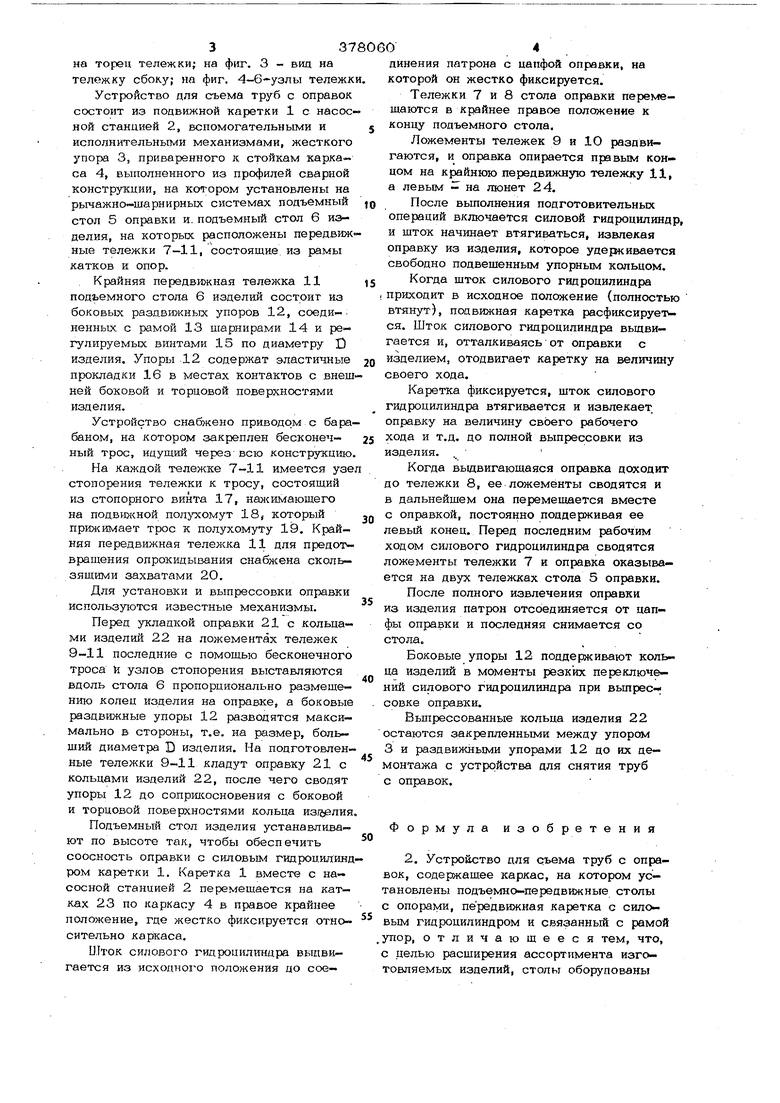
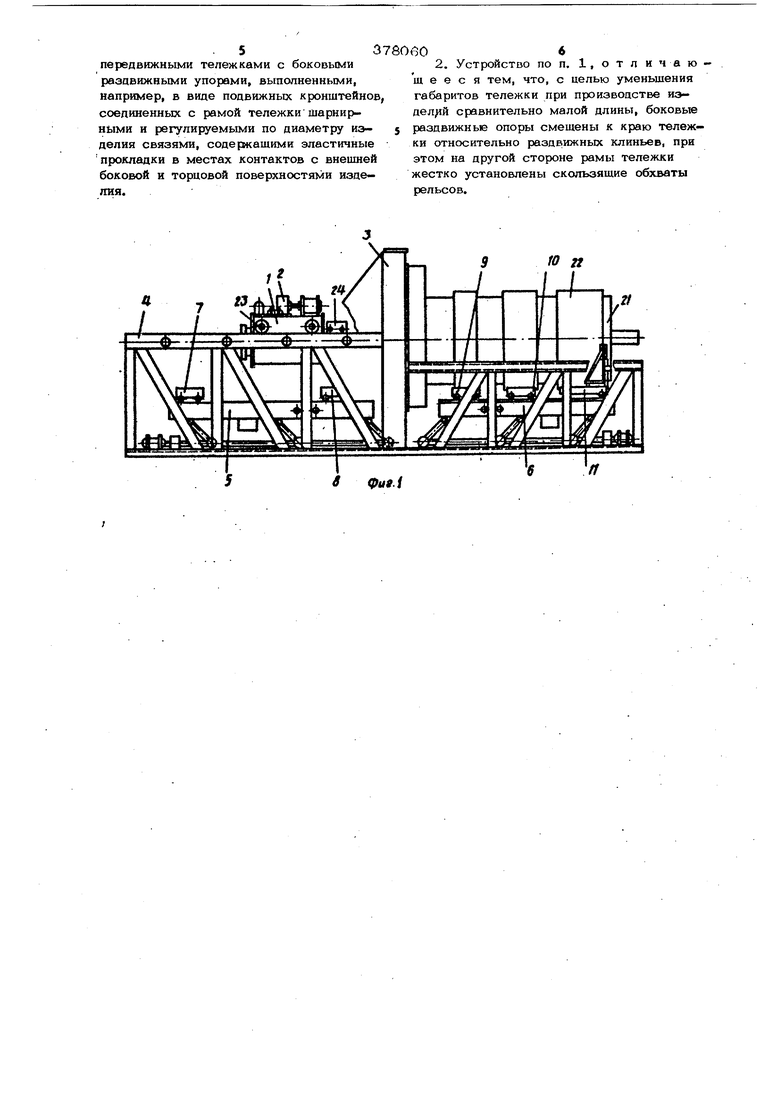
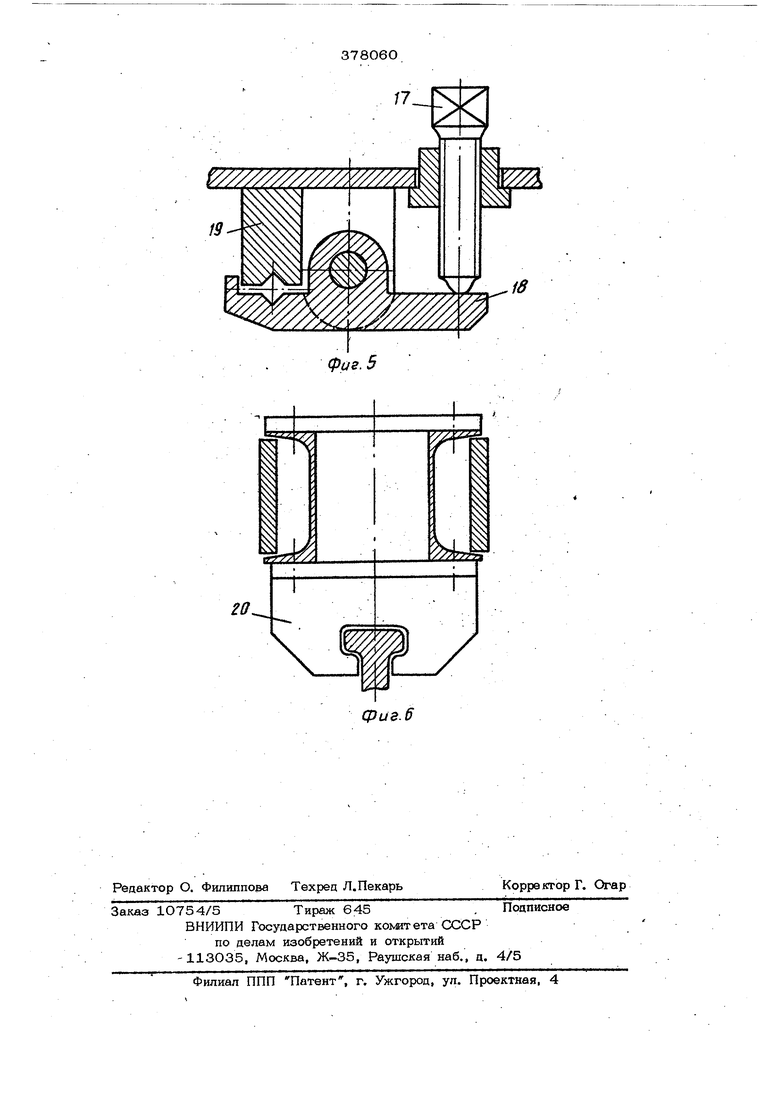
Изобретение относится к оборудованию для производства труб и цилиндрических оболочек из стеклопластиков и может найти применение в отрасли переработки пластмасс при производстве крупногабаритных изделий, а именно стеклопласти- ковых колец, длина которых равна их диаметру или меньше его. Известно устройство для снятия стеклопластиковых труб с оправок, состояще из подъемно-передвижных опор, установл ньрс на раме, передвижной каретки с силовым гидроцилиндром и связанного с рамой упора для выпрессовываемой опра ки. Известное устройство служит для выпрессовки труб большой длины. При вьшрессовке на этом устройстве труб болыиихдиаметров необходимо удлинять опоры, а значит расширять колею тележек и всего устройства. При выпрессовке на этом устройстве колец больших диаметров возможно их опрокидывание после выпрессовки, так как на существующей конструкции кольцо удержаться не может. Цель изобретения - расширение accoi тимента изготовляемых изделий. Поставленная цель достигается тем, что в предложенном устройстве крайняя передвижная тележка подъемного стола изделий снабжена боковыми упорами, выполненными, например, в виде соединенных с рамой тележки шарнирными и регулируемыми по диаметру изделия упорами кронштейнов, содержащими эластичные прокладки в местах контактов с внешней боковой и торцовой поверхностями изделия. С целью уменьшения габаритов тележки при производстве изделий сравнитель но малой длины боковые раздвижные опоры смещены к краю рамы тележки относительно раздвижных клиньев. При этом на другой стороне рамы тележки жестко установлены скользящие обхваты рельсов. На фиг. 1 схематически изображена установка, вид сбоку; на фиг. 2 - вид на торец тележки; на фиг. 3 - виц на тележку сбоку; на фиг. тележк Устройство для съема труб с оправок состоит из подвижной каретки 1 с насос ной станцией 2, вспомогательными и исполнительными механизмами, жесткого упора 3, приваренного к стойкам каркаса 4, выполненного из профилей сварной конструкции, на котором установлены на рычажно шарнирных системах подъемный стол 5 оправки и. подъемный стол 6 изделия, на которых расположены передвиж ные тележки 7-11, состоящие из рамы катков и опор. Крайняя передвижная тележка 11 подъемного стола 6 изделий сострит из боковых раздвижных упоров 12, соеди- ненных с рамой 13 шарнирами 14 и регулируемых винтами 15 по диаметру D изделия. Упоры 12 содержат эластичные прокладки 16 в местах контактов с внеш ней боковой и торцовой поверхностями изделия. Устройство снабжено приводом с бара баном, на котором закреплен бесконечный трос, идущий через-всю конструкцию На каждой тележке 7-11 имеется узе стопорения тележки к тросу, состоящий из стопорного винта 17, нан имающего на подвилсной полухомут 18, которъй прижимает трюс к полухомуту 19. Крайняя передвижная тележка 11 для предотвращения опрокидывания снабжена скользящими захватами 20. Для установки и выпрессовки оправки используются известные механизмы. Перед укладкой оправки 21 с кольцами изделий 22 на ложементах тележек 9-11 последние с помощью бесконечного троса и узлов стопорения выставляются вдоль стола 6 пропорционально размещению колец изделия на оправке, а боковые раздвижные упоры 12 разводятся максимально в стороны, т.е. на размер, больший диаметра D изделия. На подготовленные тележки 9-11 кладут оправку 21 с кольцами изделий 22, после чего сводят упоры 12 до сопршсосновения с боковой и торцовой поверхностями кольца из1аелия Подъемный стол изделия устанавливают по высоте так, чтобы обеспечить соосность оправки с силовьм гидроцилинд ром каретки 1. Каретка 1 вместе с насосной станцией 2 перемещается на катках 23 по каркасу 4 в правое крайнее положение, где жестко фиксируется относительно каркаса. U.ITOK силового гидроцилиндра выдвигается из исходнох о положения до соединения патрона с цапфой оправки, на которой он жестко фиксируется. Тележки 7 и 8 стола оправки перемещаются в крайнее правое положение к концу подъемного стола. Ложементы тележек 9 и 10 раздвигаются, и оправка опирается правым концом на крайнюю передвижную тележку 11, а левым - на люнет 24, После выполнения подготовительных операций включается силовой гидроцилиндр, и шток начинает втягиваться, извлекая оправку из изделия, которое удеркивается свободно подвешенным упорнъш кольцом. Когда шток силового гидроцилиндра приходит в исходное положение (полностью втянут), подвижная каретка расфиксирует ся. Шток силового гидроцилиндра вьщвигается и, отталкиваясь от оправки с изделием, отодвигает каретку на величину своего хода. Каретка фиксируется, шток силового гидроцилиндра втягивается и извлекает, оправку на величину своего рабочего хода и т.д, до полной выпрессовки из изделия. , Когда вьщвигающаяся оправка доходит до тележки 8, ее ложементы сводятся и в дальнейшем она перемещается вместе с оправкой, постоянно поддерживая ее левый конец. Перед последним рабочим ходом силового гидроцилиндра сводятся ложементы тележки 7 и оправка оказывается на двух тележках стола 5 оправки. После полного извлечения оправки из изделия патрон отсоединяется от цапфы оправки и последняя снимается со стола. Боковые упоры 12 поддерживают кольца изделий в моменты резких переключений силового гидроцилиндра при вьшрессовке оправки, Въшрессованные кольца изделия 22 остаются закрепленными между упором 3 и раздвижными упорами 12 до их демонтажа с устройства для снятия труб с оправок. Формула изобретения 2, Устройство для съема труб с оправок, содержащее каркас, на котором установлены подъемно-передвижные столы с опорами, передвижная каретка с силовым гидроцилиндром и связанный с рамой упор, отличающееся тем, что, с целью расширения ассортимента изготовляемых изделий, столы оборудованы передвижными тележками с боковыми разавижньали упорами, выполненными, Например, в виде подвижных кронштейнов, соединенных с рамой тележки шарнирными и регулируемыми по диаметру изделия связями, содержашими эластичные прокладки в местах контактов с внешней боковой и торцовой поверхностями изде- 37 вО6 2. Устройство по п, 1, о т л и ч а ю щ е е с я тем, что, с целью уменьшения габаритов тележки при производстве иэдeл й сравнительно малой длины, боковые раздвижные опоры смешены к краю тележки относительно раздвижных клиньев, при этом на другой стороне рамы тележки жестко установлены скользяшие обхваты рельсов.
фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для съема труб с оправок | 1968 |
|
SU268632A1 |
| Устройство для съема труб с оправок | 1968 |
|
SU268631A1 |
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
| СБОРКИ И СВАРКИ РАМНО-БАЛОЧНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 1969 |
|
SU251730A1 |
| Линия для разборки и сборки | 1981 |
|
SU998079A1 |
| Стенд для монтажа инструментов | 1980 |
|
SU977116A2 |
| Устройство для снятия оболочек с оправок | 1983 |
|
SU1167024A1 |
| Стенд для монтажа оправок с дисковыми ножами | 1981 |
|
SU1009649A1 |
| Устройство для выпрессовки гильз блока цилиндров | 1988 |
|
SU1636171A1 |
| Транспортное средство для перевозки контейнеров | 1989 |
|
SU1622199A1 |
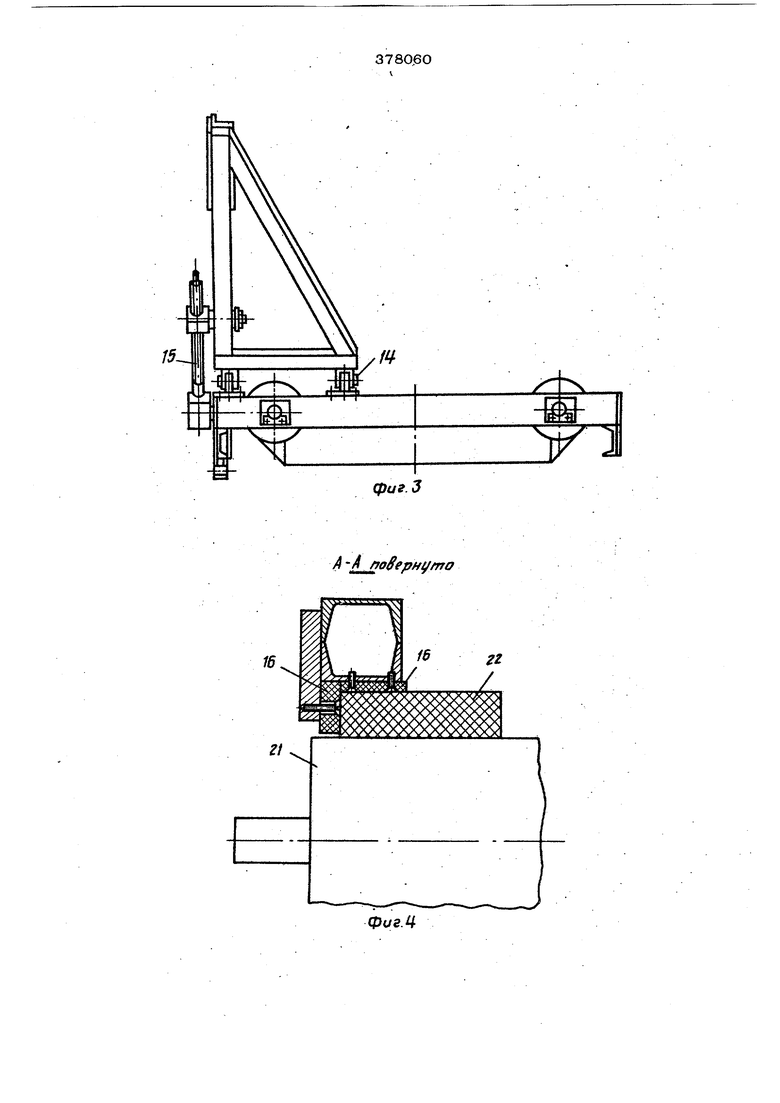
A -/ noSepffUmo
гг
фигЛ
1 ///////////////////Л
фиг. 5
т
/7,
