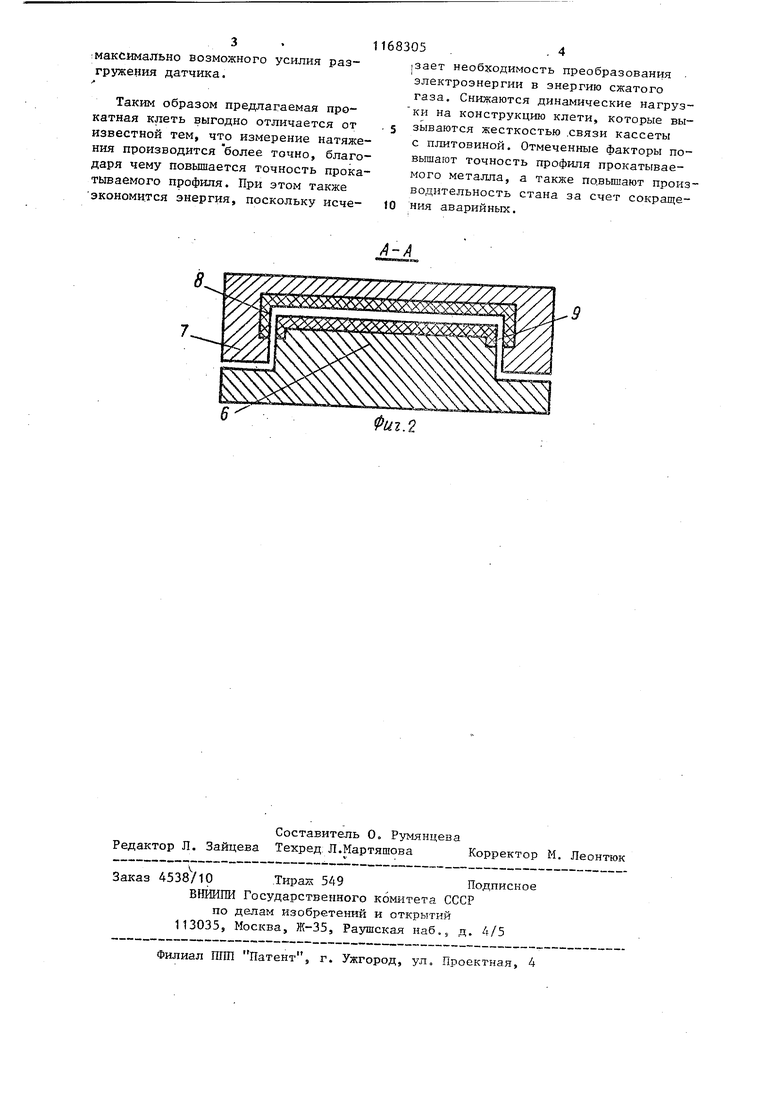
Изобретение относится к области обработки черных и цветных металлов давлением, в частности к непрерывно прокатке, и может применяться на не прерывньш сортовых станах. Целью изобретения является повышение точности измерений межклетевых усилий при непрерывной прокатке путем повышения устойчивости валковой кассеты На фиг. 1 представлена предлагае мая прокатная клеть, общий вид; на фиг. 2 - сечение А-А на фиг. 1t Прокатная клеть содержит корпус кассеты 1 с валками 2 в подушках 3, зафиксированньй вдоль оси прокатки относительно плитовины 4 силоизмерительньм датчиком 5. Плитовина 4 имеет выступ 6, который .располагает ся в пазе нижней части корпуса нассеты 1, образованном буртами 7, Внутренняя поверхность паза образована магнитом 8, а наружная поверхность выступа 6 - магнитом 9. При этом магниты 8 и 9 обращены один к другому одноименными полюсами и соз дают усилие взаимного отталкивания, достаточное для удерживания валковой кассеты ,1 на некотором расстоянии над плнтовиной 4 с учетом допол нительного веса прокатываемого мета ла а также достаточное для предотвращения поперечных смещений кассеты относительно плитовины с целью центрирования кассеты 1 относительно оси прокатки. При этом магниты 8 и 9 могут быть как электрическими, так и постоянными. Взаимно сопряженные поверхности выступа и паза имеют уклон в сторону силоизмерительного датчика 5 с целью создания начального поджатия датчика кассетой для выборки возмож ных зазоров между ними. Предлагаемая прокатная клеть работает следующим образом. Перед прокаткой обеспечивается создание магнитного поля между кассетой 1 и плитовиной 4, в резуль тате появление силы взаимного отталкивания кассета приподнимается над плитовиной. При этом силы взаим ного отталкивания действуют мелзду боковыми поверхностями выступа 6 плитовины 4 и внутренними боковыми, поверхностями буртов 7 нижней части кассеты 1, чем обеспечивается фиксация кассеты относительно плитовины при возникновении случайных боковых сид при прокатке. Одновременно с этим, благодаря наличию уклона в сторону датчика 5, возникает скатывающая сила как горизонтальная составляющая силы тяжести кассеты, которая создает предварительное нагружение датчика. При этом выбираются возможные зазоры между датчиком, валковой кассетой и плитовиной 4. Этим также создаются благоприятгше условия дпя работы датчика на сжатие и растяжение при возникновении знакопеременных значений продольного напряжения проката. При прокатке металла на кассету 1 начинает действовать дополнительная вертикальная составляющая от веса металла, однако поскольку вес данного участка проката значительно меньше веса кассеты, это не вызьгоает существенного вертикального отклонения оси прокатки предлагаемой клети от оси прокатки стана. При возникновении продольного усилия в прокатьшаемом металле, направленном на разгрузку датчика (это возможно как при натяжении, так и при подпоре, в зависимости от; того, каким образом датчик 5 располагается относительно направления прокатки), т.е. в сторону, противоположную действию скатывающей..силы кассеты, на выходе датчика появляется сигнал И, пропорциональный данному усилию, например при подпоре и.,, где Ид - сигнал, пропорциональный предварительному нагружению датчика, H-j - сигнал, пропорциональный усилию подпора. При возникновении продольного усилия в прокатываемом металле, направленном на дальнейшее нагружение датчика 5, т.е. в сторону действия скатывающей силы кассеты, например при натяжении, выходе датчика появляется сигнал И2, пропорциональный данному усилию ,+И„. Конструкция клетипредусматривает создание такого значения скатывающей силы, которая была бы больше
;максимаяьно возможного усилия разгружения датчика.
f
Таким образом предлагаемая прокатная клеть выгодно отличается от известной тем, что измерение натяже НИЛ производится более точно, благо даря чему повышается точность прока тываемого профиля. При этом также экономится энергия, поскольку исче168305 .. 4
|3ает необходимость преобразования . электроэнергии в энергию сжатого газа. Снижаются динамические нагрузки на конструкцию клети, которые вы, 5 зываются жесткостью .связи кассеты
с плитовиной. Отмеченные факторы по вьшают точность профиля прокатываемого металла, а также повышают производительность стана за счет сокраще- fO ния аварийных.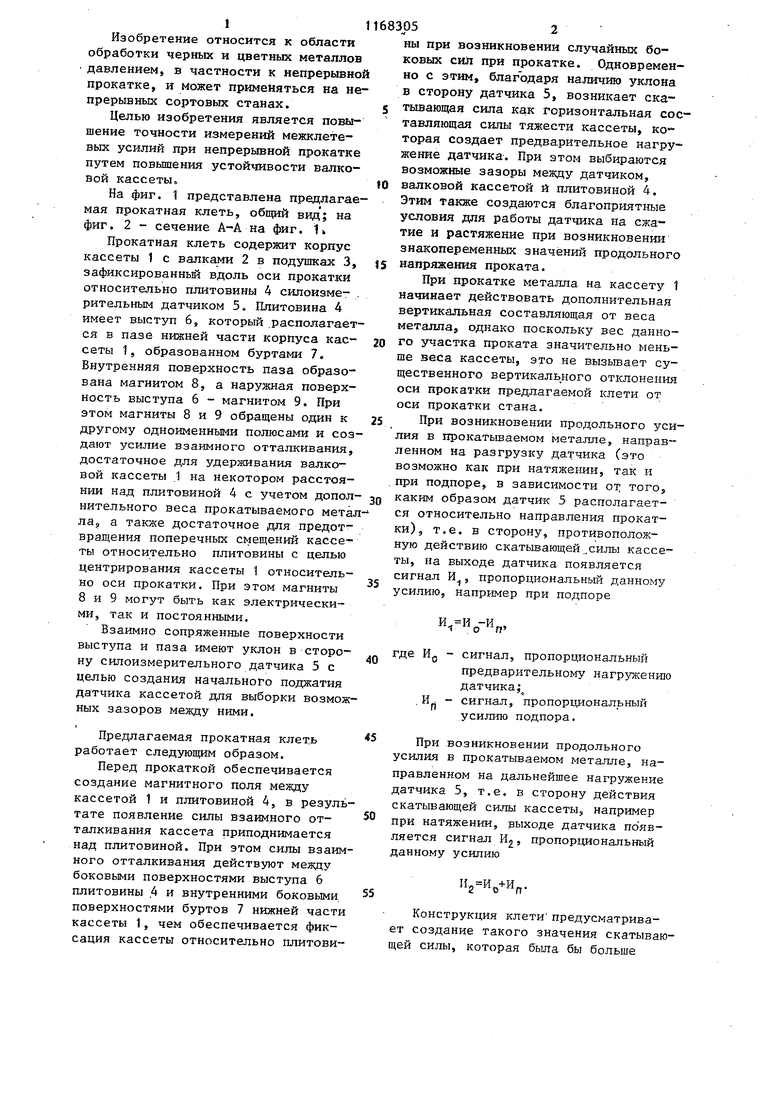
| название | год | авторы | номер документа |
|---|---|---|---|
| Предварительно напряженная прокатная клеть с двумя многовалковыми калибрами | 1982 |
|
SU1135505A1 |
| Силовоспроизводящее устройство для градуировки силоизмерительных датчиков на прокатных станах | 1990 |
|
SU1813209A3 |
| Непрерывный прокатный стан | 1979 |
|
SU880522A1 |
| ПРОКАТНАЯ КЛЕТЬ | 2007 |
|
RU2348473C2 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ И КЛЕТЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146971C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ЧЕРНОВОЙ ГРУППЕ КЛЕТЕЙ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2012 |
|
RU2494828C1 |
| Способ согласования скоростей вертикальных и горизонтальных валков универсальной клети прокатного стана | 2018 |
|
RU2687354C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ПРОЦЕССЕ ПРОКАТКИ МЕЖДУ КЛЕТЯМИ МНОГОКЛЕТЬЕВОГО СТАНА С ПЕЧНЫМИ МОТАЛКАМИ | 2002 |
|
RU2268800C2 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU686788A1 |
| Способ регулирования межклетевого натяжения и устройство для его осуществления | 1990 |
|
SU1738400A1 |
1. ПРОКАТНАЯ КЛЕТЬ, содержащая плитовину, валковую кассету, зафиксированную относительно плитовины в .направлении прокатки силоизмерительным датчиком, и опорный элемент, размещенный между кассетой и плитовиной, отличающаяс я тем, что, с целью повышения точности измерений межклетевых усилий при непрерывной прокатке путем повышения устойчивости валковой кассеты, опорный элемент выполнен в виде магнитной подвески, один магнит которой установлен на плитовине, а другой - на кассете. 2. Клеть non.lj отличающаяся тем, что в магтатах выполнены одни против другого выступ и паз с уклоном в сторону силоизмерительного датчика. (Л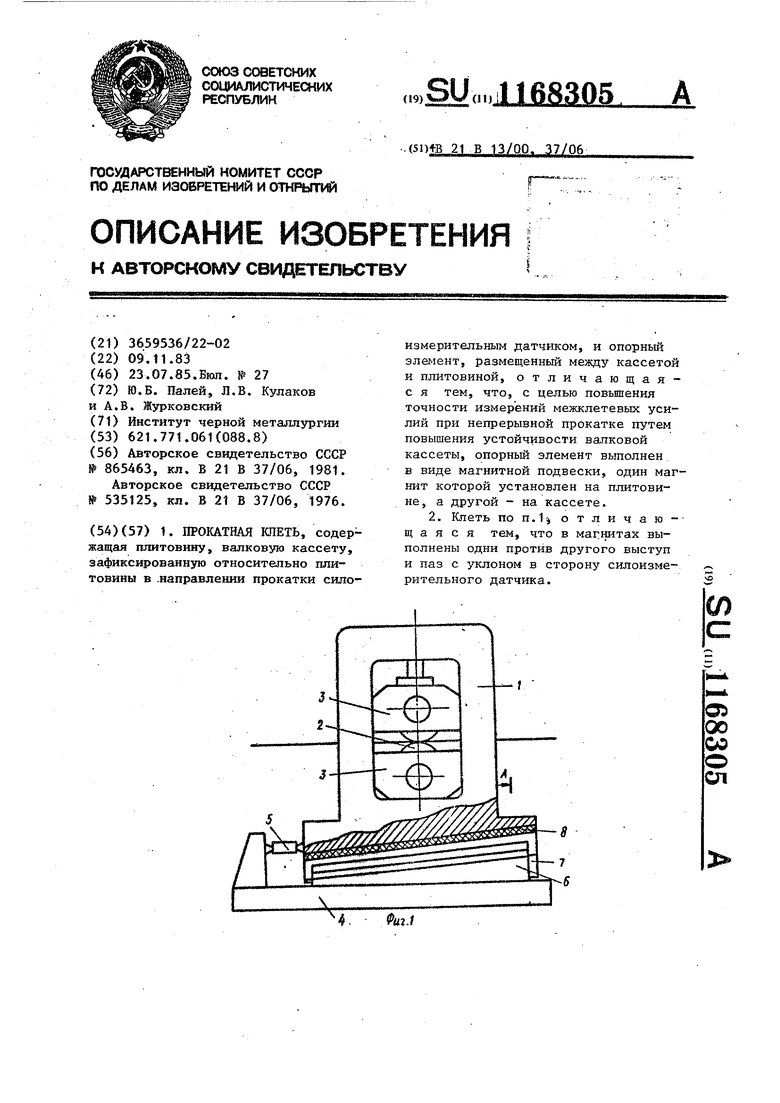
8
Фиг.2
| Прокатная клеть | 1979 |
|
SU865463A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прокатная клеть | 1975 |
|
SU535125A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
