tpue.j
Изобретение относится к обработк металлов давлением и может быть использовано при производстве полых цилиндрических поковок типа колец и обечаек.
Цель изобретения - сокращение трудоемкости изготовления полых цилиндрических поковок.
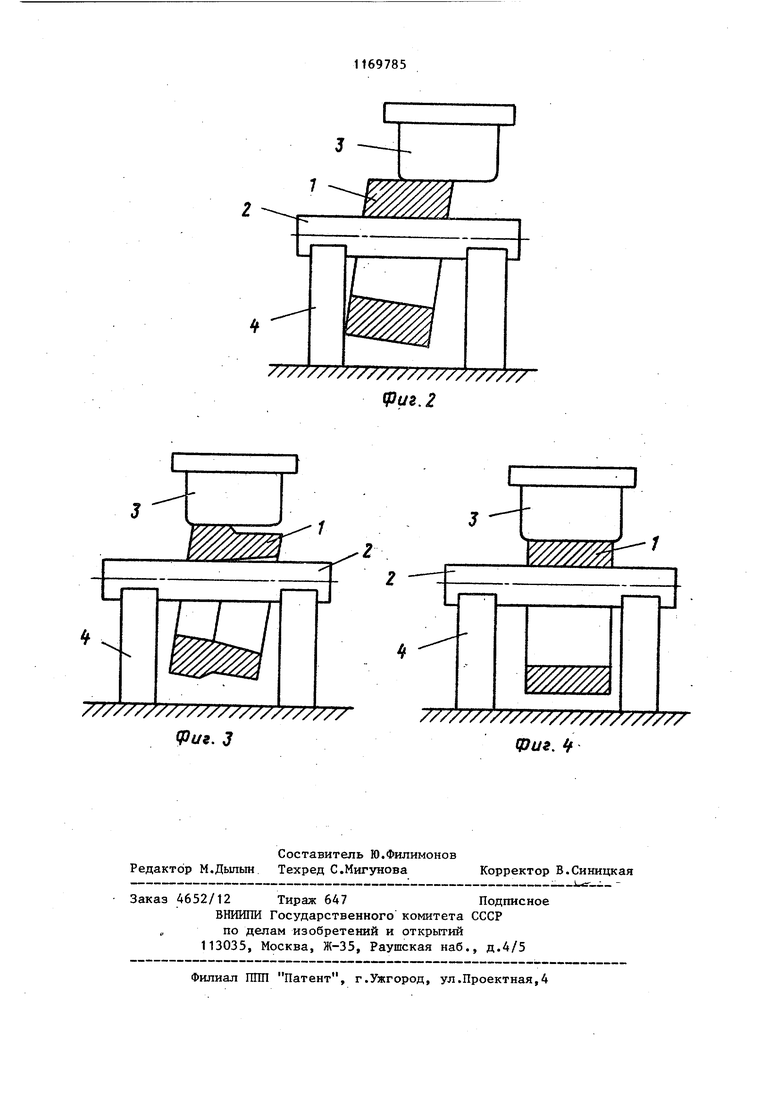
На фиг. 1 изображено положение заготовки в процессе раскатки до момента появления конусности; на фиг. 2 - заготовка перед исправлением конусности; на фиг. 3 - то же, после раскатки частью бойка кольцевыми участками на длине, равной половине высоты заготовки со стороны ее большего размера диаметра; на фиг. 4 - заготовка после исправлени конусности.
Прошитую заготовку 1 располагают на оправке 2 и раскатьгеают бойком 3 с перекрытием всей ее высоты до момента появления конусности.
После появления конусности поковку перемещают к стойке 4 со стороны меньшего диаметра и раскатывают частью бойка кольцевыми участками на длине, равной половине высоты поковки со стороны ее большего диаметра, с ее фиксированием относительно направления перемещения (фиг. 2). При обжиме половины высоты поковки 1 бойком 3 пр.есса заготовка стремится к наклону относительно направления перемещения бойка, но этому препятствует стойка 4.
После завершения раскатки поковки на первой стадии снимают фиксирование поковки относительно направ ления перемещения бойка путем перемщения ее в центр между стойками и осуществляют раскатку кольцевыми участками ее второй части со стороны меньшего диаметра. Приложение де
формирующего усилия на второй половине высоты поковки приводит к значительному наклону поковки и ее возврату к первоначальному вертикальному положению, так как в этом случае стойки не препятствуют повороту.
Пример. Поковку фланца с наружным диаметром 3685+36 мм, внутренним диаметром 2910+36 мм, высотой 1030±36 мм куют из слитка массой 57000 кг на гидравлическом прессе 15000 тс. Материал - сталь 20, масса поковки 36800 кг.
В первом выносе слиток биллетируют на диаметр 1480 мм и вырубают блок длиной 3050 мм.
Во втором выносе блок осаживают до высоты 1010 мм, прошивают отверстие полым.пропшвнем диаметром 700/400 мм и раскатывают, заготовку до внутреннего диаметра 1800 мм бойком шириной.1200 мм с перекрытием всей ее высоты. Раскатку прекращают в момент появления конусности. Далее поковку перемещают к стойке со стороны меньшего диаметра и раскатывают частью бойка кольцевыми- участками на длине, равной половине высоты поковки со стороны ее большего диаметра, с ее фиксированием относительно направления перемещения бойка.
После завершения раскатки поковки на первой стадии снимают фиксирование поковки относительно направления перемещения бойка путем перемещения ее в центр между стойками и осзтцествляют раскатку кольцевыми участками ее второй части со стороны меньшего диаметра. Приложение деформирующего усилия на второй половине поковки приводит к наклону поковки, возврату к первоначальному, вертикальному положению и устранению конусности.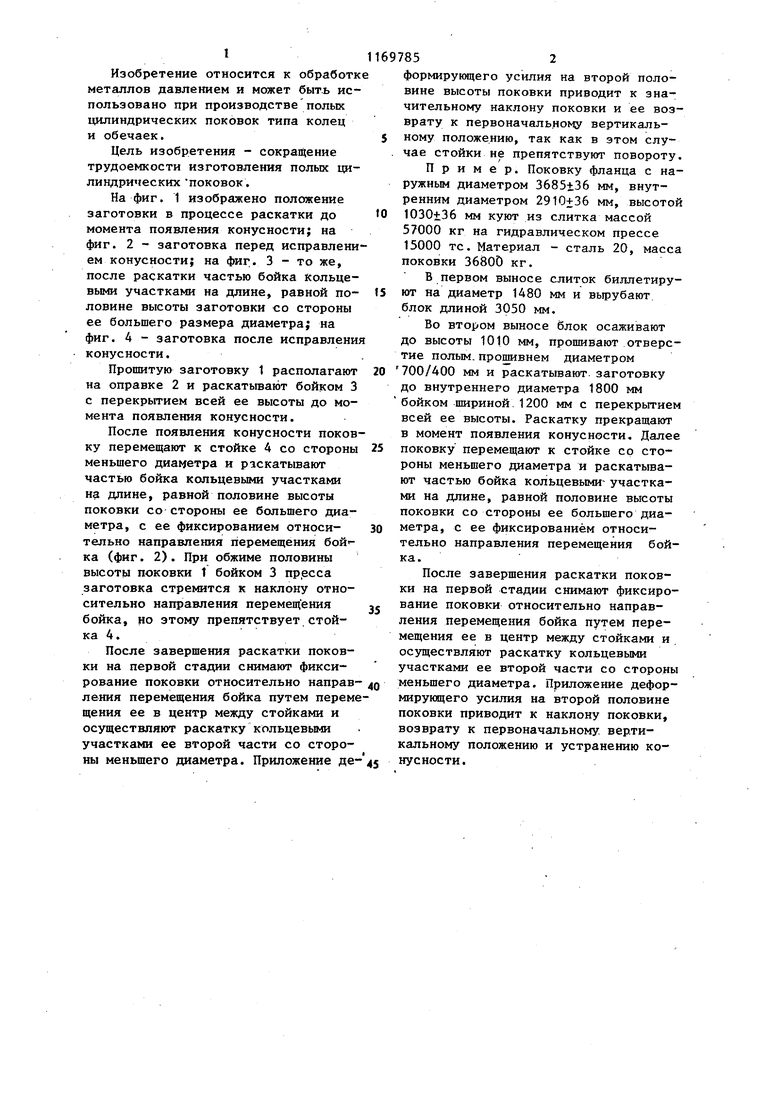
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления крупногабаритных пустотелых поковок | 1985 |
|
SU1382562A1 |
| Способ ковки полых поковок | 1983 |
|
SU1204309A1 |
| Способ изготовления поковок дисков | 1988 |
|
SU1579626A1 |
| ИНСТРУМЕНТ ДЛЯ РАСКАТКИ КОЛЬЦЕВЫХ ЗАГОТОВОК | 1994 |
|
RU2071861C1 |
| Способ раскатки полых цилиндрических заготовок | 1988 |
|
SU1620200A1 |
| Устройство для кузнечной раскатки кольцевых заготовок | 1991 |
|
SU1808454A1 |
| Способ изготовления полых цилиндрических поковок преимущественно ступенчатой формы | 1987 |
|
SU1447517A1 |
| Способ изготовления полых цилиндрических поковок | 1981 |
|
SU1017421A1 |
| Способ изготовления полых поковок | 1980 |
|
SU946763A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СФЕРИЧЕСКИХ ПОКОВОК | 2015 |
|
RU2601840C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЦИПИНДРИЧЕСКИХ ПОКОВОК, включающий установку полой заготовки на оправку, ее раскатку бойком с перекрытием всей высоты заготовки и исправление на поковке полученной конусности, отличающийся тем, что, с целью сокращения трудоемкости изготовления, исправление на поковке конусности осуществляют в две стадии, на первой из которых поковку раскатывают частью, бойка кольцевыми участками на длине, равной половине высоты поковки со стороны ее большего диаметра, с ее фиксированием относительно направления перемещения бойка, а на второй стадии снимают фиксирование поковки и раскатывают кольцевыми участками ее вторую часть с со стороны меньшего диаметра. сл с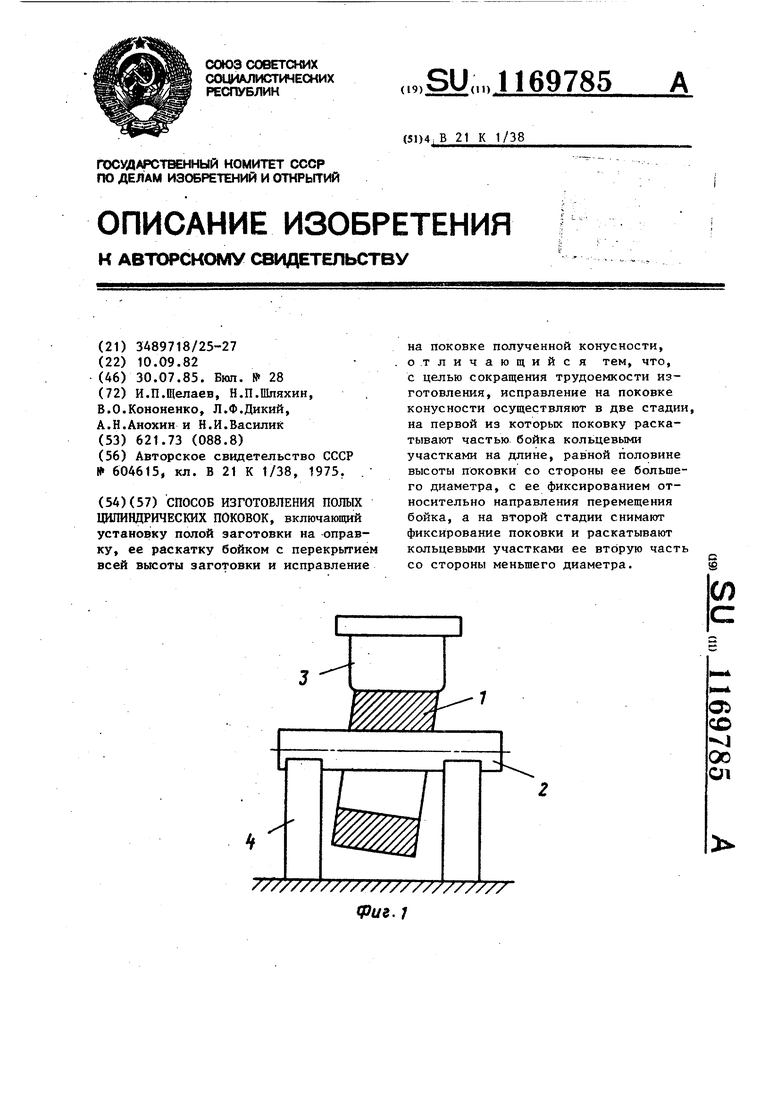
(Риг. 3
///////////////////////// фиг, fy
| Устройство для кузнечной раскатки полых поковок | 1976 |
|
SU604615A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| . | |||
