрасли переработки пластмасс при производстве крупногабаритных изделий. . Известны устройства для снятия с оправок.труб из стеклопластиков, состоящие из подвижной карзеткн с силовым гийроинлиндром, исполнительными и вспомогательными элементами и механизма подвижных упоров, установленньк на каркасе с опорной стойкой, между боковинами которого установлены подъемный стол изделия и подъемный стол подвижной каретки. Но в известных устройствах необходим непреръшный визуальный контроль при центровке оси оправки с изделием с осью силового гидроцилиндра, что ведет к увеличению численности обслуживающего персонала и снижению производительности наблюдается резко возрастающий с увеличением диаметра изделия вес сменных упорных колец из-за того, что механизм подвижных упоров контактирует со сменным упорным кольцом по незамкнутому контуру, что приводит к тяжелым услов ям работы сменного упорного кольца; наблюдается возможность механического повреждения цапф оправок и сменных упорных колец при падении последних после извлечения п оправки из изделия и сменного упорного кольца на цапфу оправки и возможность механического повреждения наружных поверхностей изделия и оправки при перемещении их по поверхности подъемных столов, что ведет к росту расходов на ремонт оснастки и браку , или снижению качества наружной поверхности изделия. Цель изобретения - автоматическая центровка оправки относительно силового гидроцилиндра. Цель достигается тем, что в устройстве, содержащем раму с подъемно-раздвижными опорами оправки и трубы, передвижную в направлении оси оправки карет- ку с силовым гидроцилиндром, связанный с рамой упор и свободно одетое на оправ ку упорное кольцо, упор имеет раздвижные по высоте горизонтальные брусья, симметрично расположенные относительно силового гидроцилиндра и снабженные на поверхностях, обращенных к оправке, конечными выключателями, управляющими электродвигателем привода механизма подъема опор. В таком выполнении устройство обеспечивает повышение производительности труда, уменьшение числа обслуживающего персонала, сокращение эксплуатационных расходов, повышение качества наружной поверхности- изделия и предотвращение брака. На фиг, 1 показано устройство для / снятия с оправок труб большого диаметр из стеклопластиков, общий, вид; на фиг. 2 то же, вид сверху,- на фиг. 3 - сечение на фиг. 1; на фиг. 4 сечение Б-Б на фиг. 3; на фиг. 5 сечение В-В на фиг. 3.,. Устройство состоит из каркаса 1 с опорной стойкой 2, выполненного в виде двух жестко связанных боковин, между которыми установлены подъемный стол подвижной каретки 3 и стоя изделия 4 с механизмами 5 подъема, на которых установлены регулируемые ложементы б, механизма 7 поддержки колец и подвижной каретки 8 с силовым гидроцилиндром 9, вспомогательными и исполнительными механизмами и подвижных упоров 10 с приводом 11. Оправка 12 с изделием 13 укладывается на ложементы 6 стола изделия 4. Ложементы вместе с оправкой с изделием перемешаются к механизму подвижных упоров 10, смонтированному на опорных стойках 2 каркаса, состоящему из двух горизонтальных и двух вертикальных брусьев. На конец оправки надевается сменное упорное кольцо 14, которое при дальнейшем перемещении оправки с изделием на ложементах упирается в брусья подвижных упоров. Ложементы с оправкой с изделием надежно фиксируются на о подъемном столе от возможного откатывания. Если ось оправки с изделием не совпадает с осью силового пздроцилиндра подвижной каретки, то при сведении упорных брусьев до соприкосновения с поверх ностью 15 оправки последняя нажимает на командный аппарат, состоящий из подпружиненного толкателя 16, воздействующего на конечный выключатель 17, установленный на кронштейне 18 на обоих горизонтальных брусьях. При срабатывании одного конечного въгключателя выключается привод механизма 5 подъема стола изделия 4 и перемещает последний вверх или вниз от сработавшего конечного выключателя ко второму конечному выключателю. При срабатывании второго конечного выхлючателя привод механизма подъема стола изделия реверсируется и перем щает его к первому конечному выключателю и так далее до срабатывания обоих конечных выключателей. В этом случае ось оправки с изделием располагается строго соосно с осью силового гидроцилиндра ПОДВИЖНОЙ каретки. После центровки оправки с изделием подвижная кареч ка 8 вместе с насосной станцией 19 и маслобаком, размешенным в корпусе каретки, приводом 2О холостого хода перемещается на катках 21 по каркасу 1 в правое KpajiHee положение, где жестко фиксируется относительно каркаса двумя фиксаторами 22, управляемыми гидроци- линдрами 23. Шток силового гидроцилиндра, на конце которого установлен патрон 24 для соединения с цапфой оправки, вместе с поддерживающим люнетом 25, ролики которого перемещаются по каркасу, вьщвигается из исходного положения до соединения патрона с цапфой оправки, на которой он жестко фиксируется. Включается привод 26 механизма 7 поддержки колец, подымающий ,брус 27 до срабатывания, в момент соприкосновения со сменным упорным кольцом от подпружиненного толкателя 28 конечного выключателя 29, установленного на кронштейне 30 и закрепленного на поддерживающем брусе. Ложементы стола подвижной каретки перемещаются в крайнее правое положение к концу подъемного стола. После выполнения даннък подготовительных операций включается силовой гидроцилиндр и шток начинает втягиваться, извлекая оправку из изделия, а изделие упирается, своим торцом в сменное упорное кольцо и остается на ложементах подъемного стола. Когда шток силового гидроиилиндра приходит в исходное положение (полностью втянут), гидроци- Л1шдры ,23 расфиксируют подвижную каретку. Шток силового гидроцилиндра вьщвигается и, отталкиваясь от лежащей на ложементах оправки с изделием, отодвигает каретку на величину своего хода. Каретка фиксируется, шток силового гидро- цилиндра втягивается и извлекает оправку из изделия на величину своего рабочего хода и так далее до полной выпрессовки из изделия. Извлекаемая оправка ложится своим концом на левый крайний ложемент подъемного стола.
Для этого его клинья сводятся до соприкосновения с поверхностью, оправки, и он перемешается вместе с ней, постоянно поддерживая конец оправки. Перед последним рабочим ходом силового гидро цилиндра сводятся клинья второго ложемента и оправки оказываются на обоих ложементах стола подвижной каретки. После полного извлечения оправки из изделия патрон отсоединяется от цапфы оправки, и последняя снимается со стола подвижной каретки.
Формула изобретения
Устройство для съема труб с оправок, содержащее рб1му с подъемно-раздвижными опорами оправки и трубы, передвижную в направлении оси оправки каретку с силовым гидроцилиндром, связанный с рамой упор и свободно одетое на оправку упорное кольцо, отличающееся тем, что, с целью автоматической центровки оправки относительно силового гидроцилиндра , упор имеет раздвижные по высоте горизонтальные брусья, симметрично расположенные относительно силового гидроцилиндра и снабкеннью на поверхностях, обращенных в оправке, конечными выключателями, управляющими электродвигателем привода механизма подъема опор
lr

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для съема труб с оправок | 1968 |
|
SU268632A1 |
| Устройство для съема труб с оправок | 1971 |
|
SU378060A1 |
| Устройство для сборки резервуаров | 1981 |
|
SU967767A1 |
| Линия для разборки и сборки | 1981 |
|
SU998079A1 |
| Стенд для монтажа оправок с дисковыми ножами | 1981 |
|
SU1009649A1 |
| Машина для контактной стыковой сварки | 1977 |
|
SU662306A2 |
| Устройство для снятия оболочек с оправок | 1983 |
|
SU1167024A1 |
| Устройство для съема электроизоляционных цилиндров с оправок | 1960 |
|
SU148356A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| Устройство для укладски штучных грузов | 1971 |
|
SU358920A1 |