Изобретение относится к сварочному производству, в частности к способ 1м термической обработки сварных соединений.
Цель изобретения - улучшение механических свойств сварных соединени и увеличение стойкости против коррозионного растрескивания.
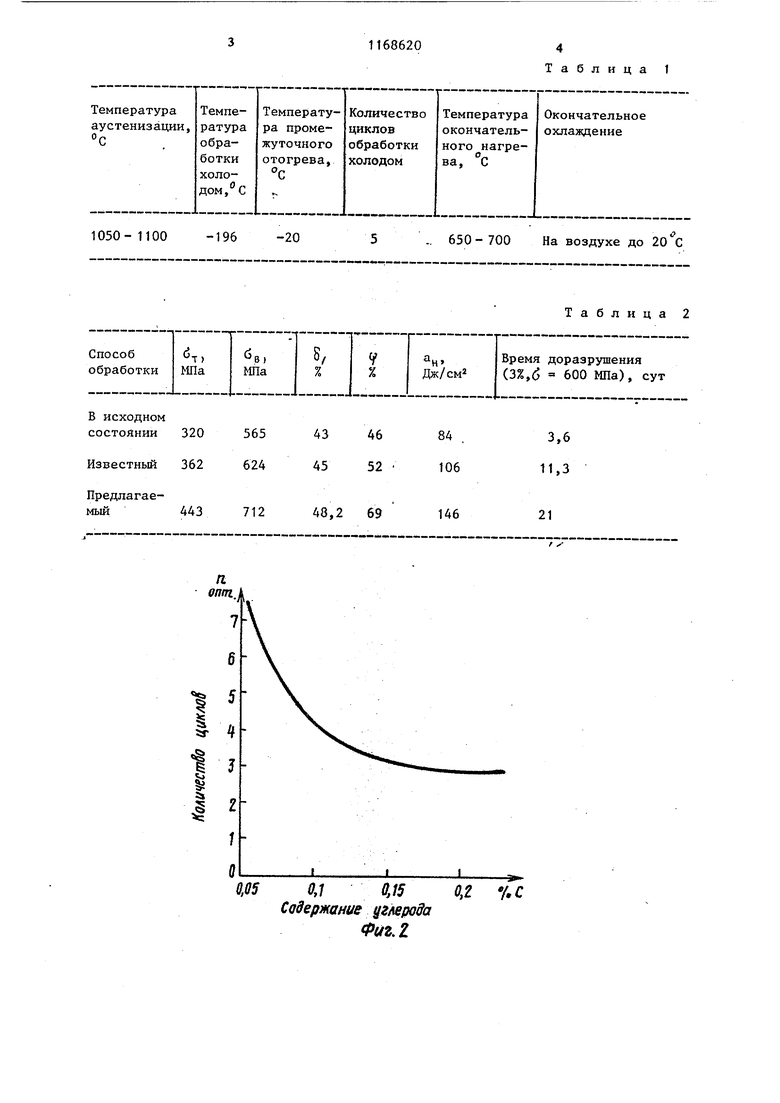
На фиг. 1 дана зависимость размер зерна от времени циклической обработки холодом; на фиг.2 - зависимость количества циклов обработки от содержания углерода; на фиг.З - зависимость количества циклов от содержани легирующих элементов; на фиг.4 - зависимость ударной вязкости от количества циклов обработки холодом.
Предлагаемый споЪоб включает ауст низацшо с 1050 - , трек - восьмикратное охлаждение в шадком азоте до без вьщержки и нагрев до 650 - 700 С без вьщеряски с последующим охлаждением на воздухе до комнатной температуры. Аустенизация с 1050 - обеспечивает снижение остаточных растягивающих напряжений, являющихся инициаторами возникновения первичных корроЗионно-механических трещин и гомогенизацию структурных составляющих по зонам термичес-г кого влияния.
Многократная (трех - восьмикратная) обработка холодом обеспечивает измельчение аустенита с 5-6 до 8-10 баллов, что увеличивает общую протяженность границ зерна и, следовательно, .площадь поверхности, на которой выделяются карбиды. Выделившие ся карбиды более дисперсны, а местное обеднение зерен хромом по объему происходит на меньших глубинах.
При циклическом охлаждении с последующим отогревом указанные процессы не успевают стабилизироваться и с каждым циклом протекают достаточно интенсивно на более высоком уровне структурного состояния. При этом остаточные различия в размерах зерен отдельных зон сварного соединения существенно снижаются.
Циклический процесс охлаждения не позволяет развиваться процессам диффузии хрома из глубины зерна и препятствует образованию карбидной сетки..Исчезновение остаточных различий в зернистости отдельных зон сварного соединения обеспечивает его равнопрочность. Производительность предлагаемого способа , чем известного.
В качестве объекта исследований используют сварные соединения из стали 08Х18Н10Т.
Как показали проведенные исследования, оптимальное количество циклов для данного соединения связано с содержанием углерода и легирующих элементов. Обобщенные зависимости в данном случае имеют вид, приведенный на фиг.2 и 3. Минимальное количество циклов обработки холодом, дающее ощутимьш эффект для аустенитных сталей, равно трем. При увеличении количества циклов свыше восьми эффект от обработки стабилизируется. Это можно проиллюстрировать на примере изменения наиболее структурночувствительной характеристики механических свойств - ударной вязкости от количества циклов обработки холодом (фиг.4). Однако и остальные свойства сварного соединения подчиняются приведенной зависимости. В связи с этим увеличение количества циклов сверх оптимального для данного соединения к существенному улучшению свойств не приводит, вызьшая неоправданные затраты времени.
Экспериментально установлено, что интенсивность процесса измельчения зерен существенно возрастает при температурах ниже (-40) - (-60) С. Поэтому экономически целесообразная температура отогрева в пределах каждого цикла составляет (-40) (-20) С. Окончательный нагрев без выдержки до 650 - 7QO°C обеспечивает окончательную стабилизацию структуры за счет дополнительного выпадения карбидов и интерметаллидной фазы. I Пример. Испытания проводят при термической обработке сварного соединения из стали 08Х18Н10Т.
Режимы термической обработки по предлагаемому способу даны в табл.1.
Результаты сравнительных испытаний предлагаемого и известного способов при термической обработке сварного соединения из стали 08Х18Н10Т преставлены в табл.2.
Таблица 1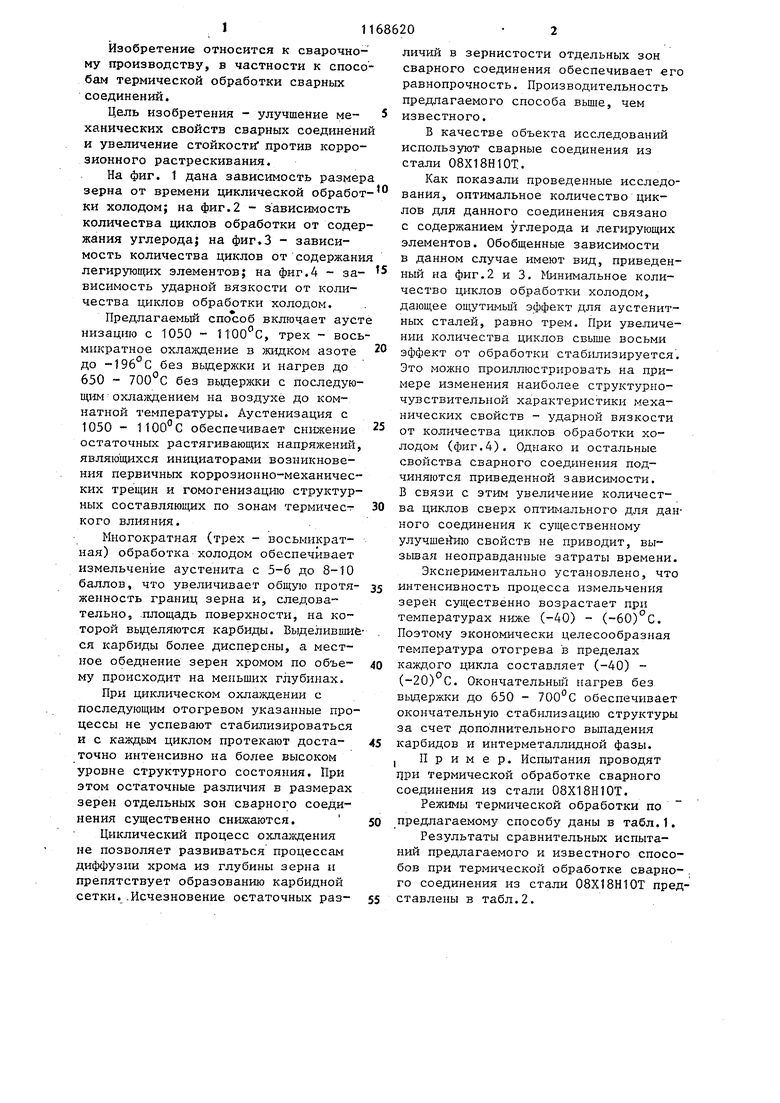
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки холоднодеформированных труб из стали 12Х18Н12Т | 2023 |
|
RU2822492C1 |
| Способ термомеханической обработки конструкционных сталей | 1978 |
|
SU943304A1 |
| ЖАРОСТОЙКАЯ АУСТЕНИТНАЯ СТАЛЬ | 2021 |
|
RU2781573C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ПОДШИПНИКОВ ИЗ ТЕПЛОСТОЙКОЙ ПОДШИПНИКОВОЙ СТАЛИ (ВАРИАНТЫ) И ДЕТАЛЬ ПОДШИПНИКА, ПОЛУЧЕННАЯ УКАЗАННЫМ СПОСОБОМ | 2021 |
|
RU2776341C1 |
| СПОСОБ СМЯГЧАЮЩЕЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛИ АУСТЕНИТНО-МАРТЕНСИТНОГО КЛАССА МАРКИ 07Х16Н6 | 2012 |
|
RU2499842C1 |
| Способ обработки сталей аустенитно-мартенситного класса | 1990 |
|
SU1735390A1 |
| Способ термической обработки нержавеющей стали с регулируемым мартенситным превращением | 1978 |
|
SU744042A1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2579709C1 |
| Способ производства широких толстых листов из нержавеющих сталей | 2017 |
|
RU2660504C1 |
| ПРУЖИННАЯ СТАЛЬ, СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИНЫ ИЗ ТАКОЙ СТАЛИ И ПРУЖИНА ИЗ ЭТОЙ СТАЛИ | 2006 |
|
RU2397270C2 |
СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ИЗ АУСТЕНИТНЫХ КОРРОЗИОННОСТОЙКИХ СТАЛЕЙ, включающий аустенизацию сварных соединений, обработку холодом в жидком азоте, отличающийся тем, что, с целью улучшения механических свойств и увеличения стойкости против коррозионного растрескивания, обработку холодом ведут многократно с отогревом после каждого цикла охлаждения до (-40)-(-20)с, затем нагревают до 650-700 Сие этой температуры охлаждают на воздухе до комнатной температуры . (Л 05 оа Од to BpSMflf f, мин Фм,1
1050-1100-196-20
Содержание цгмрода
., 650 - 700 На воздухе до 20 С Фиг.1
/I
опт. 7
| Земзин В.И., Шрон Р.З | |||
| Термическая обработка и свойства сварных соединений | |||
| Л., Машиностроение, 1978, с | |||
| Переносное устройство для вырезания круглых отверстий в листах и т.п. работ | 1919 |
|
SU226A1 |
| Способ обработки сварных изделийиз АуСТЕНиТНыХ КОРРОзиОННОСТОйКиХСТАлЕй | 1979 |
|
SU834156A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
