Изобретение относится к трубопрокатному производству, а точнее к горячей прокатке бесшовных труб и может быть использовано в редукционных (калибровочных) станах.
Целью изобретения является интенсификация правки концевой кривизны труб. ,
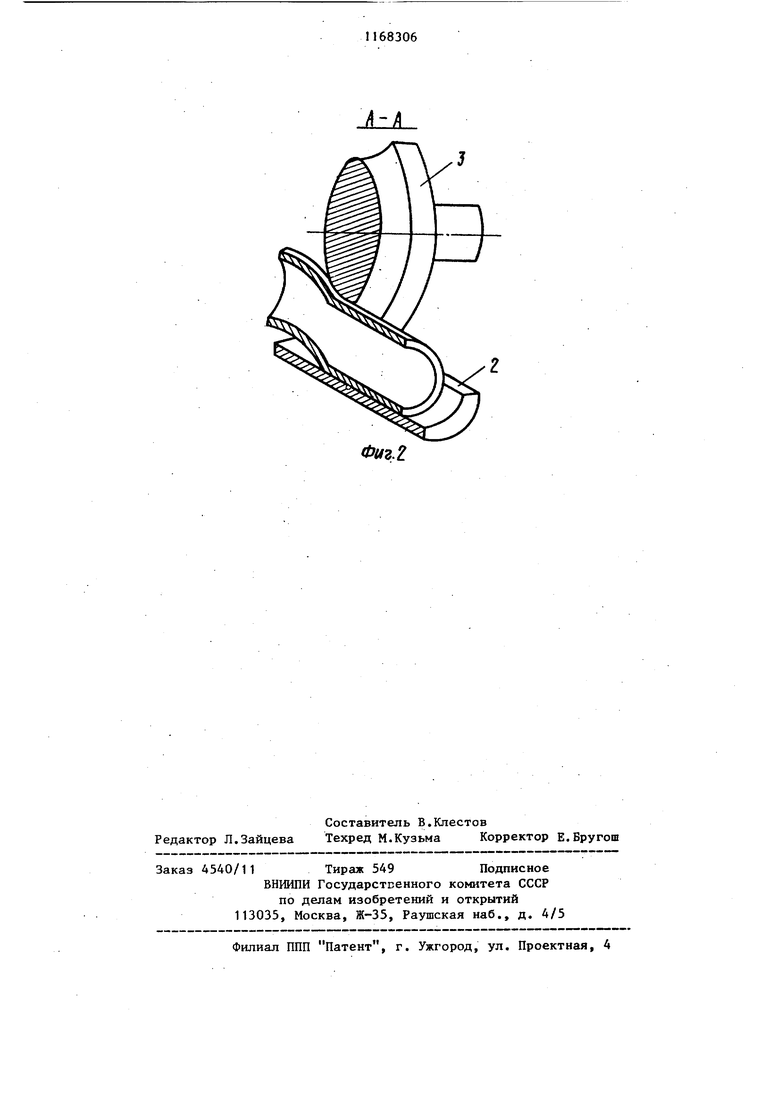
На фиг. 1.схематично показан технологический инструмент редукционного стана, на фиг. 2 - правильный калибр, разрез А-А на фиг. 1.
Технологический инструмент включает черновые калибры 1 (на фиг. 1 изображены только два последних черн вых калибра), образованные двумя ручьевыми валками, правильные калибры, содержащие неподвижную линейку 2 и приводной ручьевой валок 3 и .чистовые калибры 4, образованные двумя ручьевыми валками.
Работу технологического инструмента рассмотрим на примере калибровочного стана трубопрокатного агрегата с пилигримовым станом 5-12, инструмент которого состоит из трех черновых, двух правильных и двух чистовых калибров. Диаметр бочки приводного валка правипьных калибров D 750 мм. Длина неподвижной линей ки равна диаметру бочки приводного валка Ъд 750 мм.
Прямолинейность образующей трубы при производстве обсадных труб оговаривается ГОСТом, где допускается кривизна 1,3 мм на погонный метр трубы.
В связи с этим диаметр правильного калибра принимаем равным D . DH 1,3 мм, где DJ; - диаметр чистового (калибрующего) калибра. В рассматриваемом примере диаметр чистового калибра Вц 250,5 мм, следовательно D D 4- 1,3 250,5 + 1,3 251,8 мм.
Горячая полая заготовка подается в черновые калибры 1, в которых деформируется по диаметру и толщине стенки. Выходя из черновых калибров, труба поступает в правильные калибры, где производится правка концевой кривизны труб. При этом, если труба имеет искривление в направлении вершины приводного валка 3 первого правильного калибра, то валок прижимает искривленную часть трубы к ли,нейке, перемещаясь по которой труба правится. Если искривление трубы направлено в сторону дна линейки первого правильного калибра, то правка производится во втором правильном калибре, первый калибр труба проходит без .правки.
Если труба, выходя из черновых калибров, не имеет искривления, то правильные калибры воздействия на нее не производят и труба поступает в чистовые калибры 4, которые придают поперечному сечению трубы круглую форму, на прямолинейность трубы эти калибры влияния не оказывают.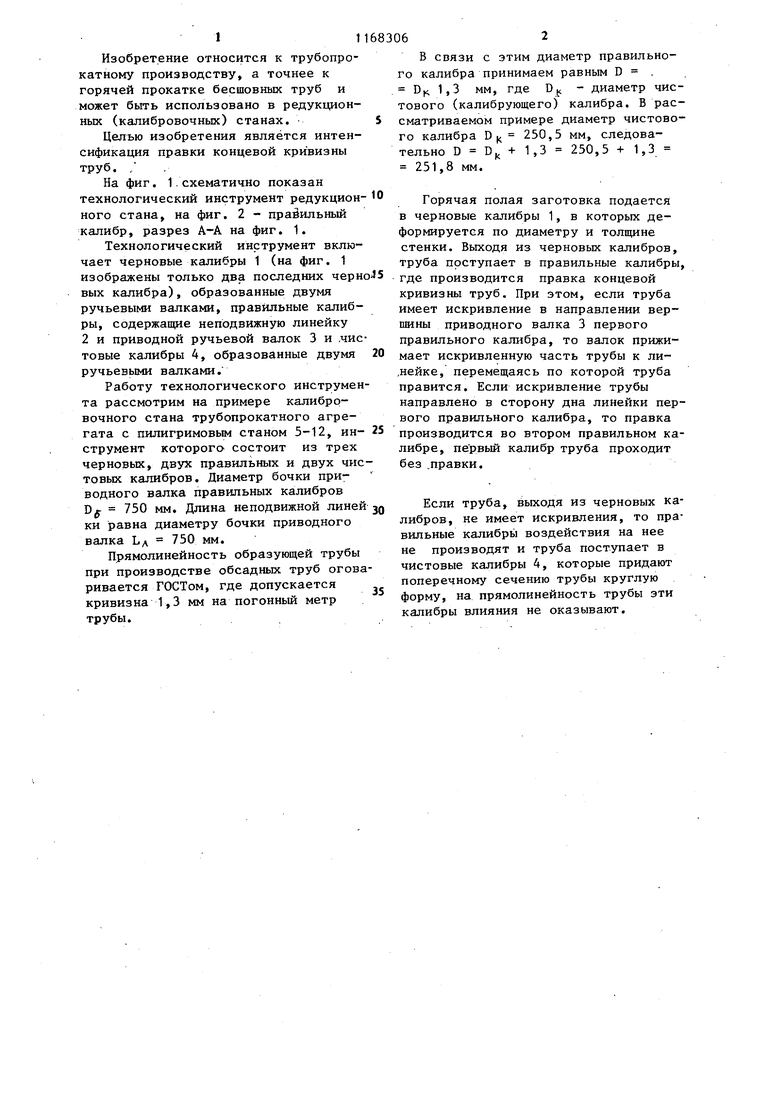
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент редукционного стана | 1986 |
|
SU1344437A1 |
| Способ настройки многоклетевого стана продольной безоправочной прокатки труб | 1983 |
|
SU1105254A1 |
| Способ настройки редукционного стана | 1981 |
|
SU952395A1 |
| Технологический инструмент для продольной прокатки труб | 1981 |
|
SU973199A1 |
| Технологический инструмент стана продольной прокатки | 1986 |
|
SU1355304A1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ ДИАМЕТРОМ ОТ 273 ДО 630 мм | 2013 |
|
RU2533614C1 |
| СПОСОБ НАСТРОЙКИ КОСОВАЛКОВОЙ ПРАВИЛЬНОЙ МАШИНЫ ПРИ ПРАВКЕ ТРУБ С ТЕМПЕРАТУРОЙ 500-700°C | 2009 |
|
RU2406582C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2012 |
|
RU2489221C1 |
| СПОСОБ ПРОКАТКИ ТРУБ С ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 1993 |
|
RU2068450C1 |
| ТЕХНОЛОГИЧЕСКИЙ КАЛИБРУЮЩИЙ ИНСТРУМЕНТ | 2004 |
|
RU2270066C1 |
ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ РЕДУКЦИОННОГО СТАНА, включающий г . J Фиг.1 последовательно расположенные ручьевые калибры с переменным поперечным сечением, правильные калибры, каждьш из которых имеет приводной ручьевой валок, и чистовые ручьевые калибры постоянного поперечного сечения, отличающийся тем, что, с целью интенсификации правки концевой кривизны труб, каждый правильный калибр снабжен полуцилиндрической неподвижной линейкой по длине равной диаметру приводного ручьевого валка, и-имеет диаметр, составляющий 1,005-1,015 диаметра чистового калибра, при этом в соседних калибрах линейки размещены по разные стороны от оси инструмента. (/) О 00 СО О Од 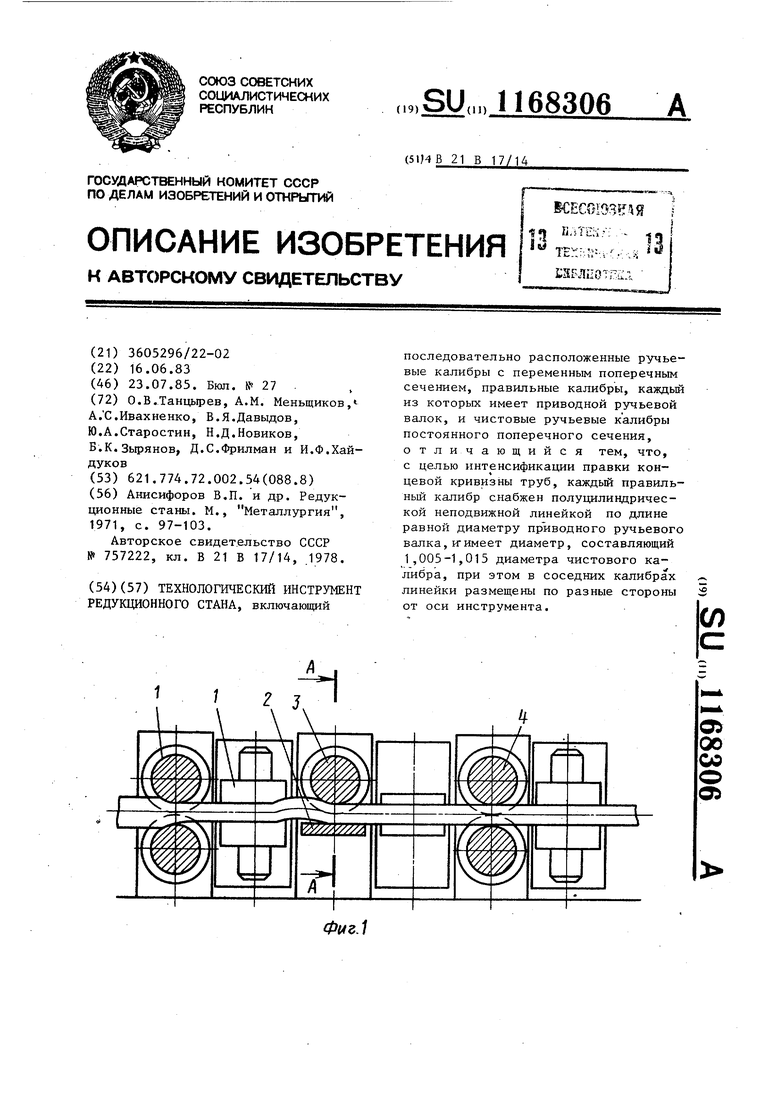
| Анисифоров В.П | |||
| и др | |||
| Редукционные станы | |||
| М., Металлургия, 1971, с | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Авторское свидетельство СССР № 757222, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
