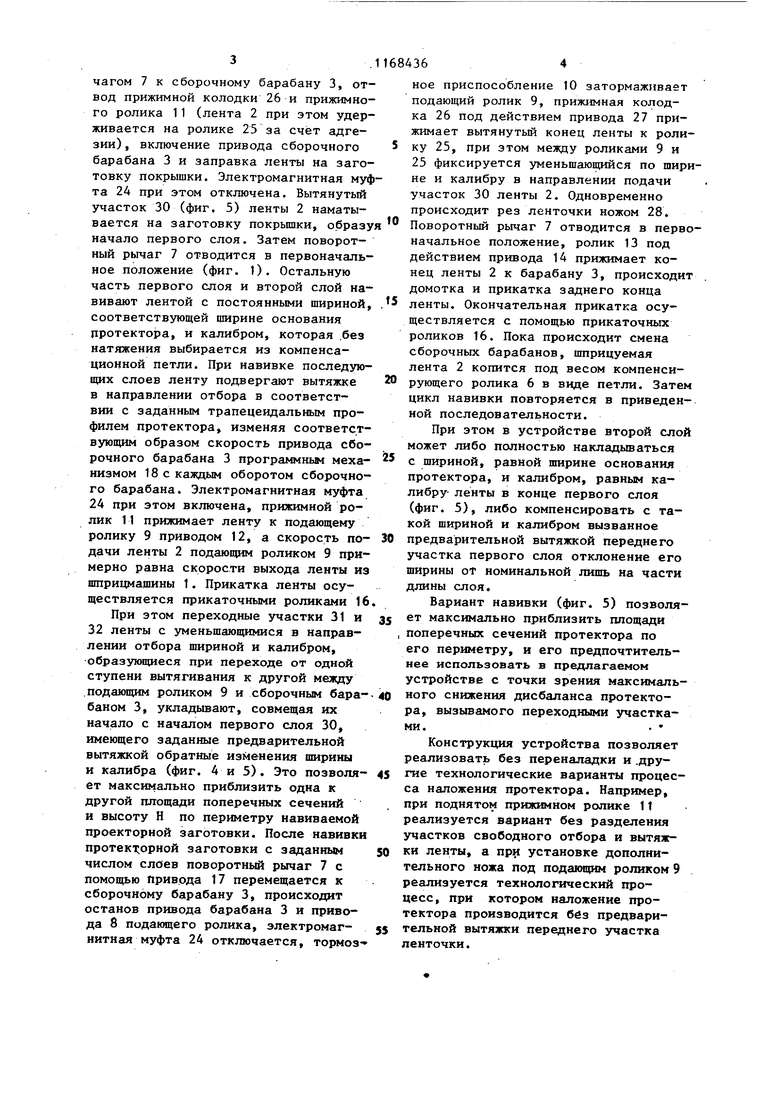
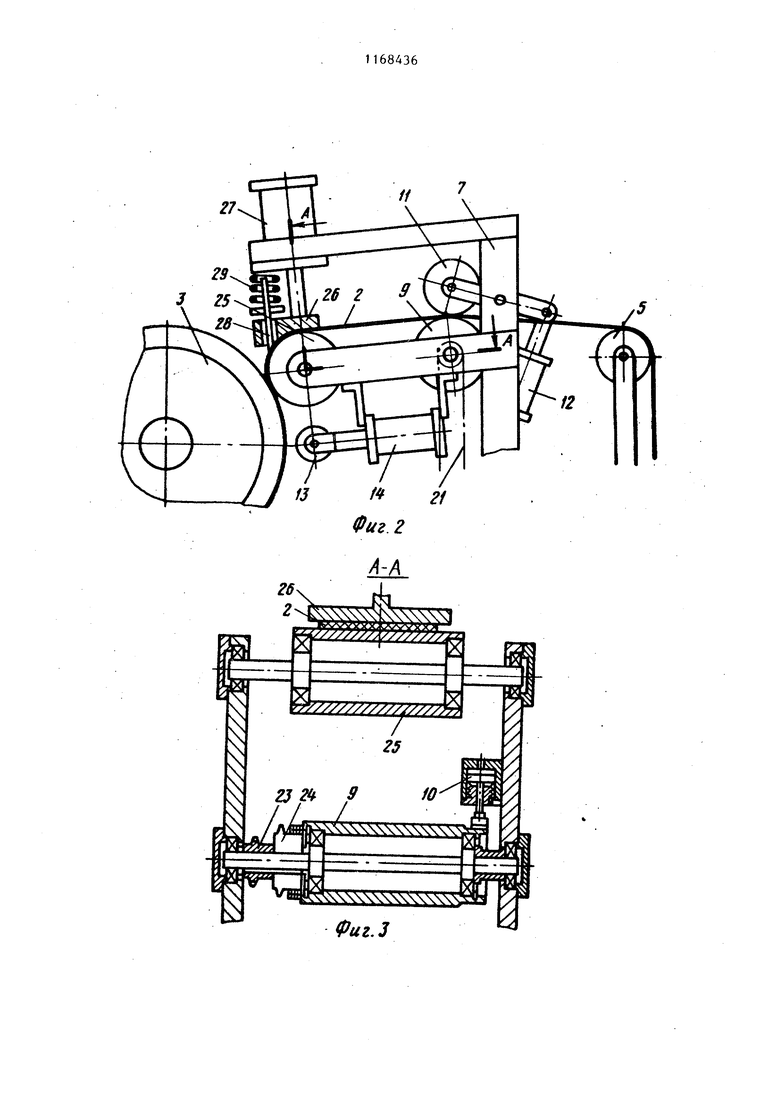
1 Изобретение относится к оборудованию для шинной промьшшенности и шиноремонтной промьппленности, предназначено для изготовления протекто ных заготовок методом наривки широкой шприцеванной ленты на каркас .со бираемой покрышки, брекерный брасле или ремонтируемую покрышку и являет ся усовершенствованием устройства по авт. св. № 1034921. Цель изобретения - расширение технологических возможностей устройства. На фиг. 1 изображено предлагаемо устройство, общий вид; на фиг. 2 механизм для фиксации; на фиг. 3 разрез А-А на фиг. 2; на фиг. 4 схема навивки ленточки; на фиг. 5 развертка по Б-Б на фиг. 4. Устройство содержит питатель в виде шприцмашины 1, шприцующей ленточную заготовку 2 (фиг. 1), сбороч ный барабан 3 с приводом его вращения (не показан), поддерживающие ро лики 4 и 5, компенсирующий ролик 6, установленньм на поворотном рычаге и кинематически связанный с приводом 8, подающий ролик 9 с .тормозным приспособлением 10 (фиг. 3), пр жимной ролик 11с приводом 12 его . поджатия к подающему ролику 9, роли 13 с.приводом 14, приводимые от пне моцилиндров 15 прикаточные ролики 1 привод 17 для качания рычага 7 и пр граммный механизм 18 (фиг.1). Кинематическая связь подающего олика 9 с приводом 8 выполнена в виде редук тора 19, цепных передач 20 и 21, звездочек 22 и 23 и электромагнитной муфты 24 (фиг. 3). Устройство содержит также механизм для фиксации переднего по коду подачи ленточки участка, вьшолненмый в виде смонтированного на поворотном рычаге 7 между барабаном 3 и подающим роликом 9 свободно вращающегося ролика 25 и установленной над ним прижимной колодки 26, частично охватьгоающей поверхность ролика 25 и связанной с приводом 27 ножа 28 для поперечной резки ленточ ки 2, причем нож 28 установлен над роликом 25 механизма для фиксации и подпружинен относительно прижимной колодки 26 пружиной 29 (фиг. 2). . При этом нож 28 и прижимная колодка 26 имеют покрытие, выполненное из материала, обладающего малой 6 адгезией к резиновым смесям, например фторопласта. Перед циклом навивки протекторных заготовок осуществляется наладочный режим работы устройства, который заключается в следующем. При включенной шприцмашине 1 переднюю кромку шприцуемой ленточной заготовки 2 через поддерживающие 4 и 5 и компенсирующий 6 ролики пропускают между роликами 9 и 11 под прижимную колодку 26 на ролик 25, колодку прижимают и после образования под весом ролика 6 из ленточной заготовки 2 необходимой петли провиса поворотный рычаг 7 приводом 17 перемещают к сборочному барабану 3 и прижимают ролик 25 к поверхности барабана 3. При включенной электромагнитной муфте 24 и отведенном тормозном приспособлении 10 включают привод барабана 3, прижимную колодку 26 при этом отводят. Ленточка 2 начинает наматьшаться на барабан 3, прикаточные ролики 16 при этом отведены. Заданная вытяжка переднего конца ленты в наладочном режиме осуществляется за счет подбора скорости вращения барабана 3. Ролик 11 лоджат приводом 12 к поверхности ролика 9 и ограничивает длину участка вытяжки. Далее происходит останов привода барабана 3, одновременный прижим ленты колодкой 26 и ее рез на ролике 25 ножом 28. Под действием привода 27 прижимная колодка 26 прижимает вытянутый конец ленты к ролику 25, при этом между роликами 9 и 25 фиксируется уменьшающийся по .ширине и калибру в направлении подачи участок 30 ленты 2 (фиг. 4 и 5). Поворотный рычаг .7 отводят приводом 17, а намотанную на барабан при наладке резиновую смесь возвращают в загрузочную воронку шприцмашины 1. Шприцуемая лента 2 в это время копится под весом компенсирующего ролика 6 в виде петли. Устройство готово к работе (фиг. 1). Далее работа устройства производится в автоматическом режиме в виде последовательно чередующихся технологических циклов, которые осуществляются следующим образом. Как только шприцуемая лента 2 под весом компенсирующего ролика 6 образует необходимую петлю провиса, происходит подача ленты поворотным рычагом 7 к сборочному барабану 3, отвод прижимной колодки 26 и прижимного ролика 11 (лента 2 при этом удерживается на ролике 25 за счёт адгезии) , включение привода сборочного барабана 3 и заправка ленты на заготовку покрышки. Электромагнитная муфта 24 при этом отключена. Вытянутый участок 30 (фиг. 5) ленты 2 наматывается на заготовку покрышки, образу начало первого слоя. Затем поворотный рычаг 7 отводится в первоначальное положение (фиг. 1). Остальную часть первого слоя и второй слой навивают лентой с постоянными шириной, соответствующей ширине основания Протектора, и калибром, которая .без натяжения выбирается из компенсационной петли. При навивке последующих слоев ленту подвергают вытяжке в направлении отбора в соответствии с заданным трапецеидальным профилем протектора, изменяя соответствующим образом скорость привода сборочного барабана 3 программным механизмом 18 с каждым оборотом сборочного барабана. Электромагнитная муфта 24 при этом включена, прижимной ролик 11 прижимает ленту к подающему ролику 9 приводом 12, а скорость подачи ленты 2 подающим роликом 9 примерно равна скорости выхода ленты из шприцмащины 1. Прикатка ленты осуществляется прикаточными роликами 16
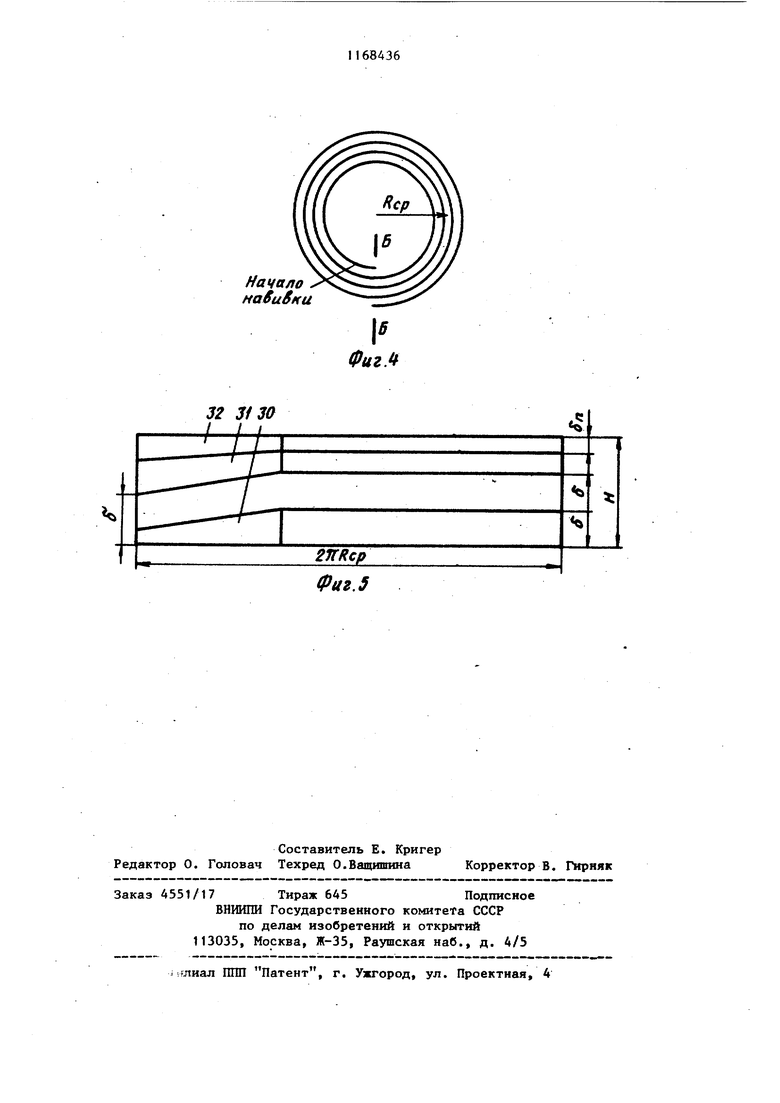
При этом переходные участки 31 и 32 ленты с уменьшающимися в направлении отбора шириной и калибром, образующиеся при переходе от одной ступени вытягивания к другой между .подающим роликом 9 и сборочным барабаном 3, укладывают, совмещая их начало с началом первого слоя 30, имеющего заданные предварительной вытяжкой обратные изменения ширины и калибра (фиг. 4 и 5). Это позволяет максимально приблизить одна к другой площади поперечных сечений и высоту Н по периметру навиваемой проекторной заготовки. После навивки протект;орной заготовки с заданным числом слоев поворотный рычаг 7 с помощью привода 17 перемещается к сборочному барабану 3, происходит останов привода барабана 3 и привода 8 подающего ролика, электромагнитная муфта 24 отключается, тормозное приспособление 10 затормаживает подающий ролик 9, прижимная колодка 26 под действием привода 27 прижимает вытянутый конец ленты к ролику 25, при этом между роликами 9 и 25 фиксируется уменьшающийся по ширне и калибру в направлении подачи участок 30 ленты 2. Одновременно происходит рез ленточки ножом 28. Поворотный рычаг 7 отводится в первначальное положение, ролик 13 под действием привода 14 прижимает конец ленты 2 к барабану 3, происходи домотка и прикатка заднего конца ленты. Окончательная прикатка осуществляется с помощью прикаточных роликов 16. Пока происходит смена сборочных барабанов, шприцуемая лента 2 копится под весом компенсирующего ролика 6 в виде петли. Зате цикл навивки повторяется в приведенной последовательности.
При этом в устройстве второй сло может либо полностью накладываться с шириной, равной ширине основания протектора, и калибром, равным калибру ленты в конце первого слоя (фиг. 5), либо компенсировать с такой шириной и калибром вызванное предварительной вытяжкой переднего участка первого слоя отклонение его ширины от номинальной лишь на части длины слоя.
Вариант навивки (фиг. 5) позволяет максимально приблизить площади поперечных сечений протектора по его периметру, и его предпочтительнее использовать в предлагаемом устройстве с точки зрения максимального снижения дисбаланса протектора, вызывамого переходными участками.
Конструкция устройства позволяет реализовать без переналадки и .другие технологические варианты процесса наложения протектора. Например, при поднятом прижимном ролике 11 реализуется вариант без разделения участков свободного отбора и вытяжки ленты, а при установке дополнительного ножа под подающим роликом 9 реализуется технологический процесс, при котором наложение протектора производится без предварительной вытяжки переднего участка ленточки.
4i4
Начало навиВни
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наложения протектора ленточкой | 1986 |
|
SU1390067A2 |
| Устройство для наложения протектора ленточкой | 1981 |
|
SU1034921A1 |
| Устройство для навивки протектора ленточкой | 1980 |
|
SU921874A2 |
| Устройство для навивки протекторалЕНТОчКОй | 1979 |
|
SU827312A1 |
| Устройство для навивки протектора ленточкой | 1981 |
|
SU1009804A2 |
| Устройство для навивки протектора ленточкой | 1981 |
|
SU973395A2 |
| Устройство для навивки протектора ленточкой | 1984 |
|
SU1143611A2 |
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1982 |
|
SU1065242A1 |
| Устройство для наложения протектора ленточкой | 1984 |
|
SU1191304A2 |
| Устройство для навивки протектора ленточкой | 1985 |
|
SU1260244A1 |
УСТРОЙСТВО ДЛЯ НАЛОЖЕНИЯ ПРОТЕКТОРА ЛЕНТОЧКОЙ по авт. св. № 1034921, отличающеес я тем, что, с целью расширения технологических возможностей устройства, оно снабжено смонтированным на поворотном рычаге между барабаном и подающим роликом механизмом для фиксации переднего по ходу подачи ленточки згчастка, кинематически связанным с приводом ножа для резки ленточки, который подпружинен относительно механизма для фиксации. (Л 9д эо 4 00 9д
2ПКср
Фаг.5
| Устройство для наложения протектора ленточкой | 1981 |
|
SU1034921A1 |
| Солесос | 1922 |
|
SU29A1 |
