(61) 1168436
(21)4068681/23-05
(22)19.05.86
(46) 23.04.88. Бгол. 15
(71)Ярославский политехнический институт
(72)М.В.Ушенин, М.И.Калинин,
Ю.В.Лаврентьев, Н.Г.Бекин, В.А.Немыт- KQB и Е.А.Жильцова (53) 678.057.94:678.065 (088.8) (56) Авторское свидетельство СССР Я 1168436, кл. В 29 D 30/60, 1984.
(54) УСТРОЙСТВО ДЛЯ НАЛОЖЕНИЯ ПРОТЕКТОРА ЛЕНТОЧКОЙ
(57) Изобретение относится к шинной промьшшенности и предназначено для изготовления протектора методом навивки широкой шприцованной ленты. Цель изобретения - по.выйение качества навиваемых заготовок протектора. , Дня этого устройство снабжено вспомогательным роликом, смонтированным между подаюпшм и свободновращающимся роликами. Над вспомогательным роликом установлен дополнительный прижимной ролик. Поворотный рычаг выполнен вилкообразным для установки на нем вспомогательного ролика, который кинематически связан с приводом вращения сборочного барабана. 1 з.л. ф-лы, 4 ил.
(Л
Изобретение относится к шинно1й и шиноремонтной промьшшенности, пред назначено для изготовления протектор - ных заготовок методом навивки широ-- кой шприцованной ленты на каркас со бираемой покрышки, трекерный браслет или ремонтируемую покрьшку и являет- ся усовершенствованием устройства по авт. св. № 1168436.
Целью изобретения является noBbmie- кие качества навиваемых заготовок протектора.
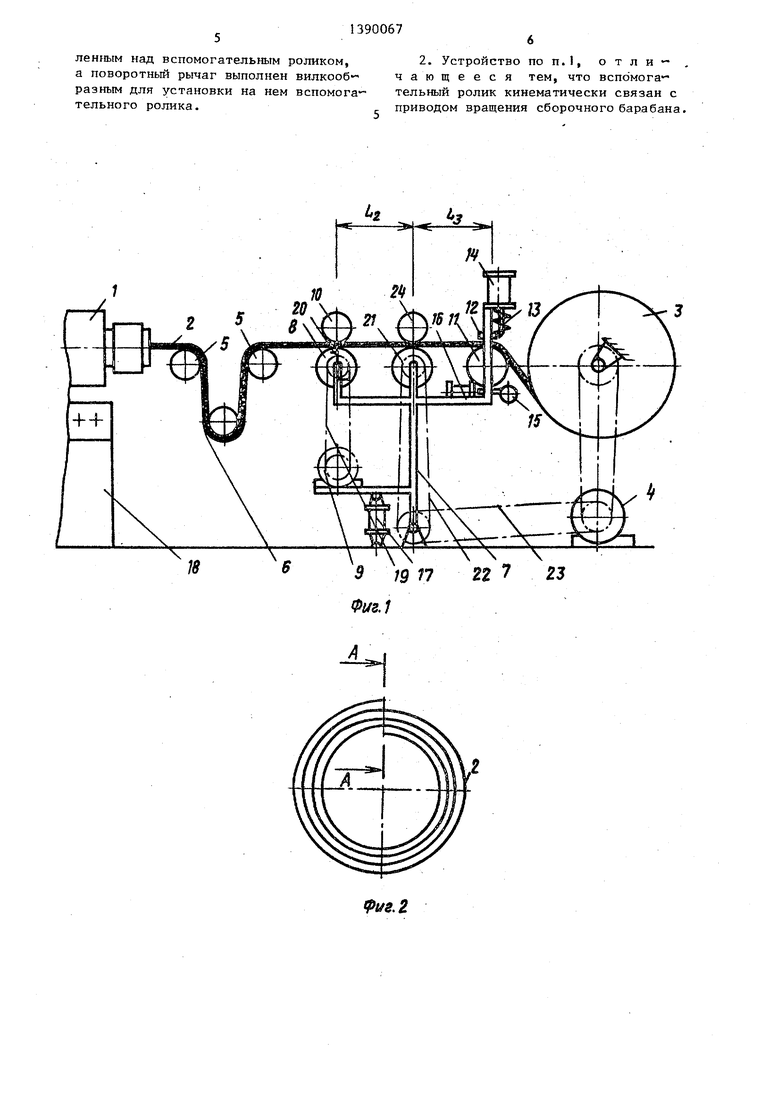
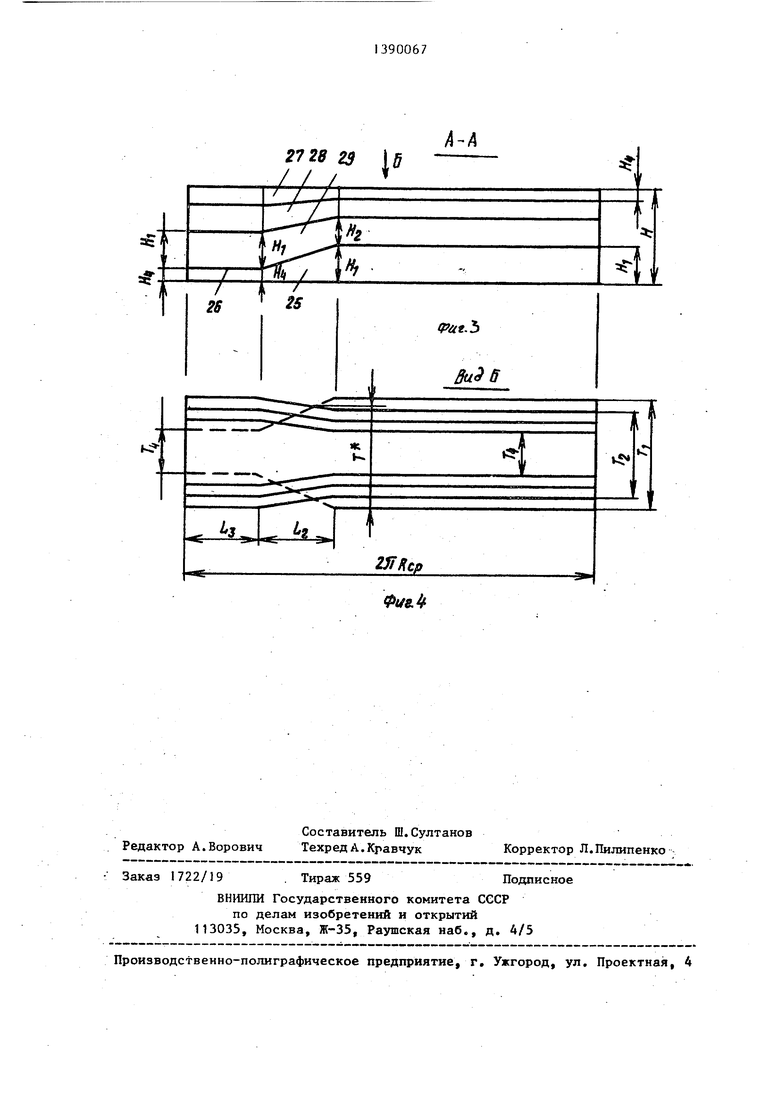
На фиг.3 изображено предлагаемое устройство, общий вид; на фиг.2 - схема навивки ленточки; на фиг.З развертка на фиг.2; на фиг.4 вид Б на фиг.З.
Устройство содержит питатель в де шприцмашины 1, шприцующей ленточ- ную заготовку 2 (фиг.1), сборочный барабан 3 с приводом 4 его вращения, поддерживающие.ролики 5, компенси рующий ролик 6, установ ленные на по- воротном рычаге 7 подающий ролик 8 с приводом 9 его вращения и тормозным приспособлением (не показано), кон- тактирующий с подающим роликом 8 при жимной ролик 10 с приводом (не пока - зан) поджатия его к подающему роли сКу 8, свободновращающийся заправоч ный ролик 11с прижимной колодкой 12, установленный над заправочным роли ком 11 и подпружиненный относительно прижимной колодки 12 нож J3 с приво- дом 14 его перемещения, ролик 15 с приводом 16, привод 17 для качания рычага 7, программный механизм 18 и прикаточные ролики (не показаны). Ки нематическая связь подающего ролика 8 с приводом 9 выполнена в виде редук тора (не показан), цепной передачи 19 и электромагнитной муфты 20.
Устройство снабжено вспомогательным роликом 21,. смонтированным между подающим роликом 8 и свободновращаю- щимся роликом 11. Вспомогательный, лик 21 кинематически связан с помощью цепных передач 22 и 23 с приводом 4.
Устройство также снабжено.дойолни тельным прижимным роликом 24, уста новленным над вспомогательным роли- ком 21. Поворотный рычаг 7 вьшолнен вилкообразным для установки на нем вспомогательного ролика 21.
Устройство работает следующим об- разом.
5 0 Q
с
5
5
Перед циклом навивки протекторных . заготовок осуществляют наладочный режим работы устройства.
При включенной шприцмашине 1 переднюю кромку (фиг.1) шприцуемой ленточной заготовки 2 через роддерживаю- щие ролики 5 и компенсирующий ролик 6 пропускают между роликами 8 и 10, 2-1 и 24 под прижимную колодку 2 на ролик 11. Колодку прижимают и после образования под весом ролика 6 необходимой петли провиса поворотный рычаг приводом 17 перемещают к сборочному барабану 3 и прижимают заправочный ролик II к поверхности барабана 3. При включенной электромагнитной муфте 20 и отведенном тормозном приспо- собле1ши включают привод 4 барабана
3,прижимную колодку 12 при этом отводят. Ленточка 2 начинает наматываться на барабан 3. Ролики 10 и 24 прижаты к роликам 8 и 21. При этом скорость вращения подающего ролика 8 соответствует скорости шприцевания,
а скорость вращения вспомогательного ролика 21 равна скорости вращения барабана 3, что обеспечивается подбором кинематической передачи. При этом вытяжка ленточки осуществляется только на участке между подающим роликом 8 и вспомогательным роликом 21 за счет разницы скоростей вращения, а на участке между вспомогательным роликом 21 и барабаном 3 вытяжки лен ты не происходит, так как лилейные скорости ролика 21 и барабана 3 равны. Заданная вытяжка ленты в наладоч ном режиме осуществляется за счет подбора скорости вращения ролика 21 и барабана 3 приводом 4.
Далее происходит останов привода
4,одновременный прижим ленты колодкой 12 и её рез ножом 13 под действием привода 14. Электромагнитная муф- .та 20 выключается, а тормозное приспособление затормаживает подающий ролик 8, При Э.ТОМ между роликами 8
и 21 фиксируется уменьшающийся по ширине и толщине в направлении подачи участок 25 ленты 2 длиной L (фиг.2- 4), а между роликами 21 и 11 фиксируется участок 26 ленты 2 длиной tj с постоянны1«г шириной и толщиной, значения которых определяются заданной в наладочном режиме вытяжкой и соответствуют значениям ширины и толщины ленты на последнем слое навиваемой заготовки протектора. Затем поворотньш рычаг 7 отводят приводом 17, а намотанную на барабан при наладке резиновую смесь возвращают в загрузочную воронку шприцмашины 1. Шпри- дуемая лента 2 в это время копится под весом компенсирующего ролика 6 в виде петли. Устройство готово к работе.
Далее работа устройства произво- дится в автоматическом режиме в виде последовательно чередующихся техноло гических циклов, которые осуществля- ются следующим образом.
Как только шприцуемая лента 2 под весом компенсирующего ролика 6 обра зует необходимую петлю провиса, про- исходит подача ленты поворотным рыча гом 7 к сборочному барабану 3, отвод прижимной колодки 12 и прижимно- го ролика 10, включение привода 4 и заправка ленты на заготовку покрыпг- ки. Электромагнитная муфта 20 при этом отключена. Вытянутые участки 26 и 25 (фиг.З) ленты 2 наматываются на заготовку покрышки, образуя начапо первого слоя. Затем поворотный рьр- чаг 7 отводится в первоначальное положение. Остальную часть первого слоя навивают лентой с постоянньгми шириной, соответствующей ширине ос- нова1шя протектора, и толщиной, которая без натяжения выбирается из ком пенсационной петли. При этом ролик 21 вращается со скоростью, равной скорости барабана 3, и помогает выбирать ленту из компенсационной петли.
При навивке последующих слоев ленту подвергают вытяжке в направлении отбора в соответствии с заданным, тра пецеидальным профилем протектора, изменяя соответствующим образом с помощью программного механизма 18 и привода 4 скорость отбора ленты 2 ро ликом 21 и барабаном 3 с каждым оборотом сборочного барабана. Электромагнитная муфта 20 при этом включена Iприжимной ролик 10 прижимает ленту к подающему ролику 8, а скорость подачи ленты 2 подающим роликом 8 соответствует скорости выхода ленты из шприцмашины 1. Так как линейные скорости ролика 21 и барабана 3 равны, то геометрические параметры ленты на этом участке не изменяются, а вытяжка ленты происходит на участке между подающим роликом 8 и роликом 21. При- катка ленты на сборочном барабане 3
с
Q
)5 20 25 ЗО .,-
Q 45
50
5
осуществляется прикаточными роликами (не показаны).
При этом начало каждого слоя навиваемого протектора образуется участком ленты длиной Ьд с размерами, соответствующими предьщущему слою, а переходные участки 27-29 ленты с уменьшающимися в направлении отбора шириной и толщиной, образующиеся при переходе от одной ступени вытягивания к другой, укладывают, совмещая их начало с началом участка 25, имеющего --заданные предварительной вытяжкой обратные изменения ширины и тол- шзины. Это позволяет обеспечить заданную равномерность распределения резиновой смеси по периметру протектора.
После навивки протекторной заготовки с заданным числом слоев поворотный рычаг 7с помощью привода 17 перемещается к сборочному барабану 3, происходит останов привода 4 барабана 3, ролика 21 и привода 9 подающего ролика 8, электромагнитная муфта 20 отключается, тормозное приспособ-, ление затормаживает подающий ролик 8, прижимная колодка 12 под действием привода 14 прижимает ленту 2 к ролику 11, происходит рез ленты 2 ножом 13 и домотка и прикатка роликом 15 заднего конца ленты. При этом между роликами 8 и 21 фиксируется уменьшающийся по ширине и толщине в направлении подачи участок 25 ленты 2, а между роликами 21 и 11 - участок 26 ленты 2 с размерами, соответствующими последнему слою навиваемой заготовки протектора.
Пока происходит смена сборочных барабанов, шприцуемая лента 2 копит- .ся под весом компенсирующего ролика 6 в виде петли. Затем цикл навивки повторяется в приведенной последовательности.
Формула изобрете ни я
1. Устройство для наложения протектора ленточкой по авт. св. .№ 1168436, отличающееся тем, что, с целью повьшения качества навиваемых заготовок протектора,оно снабжено вспомогательным роликом, смонтированным между подающим и сво- бодновращающимся роликами, и дополнительным прижимным роликом, установленным над вспомогательным роликом, а поворотный рычаг выполнен вилкооб- разным для установки на нем вспомога-- тельного ролика.
2. Устройство по П.1, о т л и - чающееся тем, что вспо мога- тельный ролик кинематически связан с приводом вращения сборочного барабана.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наложения протектора ленточкой | 1984 |
|
SU1168436A2 |
| Устройство для навивки протектора ленточкой | 1980 |
|
SU921874A2 |
| Устройство для навивки протектора ленточкой | 1981 |
|
SU1009804A2 |
| Устройство для навивки протекторалЕНТОчКОй | 1979 |
|
SU827312A1 |
| Устройство для навивки протектора ленточкой | 1981 |
|
SU973395A2 |
| Устройство для навивки протектора ленточкой | 1984 |
|
SU1143611A2 |
| Устройство для наложения протектора ленточкой | 1981 |
|
SU1034921A1 |
| Устройство для навивки протектора ленточкой | 1985 |
|
SU1260244A1 |
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1982 |
|
SU1065242A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРОТЕКТОРА ЛЕНТОЧКОЙ | 1987 |
|
SU1490853A1 |
.Z
