Изобретение относится к прокатному производству и может быть использовано в станах горячей и холодной прокатки черных и цветных металлов и сплавов, а также для прокатки неметаллических материалов.
Известен способ прокатки (патент РФ № 2139153), согласно которому распределенное вдоль бочек валков усилие прокатки создают с помощью электромагнитных сил притяжения или отталкивания, размещая последние во внешнем электромагнитном поле поперек вектора магнитного потока. Согласно известному способу горизонтальные оси валков совпадают с осями симметрии полюсов электромагнитов, и, в этом случае, силы притяжения валков к полюсам практически параллельны плоскости прокатки. По этой причине валки притягиваются к противоположным полюсам, не создавая усилия прокатки.
Известен также способ продольной прокатки и клеть для его осуществления (патент РФ № 2146971). Согласно способу валки размещают во внешнем электромагнитном или магнитном поле таким образом, что вектор поля направлен вдоль диаметральной плоскости валка, параллельной плоскости прокатки. При этом по валкам пропускают электрический ток. Распределение давления на валки осуществляют путем изменения плотности магнитного потока вдоль образующей бочек валков. Усилие прокатки создают за счет использования сил притяжения валков и сил отталкивания валков. Для создания силы притяжения валков полюса электромагнитов или магнитов располагают между диаметральной плоскостью валка и плоскостью прокатки. Для создания силы отталкивания валков электромагниты или магниты устанавливают по отношению друг к другу одноименными полюсами с возможностью их поворота в горизонтальной плоскости. Прокатная клеть, согласно изобретению, снабжена по меньшей мере одной парой нажимных валков. Нажимные валки установлены с возможностью свободного перемещения в вертикальной плоскости и размещены между полюсами электромагнитов или магнитов.
Недостатками известного технического решения является невысокая точность регулировки толщины полосы в процессе прокатки.
Известна прокатная клеть (патент РФ № 2138346), которая снабжена двумя постоянными магнитами, установленными по контуру соприкосновения по отношению друг к другу одноименными полюсами, один из которых установлен вплотную к нажимному валку, а другой - вплотную к станине клети, причем оба магнита оснащены катушками возбуждения для намагничивания, размагничивания, перемагничивания и нейтрализации магнитных полей, а также гидроцилиндрами подъема и опускания отталкивающих магнитов. Прокатная клеть, согласно изобретению, включает станину, выполненную из немагнитного материала, рабочие и нажимные валки, привод валков и электромагнитную систему, при этом валки установлены с возможностью перемещения в вертикальной плоскости. Недостатком известного нажимного устройства является невозможность использования его при модернизации существующих прокатных клетей, оборудованных нажимными винтами с электромеханическим приводом и гидронажимными устройствами, непосредственно воздействующими на валки через подушки.
Известна прокатная клеть (патент РФ № 2166390), содержащая станину, валки, привод валков, магнитопроводы, катушки возбуждения и источник постоянного тока, выполненная в виде, по крайней мере, одной пары постоянных втяжных электромагнитов (магнитов), установленных по обе стороны относительно плоскости прокатки между диаметральными плоскостями валков, вмонтированных в электромагниты, подушки валков расположены в магнитопроводах с возможностью вертикальных перемещений, а магнитопроводы жестко соединены с основанием при помощи стоек, выполненных из немагнитного материала. В известной прокатной клети валки монтируются непосредственно в магнитопроводах, которые со стойками и основанием представляют жесткую систему. Валки установлены в кольцевом пазу магнитопроводов с зазором для свободного перемещения в вертикальной плоскости в направляющих. Рабочие валки расположены в прямоугольных пазах, выполненных во внутренних магнитопроводах электромагнитов. Вертикальные перемещения подушек валков обеспечиваются за счет зазоров между направляющими и подушками.
Общим недостатком известных конструкций прокатных клетей является невозможность предотвращения при прокатке полос горизонтальных перемещений валков с подушками при цикличных изменениях переднего и заднего натяжения полосы. В результате таких перемещений подушки нажимных и рабочих валков в пределах рабочих зазоров совершают удары по станине, которые вызывают вибрацию элементов прокатной клети. При возникновении резонансных частот вибрация валков приводит к появлению на полосе дефекта «ребристость», а также к разнотолщинности полосы в результате изменения зазора между рабочими валками. Кроме того, при потере устойчивости валков, происходит их пробуксовка относительно друг друга или относительно прокатываемой полосы, что вызывает изменение режима обжатий и снижение качества готового проката.
Целью изобретения является повышение устойчивости рабочих и нажимных валков (включая промежуточные валки) в процессе прокатки, а также обеспечение управления положением валков относительно друг друга, например, при скрещивании валков, с целью придания полосе определенного профиля.
Указанна цель достигается тем, что прокатная клеть, включающая станину, рабочие, промежуточные, нажимные и/или опорные валки, подушки валков, электромеханические, гидравлические и/или электромагнитные нажимные устройства для создания усилия прокатки, изгиба, противоизгиба и скрещивания валков, отличающаяся тем, что она снабжена постоянными магнитными плитами, установленными на вертикальных торцевых плоскостях подушек, и электромагнитами, включающими магнитные плиты, охваченные катушками нейтрализации постоянных магнитов, установленными напротив них на внутренних вертикальных плоскостях окна станины с возможностью размещения их относительно друг друга одноименными полюсами по схеме S-S или N-N или одноименными и разноименными полюсами по схеме S-S N-N, при этом при размещении их относительно друг друга одноименными полюсами подушки валков выполнены с возможностью принятия нейтрального положения и установки их в одной плоскости, перпендикулярной плоскости прокатки, а при размещении их относительно друг друга одноименными и разноименными полюсами подушки валков выполнены с возможностью перемещения в одну или в разные стороны по отношению к внутренним вертикальным плоскостям окна станины или прижатия к ним вплотную, причем магнитные плиты и катушки нейтрализации снабжены устройствами для регулирования величины взаимодействующих магнитных потоков. Кроме того, магнитные плиты состоят из нескольких коаксиально установленных секций, а наружная поверхность магнитных плит имеет форму вогнутой линзы с фокусом, лежащим на одной оси с центром тяжести валкового узла.
Описание чертежей.
Фиг.1 Схема прокатной клети - вид спереди.
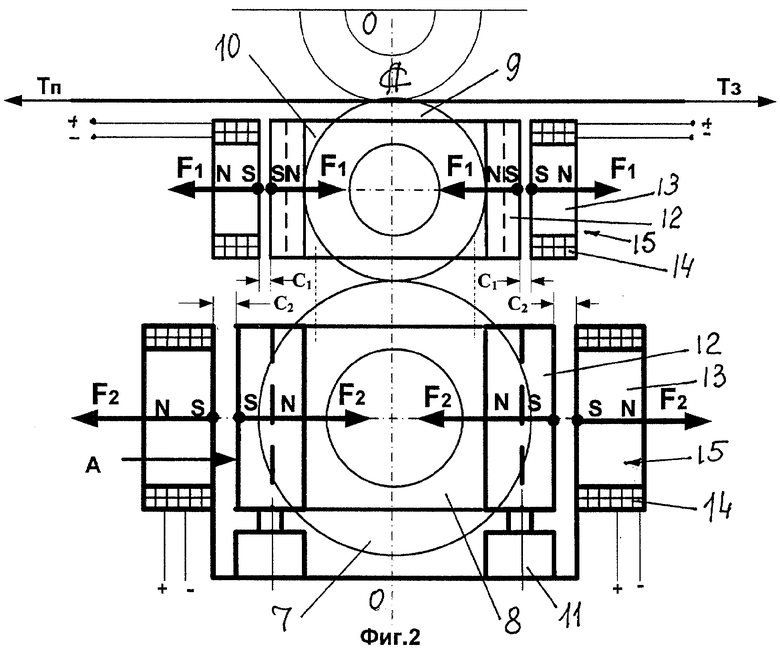
Фиг.2 Схема магнитных сил, действующих на подушки рабочих и нажимных или опорных валков при равенстве сил F1 и F2 отталкивания подушек от вертикальных плоскостей окна станины, при схеме полюсов в зазорах C1 и С2 «S-S» с установкой подушек валков в одной (нейтральной) плоскости O-O, перпендикулярной плоскости прокатки.
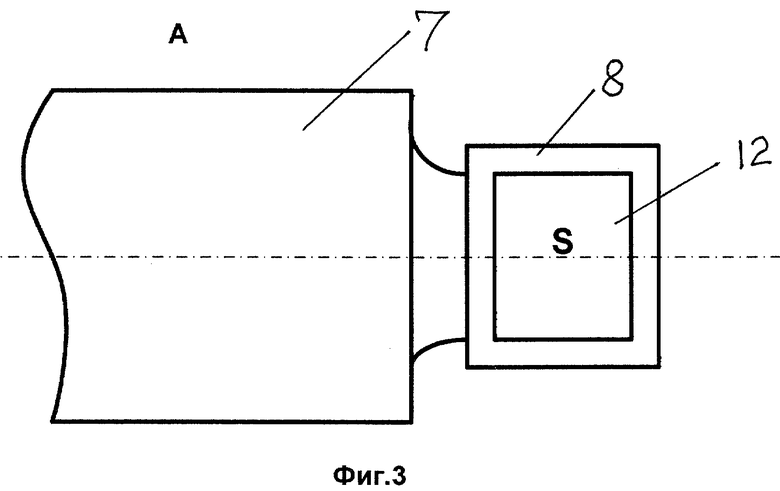
Фиг.3 Вид А на магнитную плиту, вмонтированную в корпус подушки.
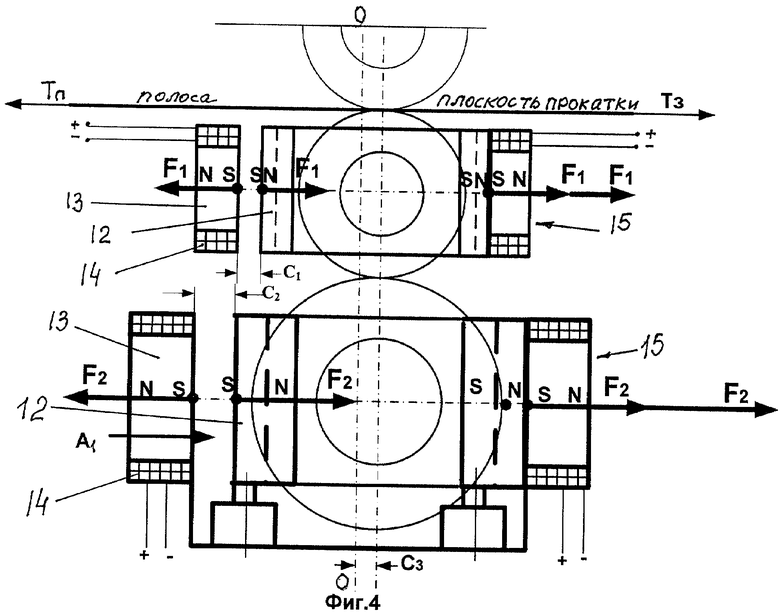
Фиг.4 Схема магнитных сил, действующих на подушки рабочих и нажимных или опорных валков при равенстве (или неравенстве) сил F1 и F1 отталкивания подушек от левой вертикальной плоскости окна станины, при схеме полюсов в зазорах C1 и С2 «S-S» и сил F1 и F2 притяжения подушек к правой вертикальной плоскости окна станины, при схеме полюсов в зазорах C1=С2≈0 «N-S», когда подушки всех валков или часть подушек валков прижата к плоскости окна станины клети справа, но не входят в механический контакт со станиной, с установкой подушек валков в плоскости, параллельной плоскости O-O, перпендикулярной плоскости прокатки, с эксцентриситетом С3.
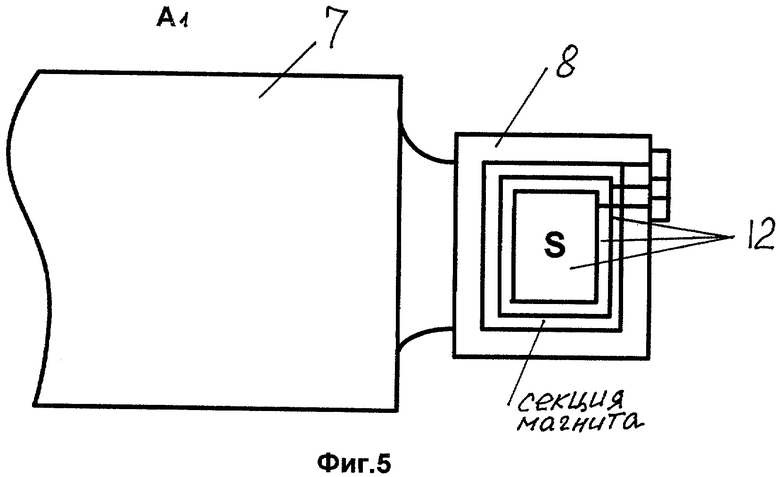
Фиг.5 Вид Б на многосекционную магнитную плиту, вмонтированную в корпус подушки, в том числе, плиту с наружной формой поверхности в виде вогнутой линзы, у которой фокус совпадает с центром тяжести валкового узла.
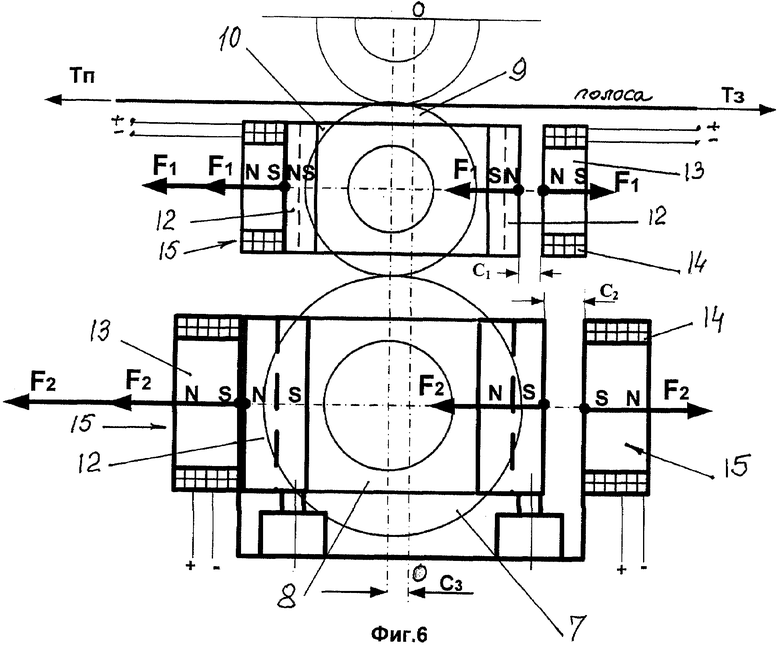
Фиг.6 Схема магнитных сил, действующих на подушки рабочих и нажимных или опорных валков при равенстве (или неравенстве) сил F1 и F2 отталкивания подушек от правой вертикальной плоскости окна станины, при схеме полюсов в зазорах C1 и С2 «S-S» и сил F1 и F2 притяжения подушек к левой вертикальной плоскости окна станины, при схеме полюсов в зазорах C1=C2≈0 «N-S», когда подушки всех валков или часть подушек валков прижата к плоскости окна станины клети слева, но не входят в механический контакт со станиной, с установкой подушек валков в плоскости, параллельной плоскости O-O, перпендикулярной плоскости прокатки, с эксцентриситетом С3.
Предлагаемые магнитные системы отталкивания и притяжения подушек валков позволяют настраивать валковые узлы на различные схемы расположения валков относительно друг друга, в том числе, и на различные углы скрещивания валков в процессе прокатки для корректировки профиля полосы, уменьшения разнотолщинности и исключения вибрации полосы при появлении негативных факторов: изменения натяжений, обжатия, усилия прокатки и др.
Описание конструкции прокатной клети
Прокатная клеть содержит станину 1, верхний нажимной или опорный валок 2, подушки 3 верхнего нажимного или опорного валка 2, верхний рабочий валок 4, подушки 5 верхнего рабочего валка 4, верхнее нажимное электромеханическое, гидравлическое или электромагнитное устройство 6 для получения усилия прокатки, изгиба и противоизгиба валков 2 и 4, нижний нажимной или опорный валок 7, подушки 8 нижнего нажимного или опорного валка 7, нижний рабочий валок 9, подушки 10 нижнего рабочего валка 9, нижнее нажимное электромеханическое, гидравлическое или электромагнитное устройство 11 для получения усилия прокатки, изгиба и противоизгиба валков 7 и 9, постоянные магнитные плиты 12.
Наружные поверхности постоянных магнитных плит 12 выполнены плоскими или в форме вогнутых линз, с фокусами, лежащими на одной оси с центрами тяжести валковых узлов (не показаны), или постоянные магнитные плиты 12 выполнены в виде отдельных секций, коаксиально установленных относительно друг друга. Напротив них, на внутренних вертикальных плоскостях окна станины 1 установлены магнитные плиты 13, охваченные катушками нейтрализации 14 или электромагниты 15. Постоянные магнитные плиты 12 и 13 или электромагниты 15 установлены по отношению друг другу одноименными полюсами по схемам «S-S» или «N-N» с возможностью принятия подушками 3, 5, 8, 10 нейтрального положения, и, в этом случае, подушки 3, 5, 8, 10 валков 2, 4, 7, 9 устанавливаются в одной плоскости O-O, перпендикулярной плоскости прокатки, или будучи установленными одноименными и разноименными полюсами по схемам «S-S» и «N-S» или «N-N» и «S-N» перемещаются в одну или разные стороны по отношению к внутренним вертикальным плоскостям окна станины 1, с эксцентриситетом С3.
Принцип действия прокатной клети
В качестве примера рассмотрим случай, когда нижний рабочий валок 9 расположен со смещением С3 к входной стороне клети (стана) относительно нижнего нажимного (опорного) валка 7 и со смещением С3 к выходной стороне клети 1 (стана) относительно верхнего нажимного (опорного) валка 2. В этом случае заднее натяжение полосы больше переднего. Для выполнения этого условия необходимо напротив магнитных плит 13 установить магнитные плиты 12 в подушке 5 верхнего рабочего валка 4 и в подушке 10 нижнего рабочего валка 9 по схеме, показанной на фиг.2 (схема «S-S»), установив их подушки симметрично относительно плоскости O-O (С3=0). Одновременно необходимо напротив магнитных плит 13 установить нижний нажимной валок 7 по схеме, показанной на фиг.6, а верхний нажимной валок 2 установить по схеме, показанной на фиг.4. Если принять, что диаметр нижнего рабочего валка 9 превышает диаметр верхнего рабочего валка 4, то в результате нижний рабочий валок 9 будет постоянно поджат по направлению к входной стороне клети 1 (стана) в процессе прокатки. Здесь имеет место схема S-S и S-S - для нижнего рабочего валка 9 и схема S-N и S-S для нижнего нажимного валка 7.
В качестве альтернативного примера рассмотрим случай, когда нижний рабочий валок 9 расположен со смещением С3 к выходной стороне клети (стана) относительно нижнего нажимного (опорного) валка 7 и со смещением С3 к входной стороне клети 1 (стана) относительно верхнего нажимного (опорного) валка 2. В этом случае переднее натяжение полосы больше заднего.
Для выполнения этого условия необходимо напротив магнитных плит 13 установить магнитные плиты 12 в подушке 5 верхнего рабочего валка 4 и в подушке 10 нижнего рабочего валка 9 по схеме, показанной на фиг.2 («S-S»), установив их подушки симметрично относительно плоскости O-O (С3=0). Одновременно необходимо напротив магнитных плит 13 установить нижний нажимной валок 7 по схеме, показанной на фиг.4, а верхний нажимной валок 2 установить по схеме, показанной на фиг.6. Если принять, что диаметр нижнего рабочего валка 9 превышает диаметр верхнего рабочего валка 4, то в результате нижний рабочий валок 9 будет постоянно поджат по направлению к выходной стороне клети 1 (стана) в процессе прокатки.
Здесь имеет место схема S-S и S-S - для нижнего рабочего валка 9 и схема S-S и N-S для нижнего нажимного валка 7.
В процессе прокатки аналогичным способом можно скрещивать друг с другом любые пары валков, добиваясь нужного профиля полосы.
К достоинствам предлагаемой прокатной клети можно отнести возможность полного «гашения» вибраций элементов клети и полосы, обеспечение стабильности прокатки и возможности без больших затрат модернизировать существующие прокатные клети.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2310527C2 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ И КЛЕТЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146971C1 |
| СПОСОБ ПРОКАТКИ, ПРОКАТНАЯ КЛЕТЬ И НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2207925C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166390C2 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272685C1 |
| НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 2007 |
|
RU2348474C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2141880C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2149718C1 |
| СПОСОБ ПРОКАТКИ | 1998 |
|
RU2139153C1 |
Изобретение относится к прокатной клети. Прокатная клеть содержит станину, рабочие, промежуточные, нажимные и/или опорные валки, подушки валков, электромеханические, гидравлические и/или электромагнитные нажимные устройства для создания усилия прокатки, изгиба, противоизгиба и скрещивания валков, постоянные магнитные плиты, установленные на вертикальных торцевых плоскостях подушек, и электромагниты, включающие магнитные плиты, охваченные катушками нейтрализации постоянных магнитов, установленными напротив них на внутренних вертикальных плоскостях окна станины с возможностью размещения их относительно друг друга одноименными полюсами по схеме S-S или N-N или одноименными и разноименными полюсами по схеме S-S и N-S или N-N и S-N, при этом при размещении их относительно друг друга одноименными полюсами подушки валков выполнены с возможностью принятия нейтрального положения и установки их в одной плоскости, перпендикулярной плоскости прокатки, а при размещении их относительно друг друга одноименными и разноименными полюсами подушки валков выполнены с возможностью перемещения в одну или в разные стороны по отношению к внутренним вертикальным плоскостям окна станины или прижатия к ним вплотную, причем магнитные плиты и катушки нейтрализации снабжены устройствами для регулирования величины взаимодействующих магнитных потоков. Кроме того, магнитные плиты могут состоять из нескольких коаксиально установленных секций, а наружная поверхность магнитных плит может иметь форму вогнутой линзы с фокусом, лежащим на одной оси с центром тяжести валкового узла. Обеспечивается повышение устойчивости валков в процессе прокатки. 2 з.п. ф-лы, 6 ил.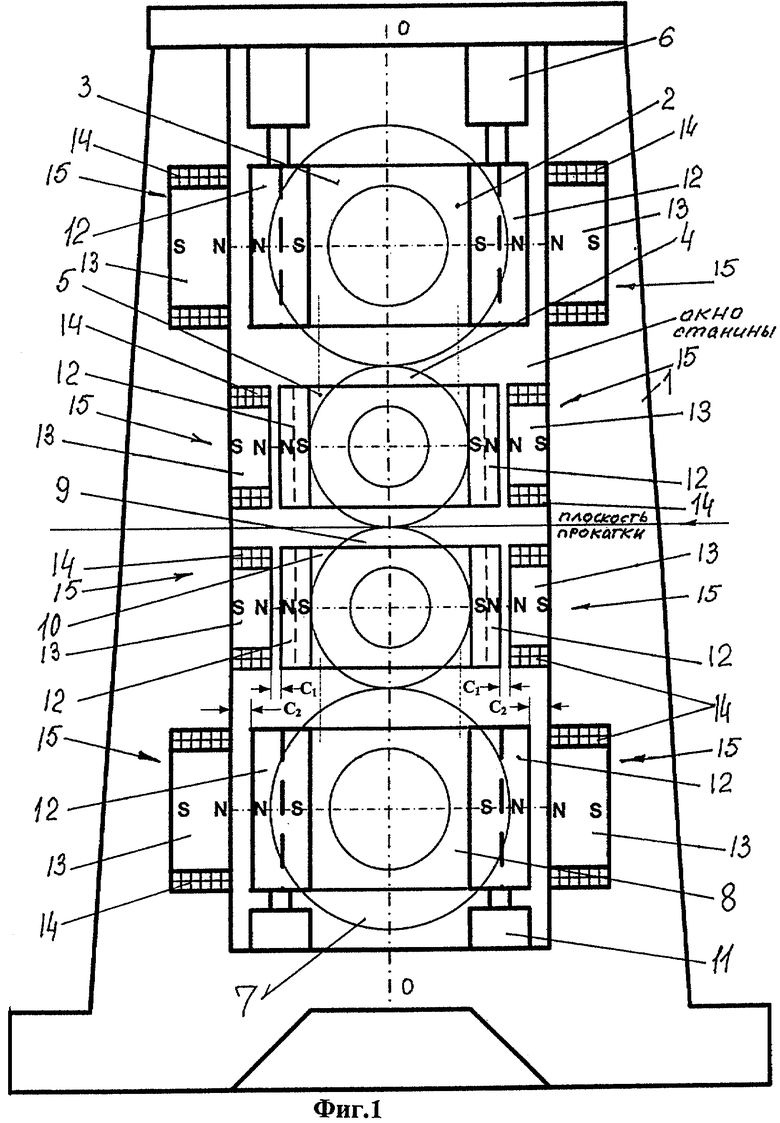
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166390C2 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ И КЛЕТЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146971C1 |
| СПОСОБ ПРОКАТКИ | 1998 |
|
RU2139153C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| Способ продольной прокатки | 1977 |
|
SU737032A1 |
| Способ пластической деформации металлических листов | 1990 |
|
SU1784289A1 |
| DE 4243599 A, 23.06.1994 | |||
| СТЕРЕОТАКСИЧЕСКИЙ АППАРАТ | 0 |
|
SU383450A1 |

