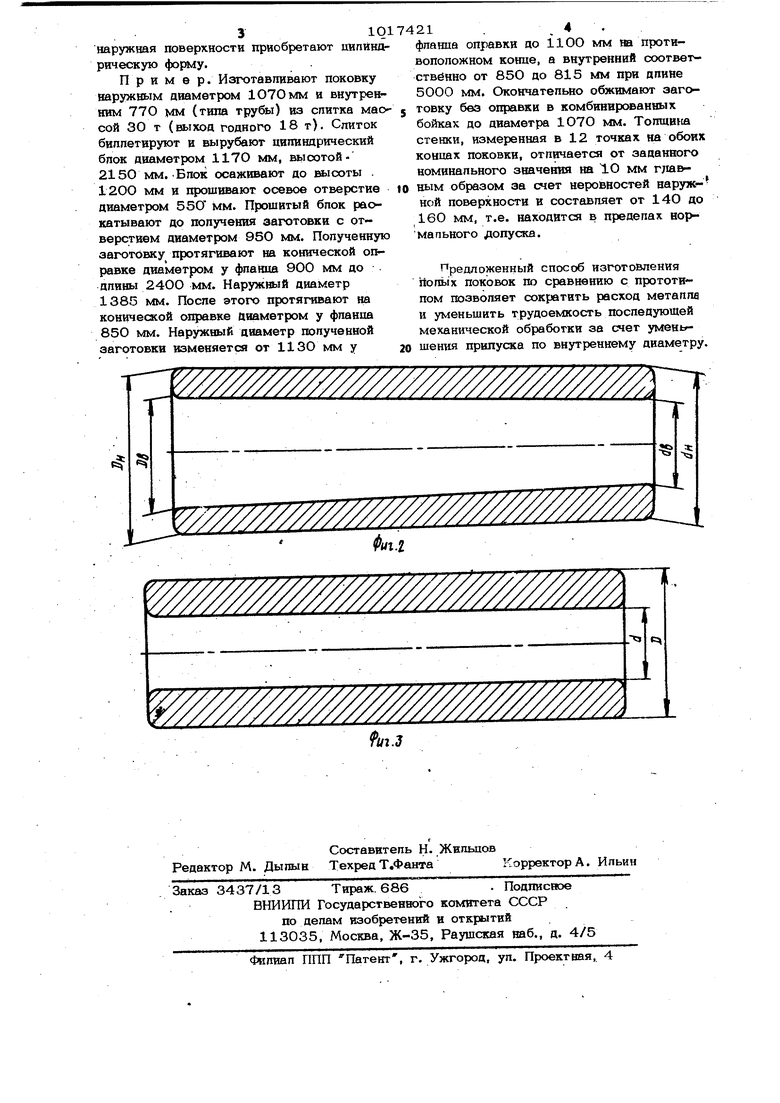
Изобретение огносится к обработке метаппов давпением и может быть иопопьзовано при производстве попых ципиндрических поковок типа труб. Известен способ изготовпенйя попых цилиндрических поковок типа труб, включающий прошивку, раскатку заготовки на ципиндрической оправке и протяжку на конической оправке fl. Недостатком известного способа изготовления цилиндрических полых поковок является -повышенный расход металла изза наличия конусной внутренней поверхности, обусловленной применением на по следнем выносе конусной оправки при фор мировании поковки. А это в свою очередь обуславливает увеличение трудоемкости последующей механической обработки при получении изделия. Целью изобретения является сокращение расхода металла и уменьшение трудоемкости последующей механической обработки. Указанная цель достигается тем , что согласно способу изготовления полых цилинярическик поковок,включающему прошив ку/ раскатку за1х)товки на цилиндрической оправке и протяжку на конической оправке, протяжкой на конической оправке формируют заготовку с конической наружной поверхностью и постоянной площадью поперечных сечений, равной площади поперечного сечения цилиндрической поко&ки, поспе чего осуществляют беэоправочный обжим ее до получения цилиндрической поковки. На фиг. 1 показана заготовка после протяжки на конической оправке (с ципи дрической наружной поверхностью); на фиг. 2 - заготовка с конической наружной поверхностью, полученная протяжкой на конической оправке; на фиг. 3 - ципиндрическая полая поковка. Способ осуществляется следующим образом. Осаженную и прошитую заготовку (не показано) раскатывают на ципиндрической оправке. Полученную цилиндрическую полу заготовку протягивают на конической оправке до получения ципиндрической заготовки с конической полостью (фиг. 1. Оправку для получения указанной заготов ки выбирают ближайщую по размерам к оправке для последующей протяжки, а наружный диаметр заготовки принимают исхоаяиастепн 1И вытяжки заготовки по йпине. Затем осуществляют вторую протяжку заготовки на конической оправке меньшего размере по диаметру, чем при первой протяжке, но наружной поверхности придают коническую форму (фиг. 2, где ивц,(3в- соответственно наружный и внутренний диаметры большего и меньшего торцов заготовки). Образукущиеся в результате применения обычных комбинированных бойков неровности на наружной поверхности заготовки не превышают половины стандартного допуска. Эту протяжку выполняют, например, следующим образом. Вначале конец заготовки у фпанца оправки проковывают на длине, равной ширине используемого бойка, до диаметра, который определяют из условия равенства площадей поперечных сечений заготовки и площади поперечного сечения ххэтовой поковки; ., где Б - наружный диаметр готовой поковки;а - внутренний диаметр готовой поковки;DO- диаметр оправки у фланца. После этого выполняют протяжку всей заготовки по направлению от конца оправки к ее фланцу. Внутренний диаметр переднего конца заготовки равен диаметру оправки на расстоянии от фпанпа, равном длине заготовки: e, где La - длина заготовки поспе ковки конца у фланца; - половина угла конуса оправки. Наружный диаметр этого конца заго- . товки определяют из условия равенства площадей сечений: ). в результате выполнения протяжки на конической оправке получают заготовку с конической внутренней и наружной поверхностями. Площади поперечных сечений Ё любом месте заготовки равны площади поперечного сечения готовой поковки. После этого удаляют оправку, а полученную заготовку обжимают без оправки в вырезных или комбинированных бойках . до заданного наружного диаметра поковки. Так как внутренняя поверхность заготовки свободна, а деформация сравнительно мала, удлинение при выполнении этой операции практически огсутствует, Поэтому стенки заготовки утолщаются при умень- : шении обоих диаметров, а внутренняя и
наружная поверхности приобретают ципИндрическую форму.
П р и м е р. Изготавпивают поковку наружным диаметром 1О70мм и внутренним 77О мм (типа трубы) иа спитка мао сой 30 т (выход годного 18т). Слиток биппетируют и вырубают цилиндрический блок диаметром 1170 мм, вь1сотой. 2150 мм. Блок осаживают до высоты . 12ОО мм и прошивают осевое отверстие диаметром 550 мм. Прошитый блок раскатывают до получения заготовки с отверстием диаметром 950 мм. Полученную заготовку протягивают на конической оправке диаметром у фланца 900 мм до длины 240О мм. Наружный диаметр 1385 мм. После этого протягивают на конической оправке Диаметром у фланца 85О мм. Наружный диаметр полученной заготовки изменяется от ИЗО мм у
фланца оправки до 1100 мм на противоположном конце, а внутренний соответственно от 850 до 815 мм при длине 50ОО мм. Окончательно обжимают заготовку без оправки в комбинированных бойках до диаметра 1070 мм. Толщина стенки, измеренная в 12 точках на обоих концах поковки, отличается от заданного номинального значения на 10 мм главным образом за счет неровностей наруж-ной поверхности и составляет от 140 до 160 мм, т.е. находится в пределах норма пьного допуска.
предложенный способ изготовления rtonbix поковок по сравнению с прототипом позволяет сократить расход металла и уменьшить трудоемкость последующей механической обработки за счет умень шения припуска по внутреннему диаметру. : /////////////////////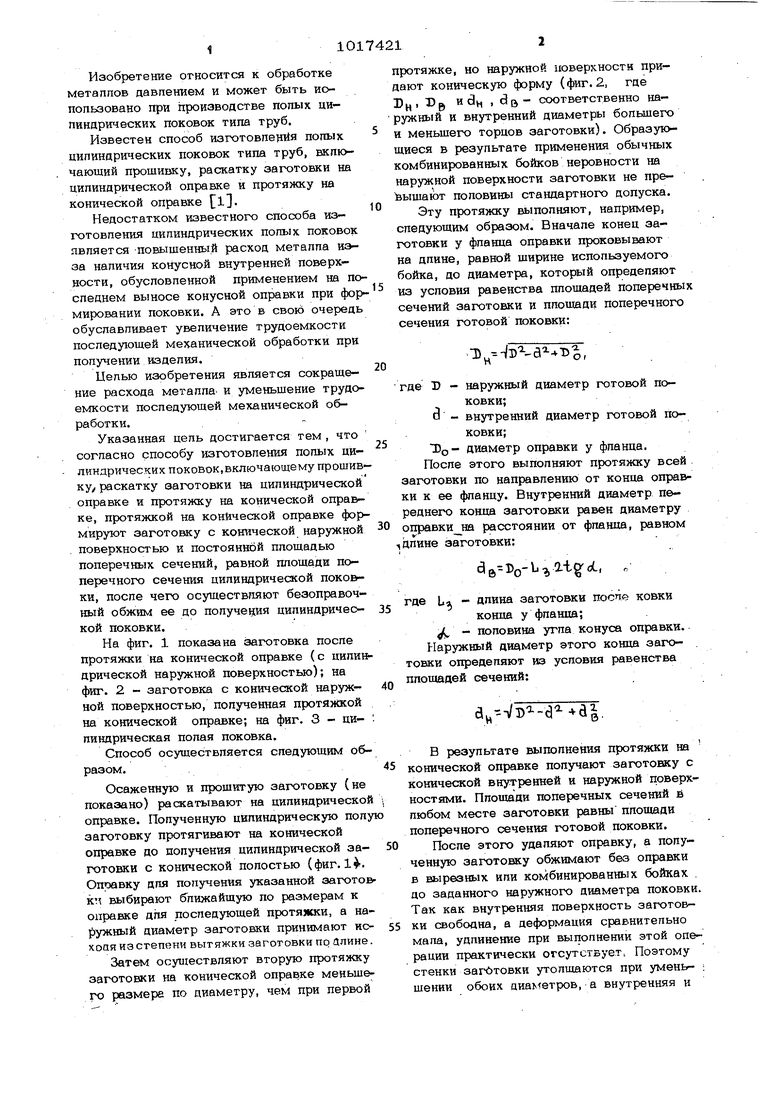
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления поковок дисков | 1988 |
|
SU1579626A1 |
| Способ изготовления полых цилиндрических поковок | 1982 |
|
SU1169785A1 |
| Способ получения крупных поковок | 1978 |
|
SU795691A1 |
| Способ изготовления полых конических поковок | 1988 |
|
SU1608006A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| Способ получения поковок коленчатых валов | 1988 |
|
SU1556806A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СФЕРИЧЕСКИХ ПОКОВОК | 2015 |
|
RU2601840C2 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1540917A1 |
| Способ изготовления кольцевых поковок | 1981 |
|
SU956123A1 |
| Способ изготовления крупногабаритных пустотелых поковок | 1985 |
|
SU1382562A1 |
СПОСЮБ ИЗГОТОВЛЕНИЯ ПО.ЛЫХ ЦИЛИНДРИЧЕСКИХ ПСЖОЕЮК, включающий прошввку, раскатку заготовки на цилиндрической оправке и протяж ку на конической оправке, о т п н ч а ю щи и с я темj что, с цепью сокрашег ния расхода метаппа и уменьшения тру доемкости последующей механической о&работки путем сокрашеция вепичины припуска по внутреннему диаметру поковок, протяжкой на конической оправке форми .руют заготовку с конической наружной поверхностью и постоянной площадью (воперечных сечений, равной ппошади похееречного сечения цилиндрической поков. ки, после чего осуществляют безоправочный обжим ее до получения пилиндричеокой поковки. S1 i iS9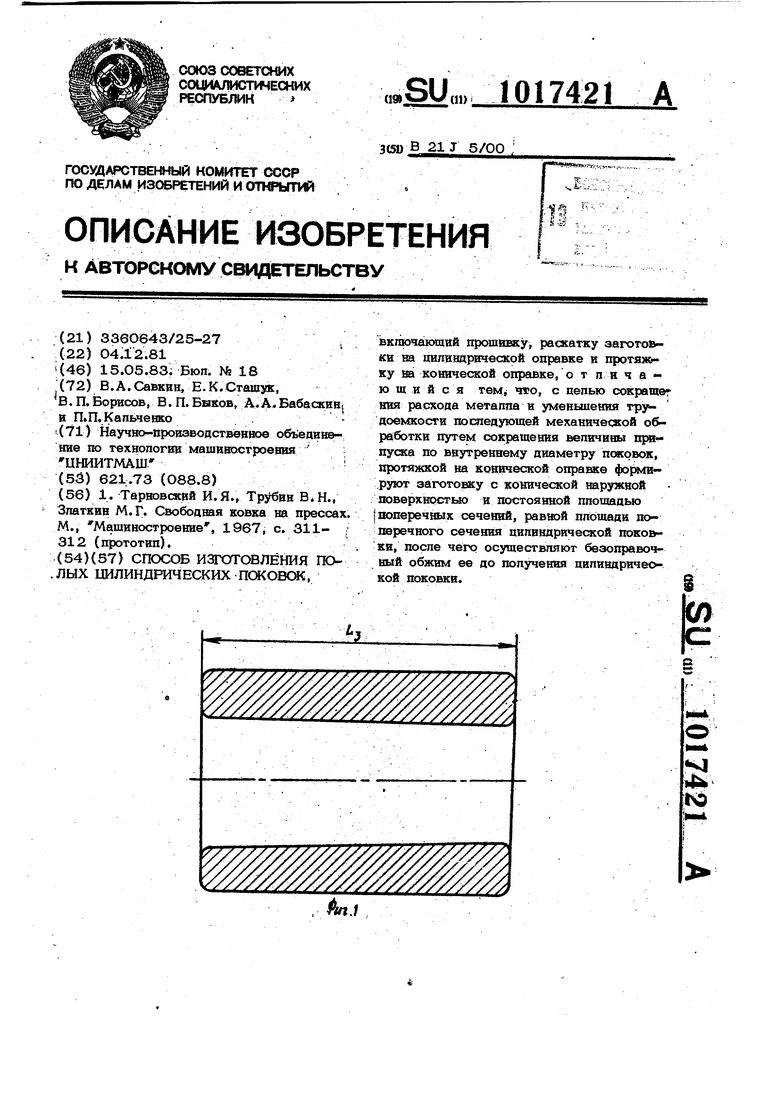
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Тарновсжвй И.Я., Трзгбвн В.Н., Зпаткив М.Г | |||
| Свободная ковка на прессах | |||
| М., Машиностроение, 1967, с | |||
| Способ приготовления массы для карандашей | 1921 |
|
SU311A1 |
