Изобретение относится к прокатно му производству и может быть использовано при разработке новых и реконструкции существующих непрерывных станов, преимущественно полосовых. Известен непрерывный прокатный стан, включающий две и более последо вательно расположенные клети, в кото ром с целью создания в полосе, преим щественно при прокатке толстого лист сжимагадих усилий подпора, в.межклете вом промежутке установлен нажимной ролик и отклоняющий ролик, расположенные друг против друга выше уровня прокатки til. Недостатком указанного устройства является то, что наличие прижимного и отклоняющего роликов не обеспечив,ает возможности изменения натяжения той же степени, что и в непрерывно прока тываемой полосе. Это вызвано тем, что отклоняющий ролик выполнен непрерывным, т.е. стационарно установлен в межклетевом промежутке без возможности вертикального перемещения. Таким образом, режим натяжения является заранее заданным установкой отклонякщего ролика. Дополнительно установленный прижимной ролик имеет возможность регулирования только под пора, а не натяжения. Величина подпора, создаваемая прижимным роликом, ограничена с одной стороны обжимающей способностью системы (отклоняющий ролик - нажимной ролик), а с другой - величиной максимального отклонения полосы от уровня прокатки. Наиболее близким по технической сущности к изобретению является непрерывный прокатный стан, включающий последовательно расположенные клети и установленный в межклетевых промежутках с возможностью вертикального перемещения натяжной ролик,снабженный приводом этого перемещения 2. Недостатком указанного устройства является то, что натяжной ролик, установленный в межклетевом промежутке, не обеспечивает повышения точности прокатываемых полос и их планшетности. Это связано с тем, что на прокатном стане, имегадем один натяжной ролик, отсутствует возможность регулирования износа прокатываемых валков, так как отклонение полосы натяжным роликом возможно только в одну сторону, что приводит к повышенной выработке одного из валков, и, следовательно, к снижению точности размеров прокатываемых полос и их плоскостноети. Кроме того, диапазон регулирования натяжения ограничен и является недостаточно эффективным, поскольку скорость изменения натяжения, в частности, обратно пропорциональна скорости прокатки, что накладывает известные ограничения на быстродействие ристемы и ее конструкцию.
Целью изобретения является повышение усилий натяжения, снижение энергозатрат на деформации и повышение точности прокатываемых полос.
Поставленная цель достигается тем что прокатный стан, включающий последовательно расположенные клети и устновленный в межклетевом промежутке с возможностью вертикального перемещения натяжной ролик, снабженный приводом этого перемещения, снабжен дополнительным натяжным роликом, расположенным в одной вертикальной плоскости с первым натяжным роликом и связанным с ним общими направляющими, расположенными по обе стороны от оси прокатки.
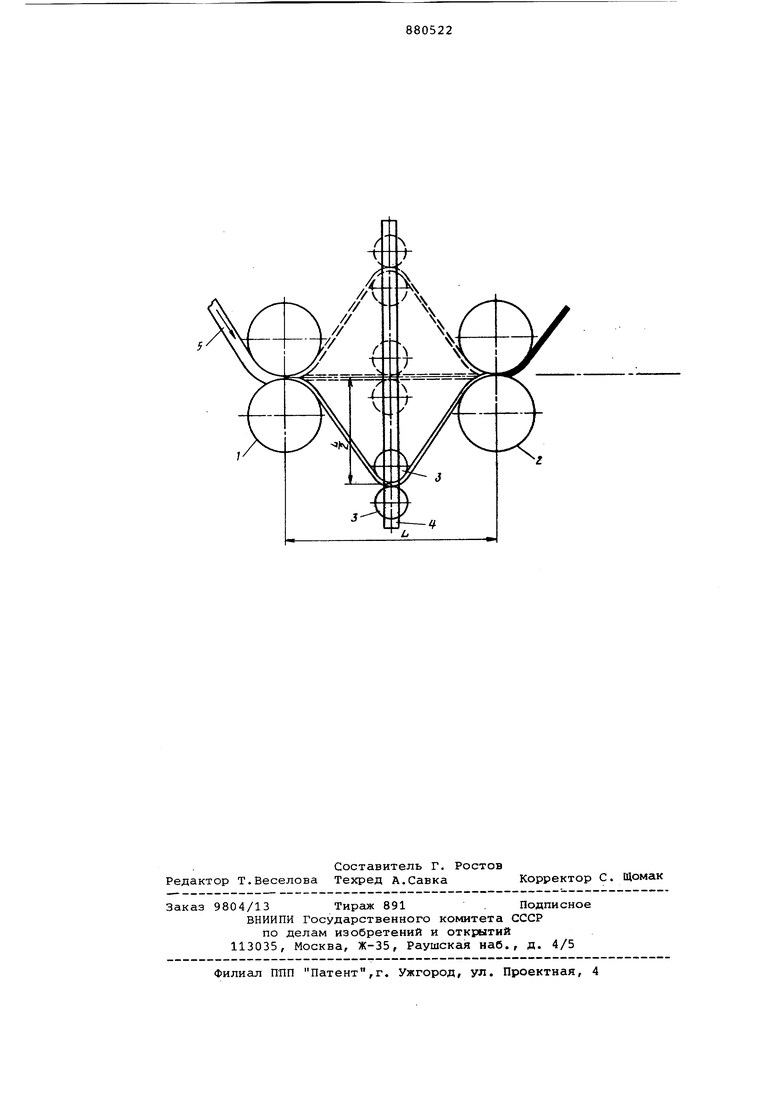
На чертеже приведена схема прокатного стана.
Прокатный стан состоит из ряда последовательно расположенных прокатных клетей с рабочими валками 1 и 2 первого натяжного и дополнительного натяжного роликов 3, расположенных в одной вертикальной плоскости на направляющих 4 и связанных с приводом для их перемещения в вертикально плоскости (на чертеже не показан).
Прокатный стан работает следующим образом.
При заправке полосы в стан натяжные ролики 3 устанавливаются симметрично относительно оси прокатки и выходящая из предыдущей 1 клети полоса ,5 заправляется в ролики 3 и последующую 2 клеть. В установившемся режиме натяжные ролики перемещаются вверх или вниз по направляющей с помощью привода и фиксируются на заданном расстоянии от оси прокатки. Выбор расстояния перемещения натяжных роликов с заправленной в них полосой вверх или вниз при установившемся процессе производится, исходя из необходимого режима натяжения.
Предлагаемый прокатный стан обладает преимуществами по сравнению с известными, поскольку обеспечивает возможность регулирования режима натяжения в широких пределах. Это обеспечивается тем, что натяжные рАпики, перемещаясь по направляющим в вертикальной плоскости вверх или вниз относительно оси прокатки в широких пределах, изменяют площадь контакта прокатываемого металла с поверхностью валков. Тзким образом контакт металла с валком вне очага деформации (фиг. 1) приводит к появлению дополнительных активных сил трения, обуславливающих увеличение натяжения в межклетевом промежутке в широких пределах. Возникающие в результате внеочагового контакта металла с валком силы трения не приводят к повышению работы деформа:ции, а высокое удельное натяжение снижает энергозатраты на деформацию, так как уменьшается давление металла на валки, что в свою очередь обеспечивает снижение упругих деформаций клети и валков., а это положительно сказывается на точности прокатываемых полос и обеспечивает возможность прокатки полос в минусовом поле допусков.
0 Кроме того, конструкция данного прокатного стана обеспечивает возможность регулирования износа прокатных, валков в ТЕИроких пределах в процессе прокатки, и, следовательно, точности
5 прокатываемых полос, поскольку обеспечивается возможность частичного охвата полосой поочередно любого из рабочих валков непосредственно в процессе прокатки. Использование указанного преимущества особенно эффективно в случае работы стана в режиМе бесконечной прокатки полосы.
Формула изобретения
Непрерывный прокатный стан,преимущественно полосовой, включающий последовательно расположенные прокатные клети, установленный в межклетевом
промежутке с возможностью вертикального перемещения натяжной ролик, снабженный приводом этого перемещения, отличающийся тем, что, с целью создания значительных усилий
натяжения, снижения энергозатрат на деформацию и повышения точности прокатываемых полос, он снабжен дополнительным натяжным роликом, расположенным в одной вертикальной плоскости с первым натяжным роликом и связанным с
ним общими направляющими, расположенными по обе стороны от оси прокатки.
Источники информации, принятые во внимание при экспертизе
1.Патент СССР № 624564, кл. В 21 В 1/26, 1970.
2,Авторское свидетельство СССР № 302148, кл. В 21 В 39/08, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Непрерывный полосовой прокатный стан | 1990 |
|
SU1827301A1 |
| Способ автоматического регулирования ширины горячекатаных полос | 1990 |
|
SU1722636A1 |
| Непрерывный прокатный стан | 1979 |
|
SU858955A1 |
| Петледержатель непрерывного прокатного стана | 1986 |
|
SU1405930A1 |
| Устройство для непрерывной прокатки с натяжением | 1985 |
|
SU1258520A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСОВОЙ СТАЛИ | 2004 |
|
RU2254944C1 |
| Петледержатель непрерывного стана горячей прокатки полосы | 1983 |
|
SU1122388A1 |
| Система регулирования толщиныпОлОСы | 1979 |
|
SU829236A1 |
| Натяжной ролик полосового прокатного стана | 1986 |
|
SU1380818A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ЧЕРНОВОЙ ГРУППЕ КЛЕТЕЙ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2012 |
|
RU2494828C1 |