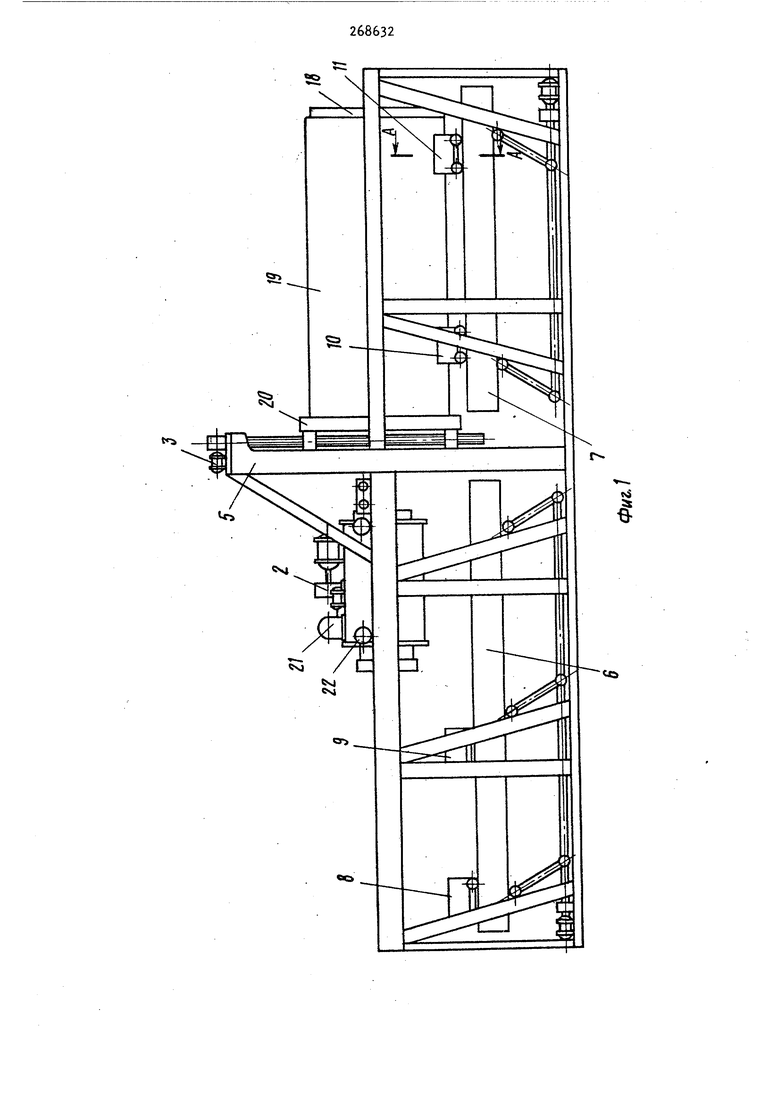
Изобретение относится к оборудованию для производства труб и цилиндрических оболочек из стеклопластиков и может найти применение в отрасли переработки при производстве крупногабаритных изделий. Известны устройства для снятия оправок труб из стеклопластиков, состоящие из подвижной каретки с исполнительными и вспомогательными механизмами и механизма подвижных упоров, ус тановленных на каркасе, между боковинами которого установлены подъемный стол изделия и подъемный стол подвижной каретки. Но в известных устройствах есть возможность механического повреждения наружных поверхностей оправки и изделия при их перемещении по рабочей поверхности подъемных столов, что ведет к быстрому износу оправки, снижению качества изделий или браку. С целью предотвращения разрушения опорных поверхностей трубы и Оправки в процессе извлечения оправки из трубы, каждая из опор состоит из раздвиж -. ных в поперечном относительно оправки направлении опорных клиньев, установленных на подвижной вдоль оправки тележке, которая смонтирована на подъемном столе. Д|5Я синхронного перемещения опорных клиньев они связаны ходовым винтом с противоположным направлением нарезки. На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1. Устройство.состоит из подвижной каретки 1 с насосной станцией 2 с вспомогательными и исполнительными механизмами, механизма подвижных упоров 3, установленных на каркасе k с опорной стойкой 5 выполненной в виде двух жестко связанных боковин, между которыми установлены подъемный стол подвижной каретки 6 и подъемный стол изделия 7, на которых устанавливаются регулируемые опоры 8-11.
Регулируемая опора состоит из двух подвижных клиньев 12, связанных друг с другом винтом 13 с правой и левой резьбой, на конце которого установлен маховик для сведения или разведения клиньев, установленных на каркасе 1 5 с катками 16, которые перемещаются по направляющим 17 подъемных столов.
Оправка 18 с изделием 19 укладывается на ложементы стола изделия 7. Ложементы вместе с оправкой с изделием перемещаются к винту 13, смонтированному на опорных стойках 5 каркаса k. На конец оправки надевается сменное упорное кольцо 20, которое при дальнейшем перемещении оправки с изделием упирается в брусья подвижных упоров, и ложементы фиксируются от возможного откатывания.
Подъемный стол изделия устанавливается по высоте так, чтобы обеспечить соосность оправки с силовым гидроцилиндром подвижной каретки. Подвижная каретка 6 вместе с насосной станцией 2 и маслобаком, размещенным в корпусе каретки, приводом холостого хода 21 перемещается на катках 22 по каркасу k в правое крайнее положение где жестко фиксируется относительно каркаса двумя фиксаторами 23, управляемыми гидроцилиндрами 2. Шток силового гидроцилиндра, поддерживаемый люнетом 25, на конце которого установлен патрон 26, выдвигается из исходного положения до соединения патрона с цапфой оправки,, на которой он жестко, фиксируется.
Опоры В и 9 стола подвижной каретки перемещаются в крайнее правое положение к концу подъемного стола.
Клинья опоры 10 раздвигаются, и .оправка оказывается опертой правым концом на опору 11, а левым - на люнет 25.
После выполнения данных подготовительных операций включается силовой гидроцилиндр, и шток начинает втягиваться, извлекая оправку из изделия, которое удерживается сменным упорным концом. Когда шток силового гидроцилиндра приходит в исходное положение (полностью втянут) , гидроцилиндры 2 расфиксируют подвижную каретку. Шток, силового гидроцилиндра выдвигается и, отталкиваясь от оправки с изделием, отодвигает каретку на величину своего хода. Каретка фиксируется, шток силового гидроцилиндра втягивается и извлекает оправку на величину своего рабочего хода и так до полной выпрессовки из изделия. Когда выдвигающаяся оправка доходит до ложемента, его клинья сводятся, и в дальнейшем он перемещается вместе с оправкой, постоянно поддерживая ее левый конец. Перед последним рабочим хйдом силового гидроцилиндра сводятся клинья другого ложемента, и оправка оказывается на обоих ложементах стола подвижной каретки. После полного извлечения оправки из изделия патрон отсоединяется от цапфы оправки, и последняя снимается со стола подвижной каретки.
Формула изобретения
1.Устройство для съема труб с оправок, содержащее раму, на которой установлены подъемно-передвижные опоры, передвижная каретка с силовым гидроцилиндром и связанный с рамой упор, о т л и ч а ю ш/е е с я тем, что, с целью предотвращения разрушения опорных поверхностей трубы и оправки в процессе извлечения оправки из трубы, каждая из опор состоит из раздвижных в поперечном относительно оправки направлении опорных клиньев, установленных на подвижной вдоль оправки тележке, которая смонтирована на подъемномстоле.
2.Устройство по п. 1, о т л и ч аю щ е е с я тем, что, с целью синхронного перемещения опорных клиньев, они связаны ходовым винтом с противоположным направлением нарезки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для съема труб с оправок | 1968 |
|
SU268631A1 |
| Устройство для съема труб с оправок | 1971 |
|
SU378060A1 |
| СТАНОК ДЛЯ НАМОТКИ НА ОПРАВКУ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1996 |
|
RU2113999C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2348529C1 |
| Устройство для шлифования профильных деталей широкой абразивной лентой | 1973 |
|
SU524677A1 |
| Линия для разборки и сборки | 1981 |
|
SU998079A1 |
| Станок для гибки изделий | 1988 |
|
SU1538950A1 |
| РОТАЦИОННО-ДАВИЛЬНЫЙ СТАНОК "НИКПОС-1" | 1995 |
|
RU2093290C1 |
| Устройство для сборки и сварки длинномерных полых балок | 1987 |
|
SU1599175A1 |
| Многониточный стан периодическойпРОКАТКи издЕлий | 1977 |
|
SU795681A1 |


«SJ
Ij
5-5
pyfffy fn
fl
Фиг.З
U
