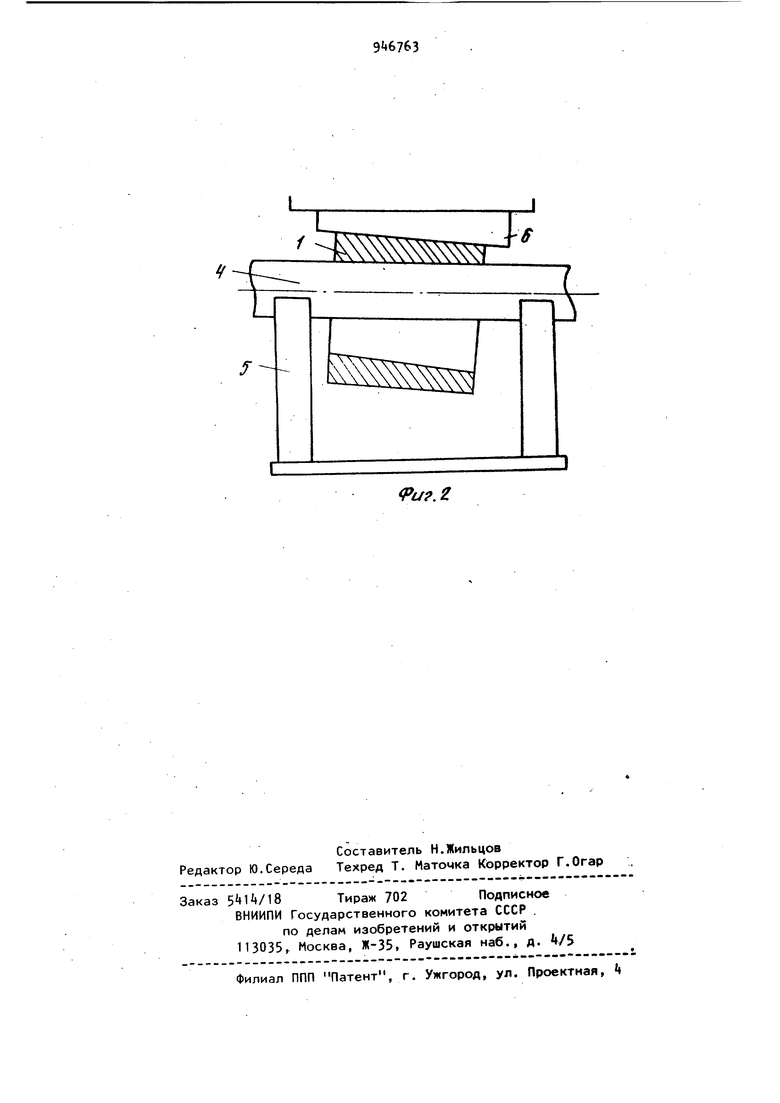
Изобретение относится к обработке металлов давлением, а именно к способам изготовления полых цилиндрических и конических поковок. Известен способ изготовления поковок, включающий осадку и прошивку заготовки, а также последующую раскатку ее на цилиндрической оправке 1. Недостатком известного способа изготовления полых поковок является то, что он не позволяет получать поковки, внутренняя поверхность которы конусная, т.е. с изменяющейся по высоте толщиной стенки. Для их изготов ления полученную известным способом цилиндрическую полую заготовку подв ргают дополнительно механической обработке, что приводит к повый|енному расходу металла и увеличению трудоемкости изготовления изделий. Указанная цель достигается тей, что в способе изготовления полых ПОКОВОК, при котором осуществляют осадку и прошивку заготовки, а также последующую раскатку ее на оправке, в процессе осадки и прошивки формуют полую заготовку с цилиндрической внутренней и конической наружной поверхностями, а раскатку на оправке производят бойком с наклонной относительно оси оправки рабочей поверхностью, при этом угол наклона рабочей поверхностибойка равен углу конусности наружной поверхности заготовки . На фиг.1 схематично изображена заготовка, размещенная в контейнере после осадки и прошивки; на фиг.2 процесс раскатки полученной заготовки. Способ осушествляют следующим образом. Исходный слиток обжимают известным образом до заданного размера, отрубают заготовку 1 необходимой длины.
которую затем устанавливают в обойму 2, имеющую конусное отверстие, конусность которого равна требуемой конусности отверстия полой поковки, осаживают и прошивают прошивнем 3.
Прошитую заготовку 1, имеющую конусную наружную поверхностьи цилиндрическое отверстие, одевают на круглую оправку А, которую устанавливают на стойки 5. и раскатывают между наклонным верхним плоским бойком 6 и круглой оправкой k. В процессе раскатки обжатия чередуют с поворотами заготовки 1 вместе с оправкой 4. При этом внутренняя сторона заготовки 1, прилегающая к оправке 4, станобится наклонной с конусностью, равной конусности верхнего бойка 6.
После достижения заданнц 1х размеров поковку снимают с оправки.
Предлагаемый способ изготовления полых поковок по сравнению с известными позволяет получать поковки с геометрией приближенной к детали, и, следовательно, снизить расход металла и трудоемкость механообработки .
Формула изобретения
Способ изготовления полых поковок, при котором осуществляют осадку и прошивку заготовки, а также последующую раскатку ее на оправке, отличающийся тем, что,с целью сокращения расхода металла и умень.шения трудоемкости изготовления изделий, в процессе осадки и прошивки- формуют полую заготовку с цилиндрической внутренней и конической наружной поверхностями,а раскатку на оправке производят бойком с наклонной относительно оси оправки рабочей поверхностью, при этом угол наклона рабочей поверхности бойка равен углу конусности наружной поверхности заготовки.
Источники информации, принятые во внимание при экспертизе
1. Охрименко Я.М. Технология кузнечно-штамповочного производства. М., Машиностроение, 1976, c.l89193, 250-251 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых цилиндрических поковок | 1981 |
|
SU1017421A1 |
| Способ изготовления полыхпОКОВОК | 1979 |
|
SU804152A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| Способ изготовления полых конических поковок | 1988 |
|
SU1608006A1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1540917A1 |
| Способ изготовления полых поковок | 1980 |
|
SU948513A1 |
| Способ изготовления полых конических поковок | 1981 |
|
SU1006032A1 |
| Способ изготовления полых поковок | 1979 |
|
SU863135A1 |
| Способ изготовления поковок дисков | 1988 |
|
SU1579626A1 |
| Способ изготовления кольцевых поковок | 1981 |
|
SU956123A1 |
/1./
