4 4
сл
Изобретение относится к обработке металлов давлением и может быть использовано при производстве ступечатых пустотелых длинномерных изде- ЛИЙ.
Цель изобретения - расширение тенологических возможностей путем обепечения раскатки длинномерных ступенчатых полых цилиндрических по- ковок.
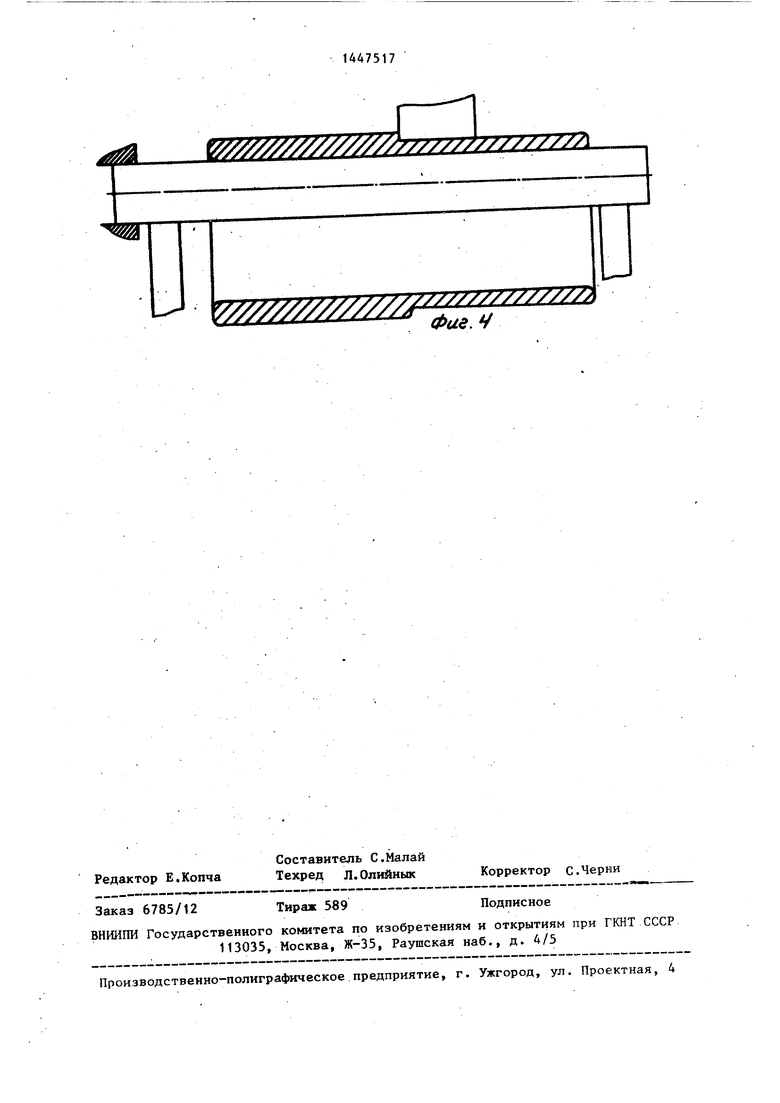
На фиг. 1 изображена полая ступенчатая заготовка после протяжки; на фиг. 2-4 - этапы исправления геометрических дефектов раскатанной з аготовки с помощью кольцевого выступа.
Способ осуществляют в следующей последовательности.
На оправке 1 бойками 2 и 3 про- тягивают полую заготовку 4 (фиг. 1) В процессе протяжки ее оснащают колцевым выступом 5, который располагают в зоне перехода ступеней. Длин выступа 5 не должна превышать длину раскатного бойка 6. Затем на оправке 7, установленной на козлах 8 и приводящейся в движение от кантователя 9, производят секционную раскаку заготовки бойком 6. Полученная при раскатке (фиг. 2) заготовка имеет искажения геометрических форм, а именно конусность, возникновению которой способствует ее ступенчатая форма. Затем обжимают оставшийся при раскатке выступ (фиг. 3 и 4). По мере раскатки выступа дефект исправляется и получается ступенчатое кольцевое изделие (фиг. 4) требуемой геометрической формы.
Исходный выступ 5, получаемый при протяжке перед раскаткой, может быть любой формы.
Выступами целесообразно оснащать не только ступенчатые, но и цилиндрические заготовки в зоне перехода обжатий бойками.
Пример. Полую цилиндрическую заготовку из стали 15Х2НМ1ФА с наружным диаметром 3,2 м, внутрен
O
5
0 5 О Q
5
5
ним - 1,46 м и длиной 2,75 м протянули в ступенчатую заготовку с кольцевым выступом в центральной зоне длиной 2 м и диаметром 2,8 м. Длина полученной заготовки 6,1 м., внутренний диаметр 1,44 м, наружные диаметры ступеней соответственно 2,4 и 1,9 м. Затем произвели секционную раскатку этой заготовки на оправке 1,4 м бойком длиной 2,6 м.
Полученная заготовка имела внутренний диаметр по центру 2,5 м, по краям 2,65 и 2,7 м, толщина стенок ступеней 220 и 400 м. Кольцевой выступ имел наружный диаметр 3,4 м. После его обжатия бойком и прогла- живания заготовки внутренний диаметр по всей длине полученного изделия равнялся 2,7 м.
Формула изобретения
1 . Способ изготовления полых цилиндрических поковок преимущественно ступенчатой формы, включающий раскатку бойком полой заготовки на цилиндрической оправке и исправление на поковке полученной конусности в две стадии, отличающийся тем, что, с целью расширения технологических возможностей процесса путем обеспечения раскатки длинномерных ступенчатых полых цилиндрических поковок,, длина ступеней которых превышает длину рабочей части бойка более чем в два раза, перед раскаткой осуществляют протяжку полой заготовки на цилиндрической оправке с образованием на ее наруясной поверхности кольцевого выступа, расположенного в зоне перехода ступеней, при этом максимальная длина кольцевого выступа не превьпиает длины раскатного бойка.
2. Способ по п. 1, отличающийся тем, что выступы выполняют в зонах границы смежных участков обжатий бойком.
тщ
Фаз. i
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскатки изделий вне зоны пресса | 1985 |
|
SU1402401A1 |
| Способ раскатки полых цилиндрических изделий | 1987 |
|
SU1447518A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| Пресс для раскатки обечаек | 1983 |
|
SU1134279A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ПОКОВОК | 2011 |
|
RU2475330C1 |
| Устройство для кузнечной раскатки полых поковок | 1976 |
|
SU604615A1 |
| Способ изготовления крупногабаритных пустотелых поковок | 1985 |
|
SU1382562A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПОКОВОК КОВКОЙ | 2007 |
|
RU2369459C2 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1540917A1 |
| Инструмент для протяжки полых цилиндрических поковок | 1985 |
|
SU1400746A1 |

Изобретение относится к обработке металлов давлением и может быть использовано в производстве ступенчатых полых длинномерных изделий. Цель - расширение технологических возможностей путем обеспечения.раскатки длинномерных ступенчатых полых цилиндрических поковок, длина ступеней которых превышает длину рабочей части бойка более чем в 2 раза. Перед раскаткой полой.заготовки осуществляют ее протяжку на цилиндрической оправке. При этом в зоне перехода на наружной поверхности заготовки оформляют кольцевой выступ. Длина выступа не превышает длины раскатного бойка. Выступ выполнен в зонах границы смежных участков обжатий бойком. Полученная при раскатке заготовка имеет искажение геометрических форм, которое исправляется при следующем обжатии кольцевого выступа. 1 з.п. ф-лы, 4 ил. W
V444v
т///////////////////.
8Фае. 2
ЙЙ
v///////////// i
Фие. J
V444v///.
////.
/
/////////////Z
Y/// ///////////
Фиг. V
| Устройство для измерения угловых и линейных перемещений | 1946 |
|
SU69785A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
