Изобретение относится к металлообработке с образованием сливной стружки, в частности к определению минимально допустимого коэффициента стружкоэапоянення стружечных канавок протяжек. Цель изобретения - повышение качества обраЬотки, снижение, усилий и вибрации при резании за счет улуч шения условий стружкообразования и заполнения стружечной канавки. На чертеже показана схема реализ ции способа. Зуб протяжки 1 высотой h срезает стружку 2 с обрабатываемой детали 3 при этом длина обрабатываемой детали-; ,а, размер стружки неувели ченной толщины; а, - размер стружки увеличенной толщины. В процессе протягивания при- увеличении длины обрабатываемой детали стружка 2 вначале имеет определенную среднюю толщину а,, а затем тол щина стружки 2 резко возрастает до велш1ины а 2. Сущность способа определения коэфйшциента стружкозаполнйния стру жечных канавок протяжек заключается в следующем. Приготавливают детали с различной длиной. Последовательно протягивают их начатая с меньшей длины. Срезанные стружки промывают, просушивают и.исследуют, например, с помощью проектора. В качестве последней принимают ту стружку, на которой (первой из последних деталей) выявлена зона возрастания ее толщины. Измеряют коэффициент усадк для стружки, кроме последней по фор муле где Ё и Ij. - соответственно длина детали и длина стружки. Такое же значение коэффициента усадки принимается также и для последней стружки в ее части до зоны увеличения толщины стружки. Измеряют длину последней стружки от начала и до зрны, в которой увеличивается толщина стружки, она равна g. Минимально допустимый коэффициент стружкозаполнения рассчитывается как FK s,r,r где F - площадь стружечной канавки. С целью исключения влияния погрешности определения К целесообразно принимать большим на 0,2-0,3. Максимально допустимая длина обраб-атьшаемой поверхности детали рассчитывается как Р - Р moix 1 Большую погрешность определения получают, когда ее рассчитывают по формуле max , Е - длина последней детали; Sy длина утолщенной части стружки; , - коэффициент усадки, соответствующий этой длине. Для условий резания без нароста коэффициент усадки может рассчитываться с учетом толщины стружки. В этой связи для расчет.е. J- может быть использована тов К только последняя стружка, так как | определяется на этой же стружке (на ее длине до утолщения).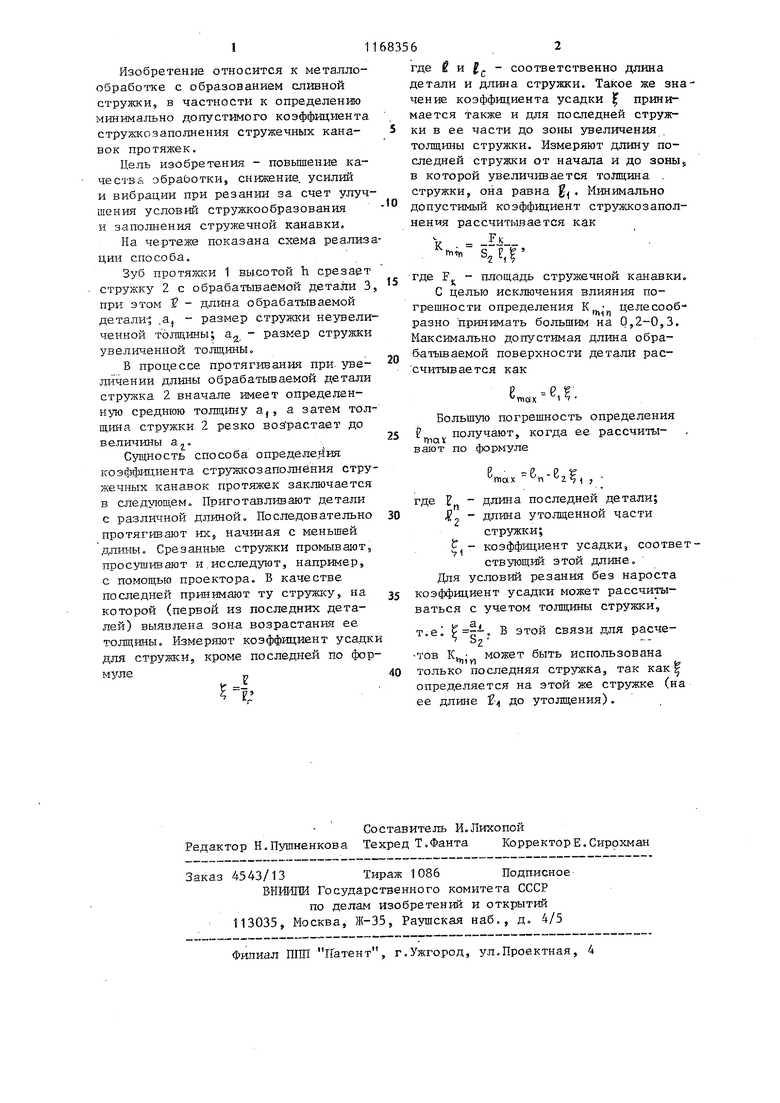
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
| СПОСОБ ПРОТЯГИВАНИЯ УШКОВ ДЕТАЛИ ТИПА "ВИЛКА РУЛЕВОГО УПРАВЛЕНИЯ" И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321477C1 |
| Устройство для протягивания пазов | 1983 |
|
SU1144809A1 |
| Устройство для протягивания отверстий | 1985 |
|
SU1346357A1 |
| СПОСОБ ПРОТЯГИВАНИЯ ПАЗОВ И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151031C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2018416C1 |
| Способ нарезания резьбы и инструмент для его осуществления | 2016 |
|
RU2634536C2 |
| Способ обработки отверстий | 1982 |
|
SU1060315A1 |
| Способ деформирующе-режущего протягивания | 1987 |
|
SU1493445A1 |
| Прошивка | 1989 |
|
SU1764866A1 |
СПОСОБ.ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА СТРУЖОЗАПОЛНЕНИЯ СТРУЖЧНЫХ КАНАВОК ПРОТЯЖЕК, основанный на выборе величины площади сечения стружечной канавки с последующим сравне нием с площадью продольного сечения слоя, срезаемого зубом протяжки, с учетом коэффициента усадки стружк отличающийся тем, что, с целью повышения качества обработки, снижения усилий и вибраций, способ осуществляют в несколько этапов, на каждом из которых увеличивают длину срезаемой стружки, выполняют замеры коэффициента усадки срез.аемой стружки, устанавливают длину стружки, на которой увеличивается коэффициент усадки, и рассчитывают минимально допустимый коэффициент ,ц стружкезаполнения Sz f площадь стружечной канавки протяжки; S.J - подъем на зуб; Е, - длина стружки от начала ее до зоны увеличения толщины; i - коэффициент усадки стружки на длине . t
| Ашихмин В.Н | |||
| Протягивание, М., Машиностроение, 1981, с | |||
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
