конечньй угол подгибки боковой стенки, приле-гающей к полке внутрь профиля;
число черновых переходов;
число чкстовьж переходов;
поперечная сила;
расстояние от поперечной ,Ьклы до центра тях ести„
2. Способ по п.1, от
л и ч а ю щ и и с
тем, что место изгиба
между горизонтальной стенкой и боковой стенкой, смежной с полкой нарулсу, во всех переходах, место изгиба, прилегающее к полке внутрь профиля, во всех черновых переходах и место изгиба между стенкой и боковой стенкой, смежной с полкой внутрь профиля, во всех чистовых переходах удерживают на постоянном уровне.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления несимметричных гнутых листовых профилей проката,преимущественно корытообразного типа с неравными боковыми элементами (его варианты) | 1983 |
|
SU1172626A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ КОРЫТНОГО ТИПА | 1992 |
|
RU2040998C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1994 |
|
RU2071849C1 |
| Способ изготовления несимметричных гнутых профилей проката | 1985 |
|
SU1269877A1 |
| Способ изготовления несимметричных гнутых профилей | 1981 |
|
SU1019727A1 |
| ГНУТЫЙ ПРОФИЛЬ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 1997 |
|
RU2124410C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2040991C1 |
| Способ изготовления неравнополочных гнутых профилей проката | 1983 |
|
SU1136866A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО С-ОБРАЗНОГО ПРОФИЛЯ | 1993 |
|
RU2036038C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ПРОКАТА ЗАМКНУТОГО ТИПА | 2006 |
|
RU2342208C2 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ -ПРОКАТА, содержащих горизонтальную стенку, две боковые стенки и две полки наружу и внутрь профиля путем многопереходной подгибки элементов профиля в валках, отличающийся тем, что, с целью повьшения качества профилей за счет уменьшения винтообразного скручивания, в черновых переходах . одновременно подгибают в противоположных направлениях боковую стенку, смежную с полкой наружу, и обе полки с повышением угла подгибки полки Ьнутрь за проход над углом подгибки полки наружу за проход на 5-14 во всех черновых переходах, кроме последнего, в чистовых переходах после отформовки заданного угла между полкой внутрь профиля и смежной с ней боковой стенкой одновременно подгибают в противоположных направлениях боковые стенки до заданной конфигурации, при эток. во всех переходах обеспечивают параллельность в осевом поперечном.сечении горизонтальной стенки, полки наружу и плоскости исходной заготовки, а по крайней мере в одном из чистовых переходов к стенке профиля прикладывают поперечные силы, направленные в каждом поперечном сечении параллельно плоскости исходной заготовки в. сторону полки наружу, сумма моментов которых определяется относительно центров тяжести поперечных сечений по зависимости ттп X Р.р- 5 У(ь,+ Ьэ) b.oik + ртм - - + (О, 125-0,2)dYp2|-j,j-2o-o,15 (Ь + bg + сл + bg) (b,+ bj+ bg) + (m-1) 
Изобретелчие относится к обработке металлов давлением, в частности к изготовлению специальных гнутых профилей проката в валках клетей профиле- гибочных станов.
Цель изобретения повышение качества профилей за счет уменьшения винтообразного скручивания.
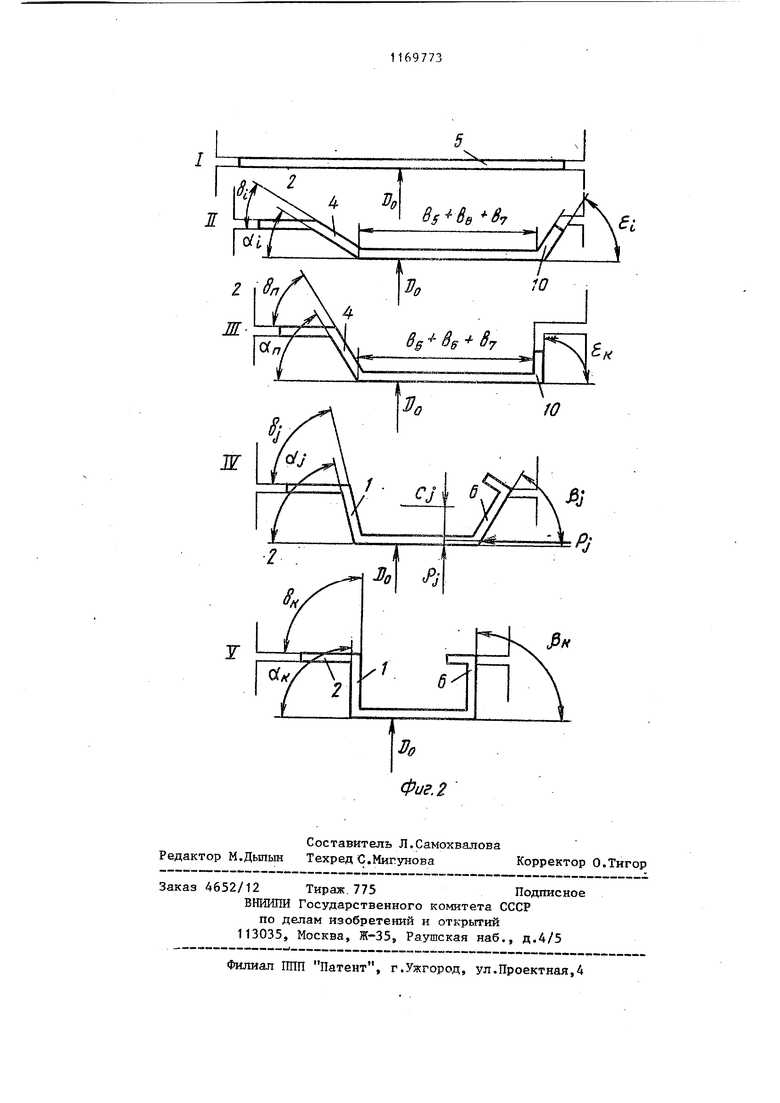
На фиг„ 1 показан готовьй нескмматричный гнутьй профиль проката с п о л к ami в ну т р ь и наружу,. поперечное сечение на фиг« 2 - схема формовки но перехотдам профиля согласно предлагаемому способ-у, 1
При изготовлении гнутого профиля проката с полкой внутрь профиля и с полкой нару/ку профиля согласно предлагаемому способу на первом этапе; в черковьих перехо/дах. одновременно подгибают в противоположных направ-, лениях боковую стенку 1 смежную сполкой наружу 2 профиля, и обе полки 2 и 3 с превьшением угла подгибки за проход полки 3 вщ-трь профиля над , углом подгибки за проход полки нару ; жу 2 профиля на 5-14 во всех черновых переходах, кроме последнего Во всех черновых (и чистовых) переходах обеспечивают параллельность з осевом поперечном сечении стенки и полки 2 профиля и плоскости исходной заготовки 5; во всех черновых переходах удерживают на постоянном уровне место изгиба 6 мелсду стенкой 4 и боковой.стенкой 1 и место изгиба 75 прилегающее к полке 3 внутрь профиля о
При изготовлении специального гнутого профиля проксУга с полкой внутрь
2
профиля и с полкой нарузсз профиля согласно предлагаемом способу на втором этапе, в чистовых переходах, после отформовки заданного угла между полкой 3 внутрь профиля и смежной с ней боковой стенкой 6 одновременно подгибают в противоположных направлениях боковые стенки 1 и 6 до заданной конфигуращ-зи профиля. При этом обеспечивают параллельность в осевом поперечном сечении стенки 4, полки наружу 2 профиля и плоскости исходной заготовки 5удерживают на постойнном уровне места изгиба S и 9 между стен-кой 4 и боковь и стенками 1 и 6, в нескольких чистовых переходахs по крайней мере в одном из них к стенке 4 профиля прикладывают поперечные силыд направленные в каждом осевом поперечном сечении параллельно плоскости исходной заготовки 5 в CTopoiiy полки наружу 2 профиля, cytiMa момен-. тов которых относительно центров тяжести поперечных сечений равна m-f-f)
, ь,+ ь,-) ,- b,dk -.
+ (О, 125-0, 2)4г/{п 20-0, 15( bg + bg ) x(b. Ьз+ be,) + (т-1)л(20-0, 15Ь5)Ьз.и
где Ч мод-уль упругости второго
рода;
eij.- предел текучести материала; Lf толщина металла; Ь, - ширина боковой стенки, прилегающей к полке наружу профиля.;
b - ширина боковой стенки, прилегающей к полке внутрь профиля;
j поперечная сила; расстояние от поперечной fi силы до центра тяжести
b. ширина места изгиба, прилегающего к полке внутрь профиля;
b щирина полки внутрь профиля; .
ai. конечный угол подгибки боковой стенки, прилегающей к полке наружу профиля; (Ь - конечный угол подгибки боковой стенки, прилегающей к полке внутрь профиля;. m - число черновых переходов; п - число чистовых переходов. Момент поперечных сил, приложенных в чистовых переходах к стенке, уравнсвещивает силу моментов, необходимых для формоизменения заготовки в черновых и чистовых переходах. Суммарный момент сил, приложенных к заготовке во всех переходах, равен нулю вследствие чего повышается качество
профилей за счет уменьшения их винтообразного скручивания.
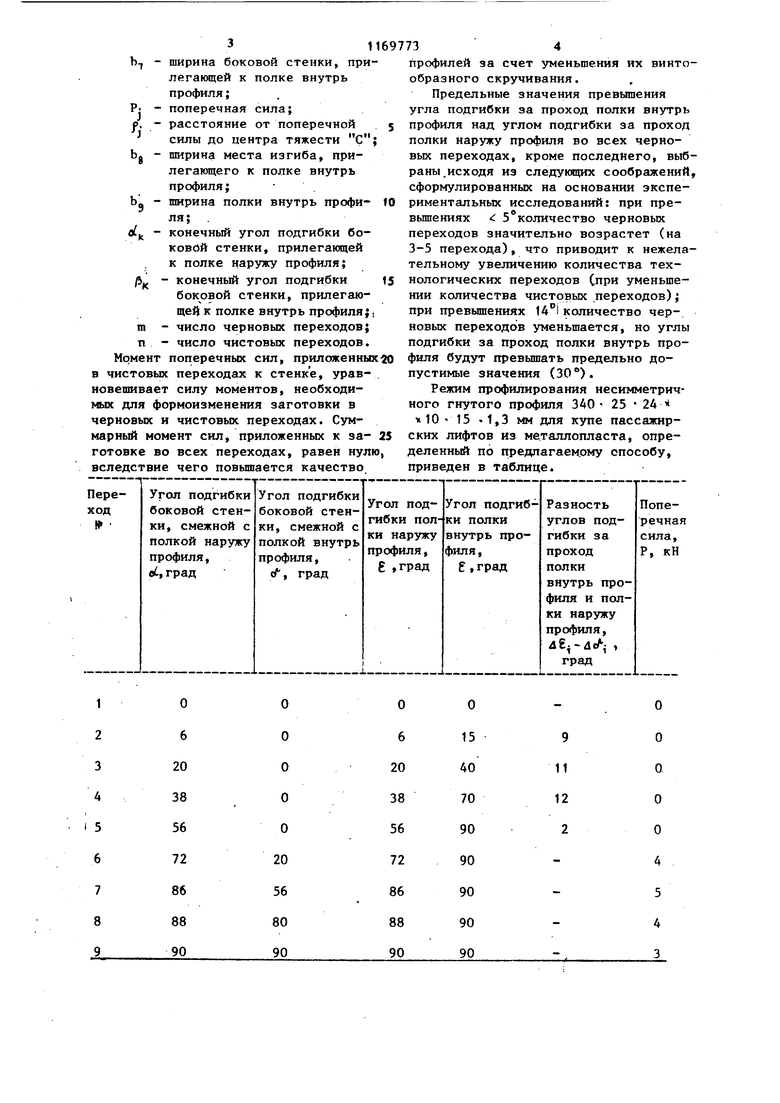
Предельные значения превышения угла подгибки за проход полки внутрь профиля над углом подгибки за проход полки наружу профиля во всех черновых переходах, кроме последнего, выбраны,исходя из следующих соображений, сформулированных на основании экспериментальных исследований: при превышениях З количество черновых переходов значительно возрастет (на 3-5 перехода), что приводит к нежелательному увеличению количества технологических переходов (при уменьшении количества чистовых переходов); при превышениях 14 количество черновых переходов уменьшается, но углы подгибки за проход полки внутрь профиля будут превышать предельно допустимые значения (30).
Режим профилирования несимметричного гнутого профиля 340- 25 24 х10«15 -1,3 мм для купе пассажирских лифтов из металлопласта, определенный по предлагаемому способу, приведен в таблице. Для изготовления готового профиля понадобилось 9 технологических переходов. Значения углов подгибки боковой стенки1 м, смежной с полкой 2 наружу профиля d, были определены по методу экспертных оценок; во всех переходах вьйерживалась параллельность плоскостей исходных заготовок 5 и полки наружу 2 профиля, вследствие чего с сА. . В черновых переходах 2-5 ( (t и fli полку 3 внутрь профиля подгибают до заданного угла (90°, значе.ния углов подгибки Sy в промежуточных чер новых переходах определены из разности углов подгибки за проход полок 2 и 3 л,-лo. ( . - g.,)-( которая для переходов 2, 3 и А рав9,11 и 12° нялась У , П и ТХ, что находится в пределах 5-14°. Угол подгибки полки внутрь 3 профиля в последнем пере ходе определялся конфигурацией готового профиля. В чистовых переходах 6-9 (N-V) подгибалась боковая стенка 6, смежная с полкой внутрь 3 профиля; ее углы подгибки fb- бьши определены по методу экспертных .оценок. Сумма моментов поперечных сил Р- относи- , тельно.центров тяжести поперечных сечений С; определялось по указанной формуле. Значения расстояний R, от поперечной силы Р до центра тяжести С поперечного сечения в чистовьк переходах определялись по чертежам. Величины поперечных сил Р., сумма моментов которых относительно центров тяжести поперечных сечений удовлетворяет указанному уравнению, определялись по методу экспертных оценок. Приложение поперечных сил Р- обеспечивалось калиброванными валками, вьшолненными так, что контактировали валки и профили в точках сопряжения мест изгиба 7 и 9 и боковой стенки 6. Профилирование производилось при значении диаметра нижнего валка, формующего горизонтальную стенку 4, равном DO 190 мм. Винтообразное скручивание готового профиля составляет до 0°20 на 1 м длины, что соответствует ГОСТу 8281-80. Предлагаемый способ изготовления позволяет повысить качество готовых профилей за счет уменьшения их винтообразного скручивания; расширить , сортамент, несимметричных гнутых профилей; сократить количество технологических переходов.
| Авторское свидетельство СССР по заявке № 3582691/25-27, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
