Изобретение относится к двигателестроению, а именно к операции про мывки (очистки) клапанов и седел клапанов, например, после притирки, и быть использовано в моечных машинах, устанавливаемьгх после автоматов притирки клапанов в автомат гческих линиях сборки головки блока цилиндров двигателя на всех моторостроительных заводах.
Известны способы промывки контактирующих поверхностей тарельчатых стержневых клапанов и седел клапанов, размещенных в головке, заключающиеся в TOMf что поднимают клапан над седлом на за,п;анную величину, подают раствор под давлением 0,3-0,8 НПа. в зазор между клапаном и седлом и закрывают клапан. При таком способе в линию сборки головки блока цилиндров двигателя после автоматов притирки клапанов встраивается моечная машина. На позицию промывки головки блока цилиндров поступают с помощью шагового транспортера с поворотными флажками При перемещении головки блока цилиндров в моечной машине стержни клапанов наезжают сначала на скошенную часть ножа, тем самым тарелки клапанов приподнимаются над седлом клапана, образуя кольцевую щель, в которую сверху со С1Ороны тарелки под давлением 0,3-0,6 МПа подается мою1цш1 раствор, который очищает тарелку и седло клапана. Моющий раствор подается через польй вал в сопло, которое вращается вокруг тарелки клапана. С позиции промывки головки блока цилиндров перемещаются транспортером на следующую позицию OJ.
Однако качество промывки согласно известному способу низкое, так как абразивная паста, смьгоаемая струей, подается через отверстие между клапаном и седлом головки блока цилиндров, при этом она проникает в зазор между клапаном и направляющей втулкой. Оставаясь после промывки в полости головки блока цилиндров, абразивная паста вредно сказывается на работе двигателя5 увеличивая износ его деталей. Таким образом, недостатком известного способа является пониженное качество промьюки.
392
Цель изобретения - повьЬнение качества промывки,
Поставленная цель достигается тем, что согласно способу промывки контактирующих поверхностей тарельчатых стержневых клапанов и седел клапанов, размещенных в головке, закхшзчающемуся в том, что поднимают клапан над седлом на заданную
величину, подают моюций раствор под давлением 0,3-0,8 1Ша в зазор ме/кду клапаном и седлом и закрывают клапан, моющий раствор подают в полость головки, подъем клапана
осуществляют давлением моющегораствора, закрытие клапана проводят со стороны его тарелки; при помощи механического привода и повторяют операции 8-10 раз, причем в качестне заданной величины подъема клапана принимают 0,02-0,05 .от диаметра тарелки клапана.
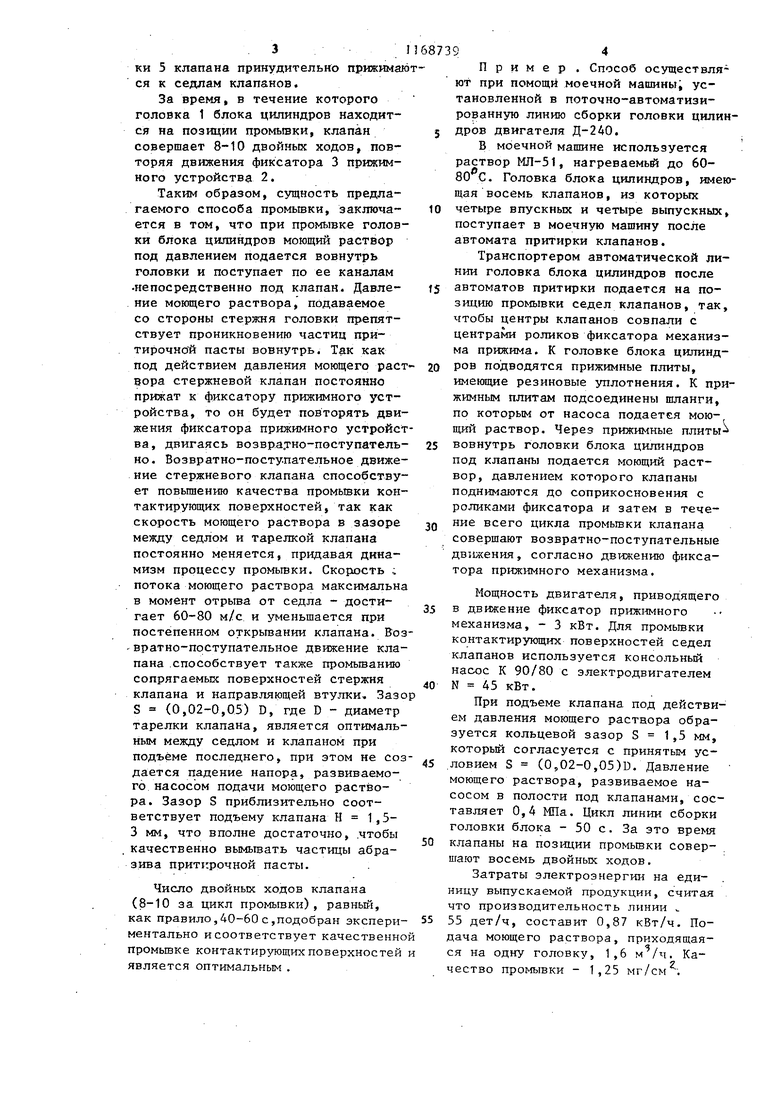
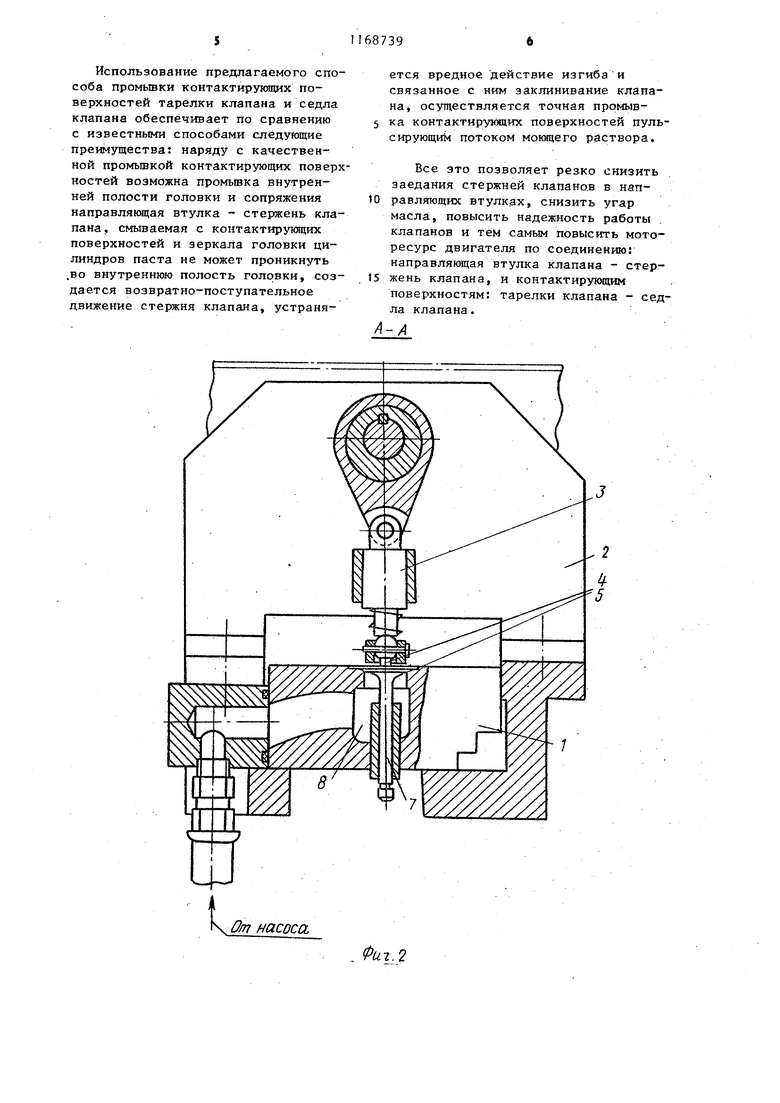
На фиг. 1 показан механизм прОмывки клапанов и седел клапанов,
ВН1Д спереди; на фиг. 2 - разрез А-Л на фиг. 1I на фиг. 3 - тарелка клапана и седло, причем клапан приподнят, разрез.
Механизм промывки клапанов и седел клапанов содержит головку 1,
прижимное устройство 2, фиксатор 3, ролик 4. (фиг. 1), тарелку 5 клапана, зазор 6 между тарелкой и седлом клапана, стержень 7 клапана,
полость 8 в головке 1 (фиг. 2 и 3).
Способ ос тцествляют след тощии образом.
Головка 1 блока цилиндров после, автоматов притирки подается
на позицию промывки транспортером автоматической линии так, чтобы центр ролика 4 фиксатора 3 прижимного устройства 2 совпал с центром тарелки 5 клапана. Фиксатор 3 прижимного устройства 2 фиксирует
положение клапанов в седлах в крайнем нижнем положении (фиг, 1 и 2). В полость 8 головки 1 блока цилиндров под клапаном со стороны стержня
7 подается моющий раствор, давлением которого клапана прюкимаются к ролику 4 фиксатора 3 прижшшого устройства 2 и приподнимаются вслед за ним, образуя кольцевой зазор 6
между контактирующими поверхностями тарелки 5 клапана 7 и седла (фиг. 3)о При обратном ходе фиксатора 3 прижимного устройства 2 тарелки 5 клапана принудительно прижимаю ся к седлам клапанов. За время, в течение которого головка 1 блока цилиндров находится на позиции промьшки, клапан совершает 8-10 двойных ходов, повторяя движения фиксатора 3 прижимного устройства 2. Таким образом, сущность предлагаемого способа промывки, заключается в том, что при промывке головки блока цилиндров моющий раствор под давлением подается вовнутрь головки и поступает по ее каналам непосредственно под клапан. Давление моющего раствора, подаваемое со стороны стержня головки препятствует проникновению частиц притирочной пасты вовнутрь. Так как под действием давления моющего раст зора стержневой клапан постоянно прижат к фиксатору прижимного устройства, то он будет повторять движения фиксатора прижимного устройст ва, двигаясь возвр.а.тно-поступателъно. Возвратно-поступательное движение стержневого клапана способствует повьпиению качества промывки контактирующих поверхностей, так как скорость моющего раствора в зазоре между седлом и тарелкой клапана постоянно меняется, придавая динамизм процессу промывки. Скорюсть ; потока моющего раствора максимальн в момент отрьта от седла - достигает 60-80 м/с и уменьшается при постепенном открьтании клапана. Во . вратно-поступательное движение кла пана .способствует также промьшанию сопрягаемых поверхностей стержня клапана и направляющей втулки. Заз S (0,02-0,05) D, где D - диаметр тарелки клапана, является оптималь ным между седлом и клапаном при подъеме последнего, при этом не со падение напора, развиваемого насосом подачи моющего раствора. Зазор S приблизительно соответствует подъему клапана Н 1,53 мм, что вполне достаточно, .чтобы качественно вымьгаать частицы абразива притирочной пасты. Число двойных ходов клапана (8-10 за цикл промывки), равньй, как правило,40-60 с,подобран экспери ментально и соответствует качественн промьшке контактирующих поверхностей является оптимальным . Пример . Способ осуществляют при помощи моечной машины; установленной в поточно-автоматизированную линию сборки головки цилиндров двигателя Д-240.. В моечной машине используется раствор МЛ-51, нагреваемьй до 6080 С. Головка блока цилиндров, имеющая восемь клапанов, из которых четыре впускных и четыре выпускных, поступает в моечную машину после автомата притирки клапанов. Транспортером автоматической линии головка блока цилиндров после автоматов притирки подается на позицию промывки седел клапанов, так, чтобы центры клапанов совпали с центрами роликов фиксатора механизма прижима. К головке блока цилиндров подводятся прижимные плиты, имеющие резиновые уплотнения. К прижимным плитам подсоединены шланги, по которым от насоса подается мою-, щий раствор. Через прижимные плиты вовнутрь головки блока цилиндров под клапаны подается моющий раствор, давлением которого клапаны поднимаются до соприкосновения с роликами фиксатора и затем в течение всего цикла промьтки клапана совершают возвратно-поступательные движения, согласно движению фиксатора прижимного механизма. Мощность двигателя, приводящего в движение фиксатор прижимного механизма, - 3 кВт. Для промывки контактирующих поверхностей седел клапанов используется консольный насос К 90/80 с электродвигателем N 45 кВт. При подъеме клапана под действием давления моющего раствора образуется кольцевой зазор ,5 мм, который согласуется с принятым условием S (0,02-0,05)D. Давление моющего раствора, развиваемое насосом в полости под клапанами, составляет 0,4 МПа. Цикл линии сборки головки блока - 50 с. За это время клапаны на позиции промьюки совершают восемь двойных ходов, Затраты электроэнергии на еди- . ницу выпускаемой продукции, считая что производительность линии . 55 дет/ч, составит 0,87 кВт/ч. Поача моющего раствора, приходящаяся на одну головку, 1,6 м /ч. Качество промывки - 1,25 мг/см .
Использование предлагаемого способа промывки контактирующих поверхностей тарелки клапана и седла клапана обеспечивает по сравнению с известными способами следующие преимущества: наряду с качественной промывкой контактирующих поверхностей возможна промьюка внутренней полости головки и сопряжения направляющая втулка - стержень клапана , смываемая с контактирующих поверхностей и зеркала головки цилиндров паста не может проникнуть .во внутреннюю полость головки, создается возвратно-поступательное движение стержня клапана, устраняется вредное действие изгиба и связанное с ним заклинивание клапана, осуществляется точная промывка контактируняцих поверхностей пульсирующий потоком моющего раствора.
Все зто позволяет резко снизить заедания стержней клапано.в в направляющих втулках, снизить угар масла, повысить надежность работы клапанов и тем самым повысить моторесурс двигателя по соединению: направляющая втулка клапана - стержень клапана, и контактирующим
поверхностям: тарелки клапана - седла клапана.
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для многопозиционной притирки клапанов | 1980 |
|
SU942954A1 |
| Устройство для притирки клапанов | 1990 |
|
SU1776224A3 |
| ПЕРЕЛИВНОЙ-ОБРАТНЫЙ КЛАПАН | 2011 |
|
RU2466265C1 |
| Станок для притирки клапанов к седлам в головке блока двигателя | 1961 |
|
SU95762A1 |
| Устройство для притирки клапанов | 1982 |
|
SU1136930A2 |
| УСТРОЙСТВО ДЛЯ ПРИТИРАНИЯ КЛАПАНОВ ТОРМОЗНОГО КОМПРЕССОРА | 2014 |
|
RU2576983C2 |
| Съемник седел клапанов | 1980 |
|
SU918078A1 |
| Многошпиндельный станок для притирки клапанов | 1980 |
|
SU965732A1 |
| Устройство для притирки шариковых клапанов | 1982 |
|
SU1021573A1 |
| ГАЗОРАСПРЕДЕЛИТЕЛЬНЫЙ МЕХАНИЗМ | 2011 |
|
RU2472009C1 |
СПОСОБ ПР( КОНТАКТИРУНЩХ ПОВЕРХНОСТЕЙ ТАРЕЛЬЧАТЫХ СТЕРЖНЕВЬК КЛАПАНОВ И СЕДЕЛ КЛАПА.НОВ, размещенных в головке, заклктакхцийся в том, что поднимают кла пан над седлом на заданную величи- : ну, подают моющий раствор под давлением 0,3-0,8 Ша в зазор между клапаном и седлом и закрьшают.клапан, отличающийся тем., что, с целью повьшения качества промывки, моющий раствор подают в полость головки, подъем Клапана осуществляют давлением монщего раствора, закрытие клапана проводят со стороны его тарелки при помощи механического привода и повторяют операции 8-10 раз, причем в качестве заданной величины подъема клапана принимают 0,020,05 от диаметра тарелки клапана. (Л а 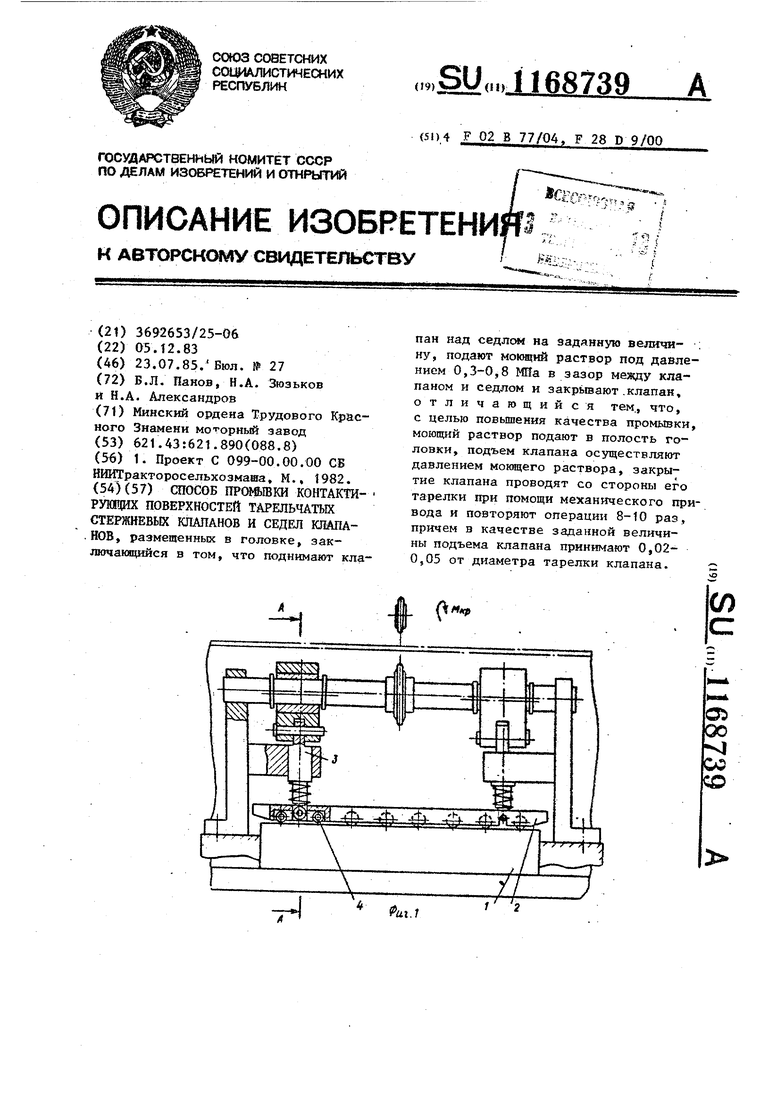
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
