Изобретение относится к технологии судостроения,
Цель изобретения - повышение точности и уменьшение стоимости постройки судна.
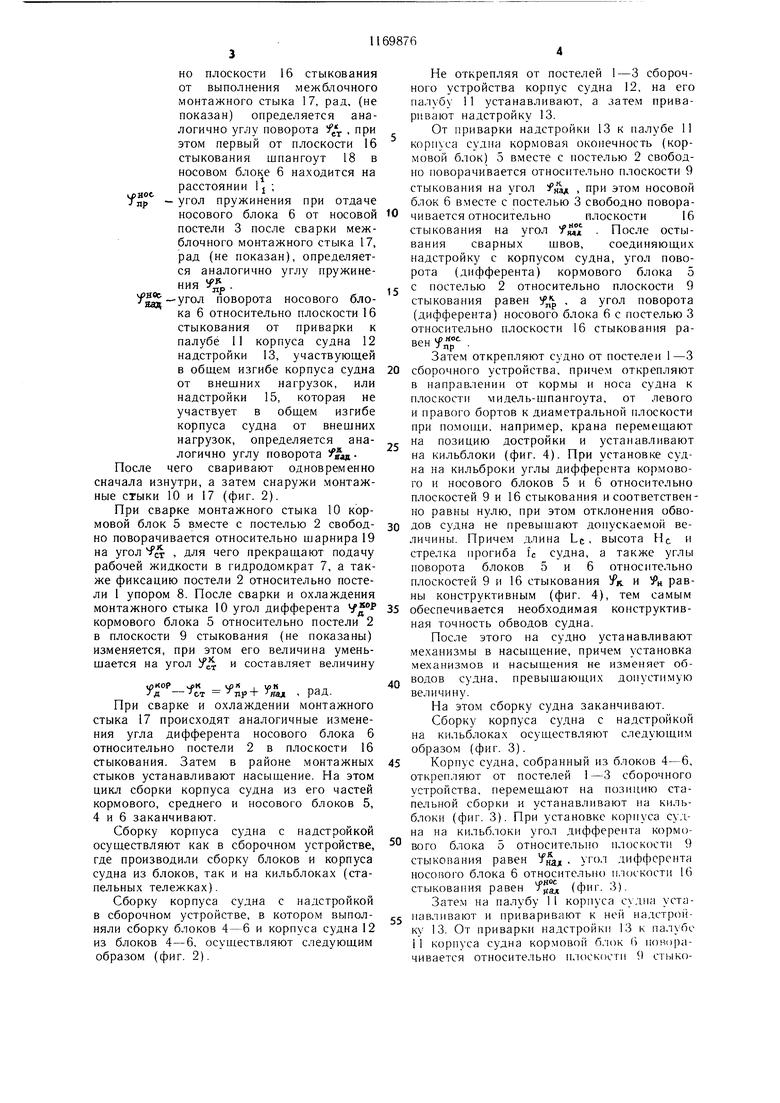
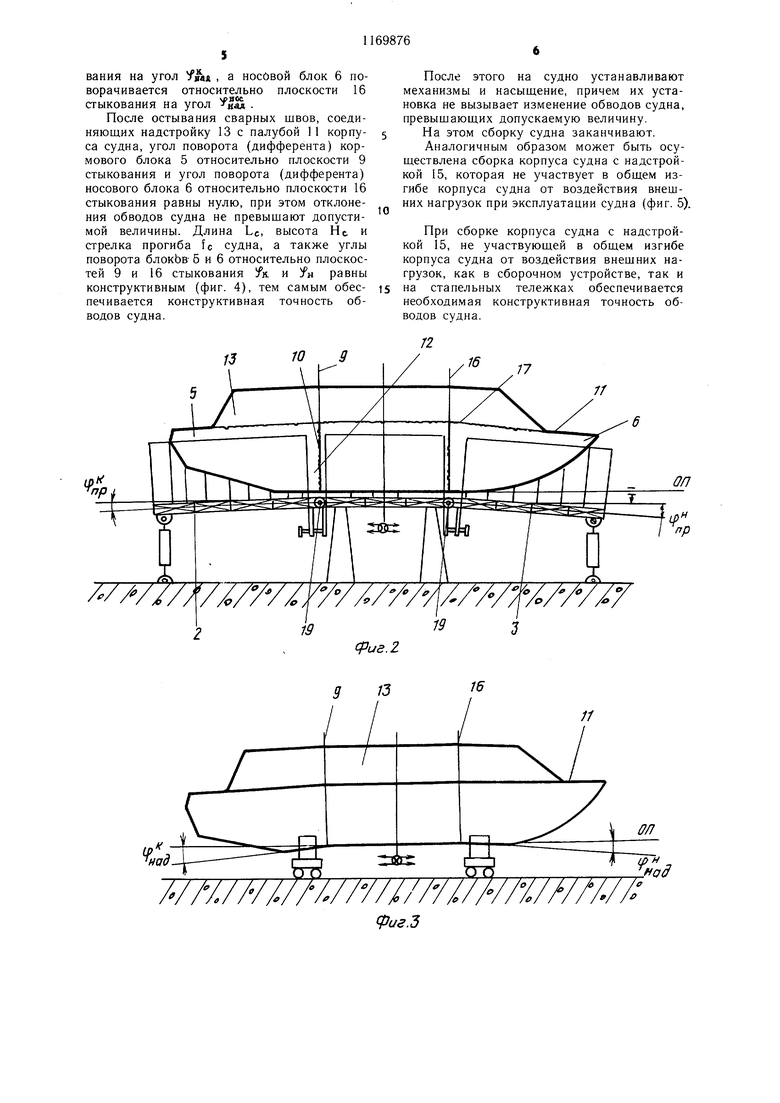
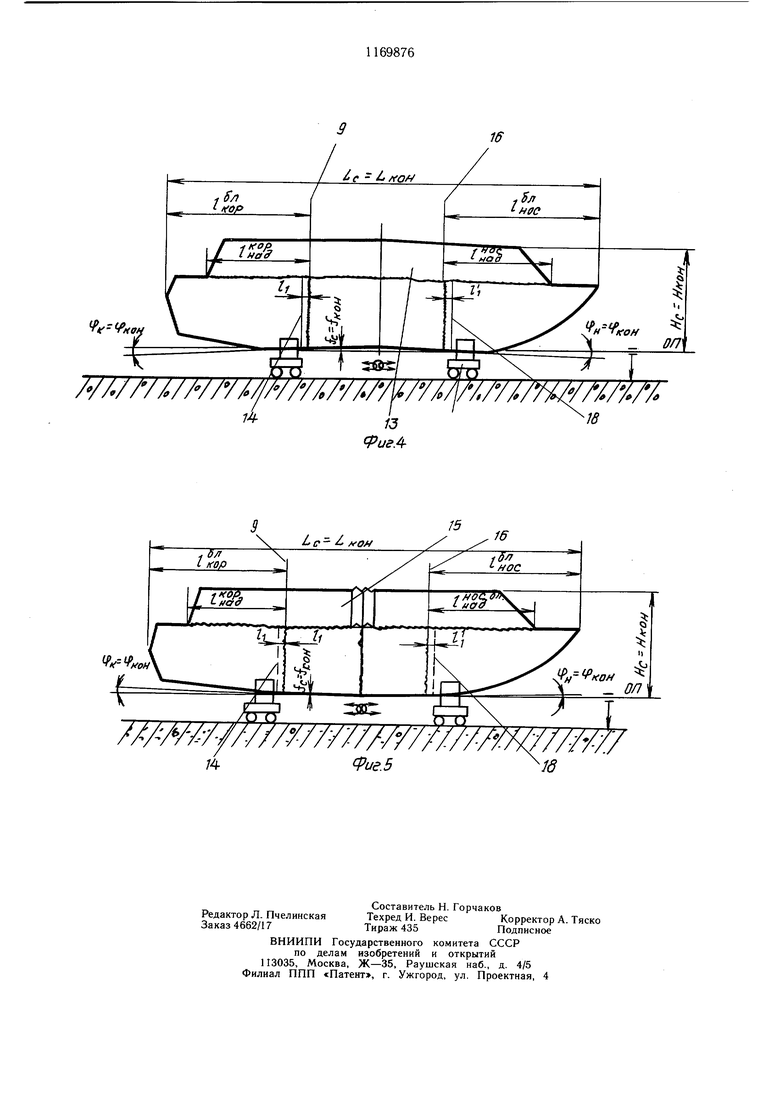
На фиг. 1 показана установка частей корпуса судна для сварки монтажных стыков; на фиг. 2 - сборка корпуса судна с надстройкой в сборочном устройстве; на фиг. 3 - то же, на стапельных тележках; на фиг. 4 - суднр, надстройка которого участвует в общем изгибе корпуса судна от внешних нагрузок, вид сбоку; фиг. 5 - то же, надстройка не участвует в общем изгибе корпуса судна от внешних нагрузок.
Сборку корпуса судна осуществляютследующим образом.
В средней 1 и боковых кормовой 2 и носовой 3 постелях сборочного устройства предварительно собирают средний (базовый) блок 4 и блоки 5 и 6 кормовой и носовой оконечностей одновременно.
Затем кормовой блок 5 совместно с кормовой постелью 2 при помощи гидродомкрата 7 устанавливают по отношению к среднему (базовому) блоку 4, закрепленному на постели 1, под углом дифферента yj° (фиг. 1). Положение кормового блока 5 относительно базового блока 4 фиксируют при помощи упора 8. Носовой блок 6 совместно с постелью 3 при помощи гидродомкрата 7 устанавливают по отношению к базовому блоку 4 под углом дифферента (фиг. 1). При этом его положение фиксируют при помощи упора 8.
При установке блоков 5 и 6 кормовой и носовой оконечностей относительно базового блока 4 обеспечивают сварочный зазор «а (фиг. 1).
Угол дифферента кормового блока 5 с постелью 2 относительно базового блока 4 может быть определен по формуле:
-4- f 4- VP пяп
д JtT Ч Jvuc РЗД где у -угол поворота кормового блока 5 с постелью 2 относительно плоскости 9 стыкования от выполнения межблочного монтажного стыка 10, рад; У,5 - угол пружинения при отдаче кормового блока 5 от кормовой постели 2, рад; fДд - угол поворота кормового блока 5 относительно плоскости 9 стыкования от приварки к палубе 11 корпуса судна 12 надстройки 13, рад.
Угол поворота кормового блока 5 с постелью 2 относительно плоскости 9 стыкования от выполнения межблочного монтажного стыка 10 может быть определен по формуле:v,/ jV«- Ij56t -J fi пяп
2ЕЭ
где бв -предел текучести материала
корпуса судна. Па;
Wj - момент сопротивления площади сечения корпуса судна в плоскости 9 стыкования, tt - расстояние от плоскости 9 стыкования до первого от нее шпангоута 14 в кормовом блоке 5, м;
- момент инерции площади сечения корпуса судна в плоскости 9 стыкования, Е - модуль упругости, Н/м. УГОЛ пружинения при отдаче кормового блока 5 от кормовой постели 2 может быть 5 определен по формуле:
«
где фп -масса кормовой постели 2, т; tfof-ot -длина кормового блока 5 корпуса судна, м.
Угол поворота кормового блока 5 относительно плоскости 9 стыкования от приварки к палубе 11 корпуса судна 12 надстройки 13, участвующей в общем изгибе корпуса судна от внешних нагрузок
(фиг. 4), может быть определен по формуле:
,рад,
где Wj - момент сопротивления площади сечения судна (корпус 0судна с надстройкой) в плоскости 9 стыкования, мд -длина надстройки от ее кормы до плоскости 9 стыкования, м; х -момент инерции площади сечения судна в плоскости 9 стыкования, м.
Угол поворота кормового блока 5 относительно плоскости 9 стыкования от приварки к палубе 11 корпуса судна 12 надстройки 15, не участвующей в общем 0 изгибе корпуса судна от внешних нагрузок (фиг. 5) может быть определен по формуле:
6,-w ear
PK -- Yf3f
-, рад.
5 где VVj -момент сопротивления площади сечения корпуса судна в плоскости мидель-щпангоута, м яад -длина кормового блока надстройки 15 от его кормы до плоскости 9 стыкования, м; 0у -момент инерции площади сечения корпуса судна в плоскости мидель-щпангоута, м. Угол дифферента носового блока 6 с постелью 3 относительно базового блока 4 С может быть определен по формуле: явс vOJioc . .,ее
..„f
УЯ Ует + fif + Т-, рад,
где TCT -угол поворота носового блос. ка 6 с постелью 3 относительно п.аоскости 16 стыкования от выполнения межблочного монтажного стыка 17, рад, (не показан) определяется аналогично углу поворота f , при этом первый от плоскости 16 стыкования шпангоут 18 в носовом блоке 6 находится на расстоянии 1J при отдаче - угол пружинения носового блока 6 от носовой постели 3 после сварки межблочного монтажного стыка 17, рад (не показан), определяется аналогично углу пружинения . У| -угол поворота носового блока 6 относительно плоскости 16 стыкования от приварки к палубе 11 корпуса судна 12 надстройки 13, участвующей в общем изгибе корпуса судна от внешних нагрузок, или надстройки 15, которая не участвует в общем изгибе корпуса судна от внешних нагрузок, определяется аналогично углу поворота faat, После чего сваривают одновременно сначала изнутри, а затем снаружи монтажные стыки 10 и 17 (фиг. 2). При сварке монтажного стыка 10 кормовой блок 5 вместе с постелью 2 свободно поворачивается относительно шарнира 19 на угол , для чего прекращают подачу рабочей жидкости в гидродомкрат 7, а также фиксацию постели 2 относительно ностели 1 упором 8. После сварки и охлаждения монтажного стыка 10 угол дифферента У кормового блока 5 относительно постели 2 в плоскости 9 стыкования (не показаны) изменяется, при этом его величина уменьшается на угол У и составляет величину ,дкор к ол : Jp: -от - ПР+ яал рзд. При сварке и охлаждении монтажного стыка 17 происходят аналогичные изменения угла дифферента носового блока 6 относительно постели 2 в плоскости 16 стыкования. Затем в районе .монтажных стыков устанавливают насышение. На этом цикл сборки корпуса судна из его частей кормового, среднего и носового блоков 5, 4 и 6 заканчивают. Сборку корпуса судна с надстройкой осуществляют как в сборочном устройстве, где производили сборку блоков и корпуса судна из блоков, так и на кильблоках (стапельных тележках). Сборку корпуса судна с надстройкой в сборочном устройстве, в котором выполняли сборку блоков 4-6 и корпуса судна 12 из блоков 4-6, осуществляют следующим образом (фиг. 2). Не открепляя от постелей 1-3 сборочного устройства корпус судна 12, на его палубу 11 устанавливают, а затем приваривают надстройку 13. От приварки надстройки 13 к палубе 11 корпуса судна кормовая оконечность (кормовой блок) 5 вместе с постелью 2 свободно юворачивается относительно плоскости 9 стыкования на угол f , при этом носовой блок 6 вместе с постелью 3 свободно повораплоскости16чивается относительно адд . После остыстыкования на угол f вания сварных швов, соединяюш,их надстройку с корпусом судна, угол поворота (дифферента) кормового блока 5 с постелью 2 относительно плоскости 9 стыкования равен . а угол поворота (дифферента) носового блока 6 с постелью 3 относительно плоскости 16 стыкования равен «; Затем открепляют судно от постелей 1-3 сборочного устройства, причем открепляют в направлении от кормы и носа судна к плоскости мидель-шпангоута, от левого и правого бортов к диаметральной плоскости при помон;и. например, крана перемещают на позицию достройки и устанавливают на кильблоки (фиг. 4). При установке судна на кильброки углы дифферента кормового и носового блоков 5 и 6 относительно плоскостей 9 и 16 стыкования и соответственно равны нулю, при этом отклонения обводов судна не превышают допускаемой величины. Причем длина Lt, высота Не и стрелка прогиба fc судна, а также углы поворота блоков 5 и 6 относительно плоскостей 9 и 16 стыкования /к. и VH равны конструктивным (фиг. 4), тем самым обеспечивается необходимая конструктивпая точность обводов судна. После этого на судно устанавливают механизмы в насыщение, причем установка механизмов и насыщения не изменяет обводов судна, превышающих допустимую величину. На этом сборку судна заканчивают. Сборку корпуса судна с надстройкой на кильблоках осуществляют следующим образом (фиг. 3). Корпус судна, собранный из б.локов 4-6, открепляют от постелей 1-3 сборочного устройства, перемещают на позицию стапельной сборки и устанавливают на кильблоки (фиг. 3). При установке корпуса судна на кильблоки угол дифферента кормового блока 5 относительно плоскости 9 стыкования равен над . угол дифферента HocoFioro блока 6 относительно плоскости 16 стыкования равен (фиг. 3). Затем на палубу 11 корпуса судна устанавливают и приваривают к ней надстрой ку 13. От приварки надстройки 13 к палубе - --- 11 корпуса судна кормовой блок 6 поворачивается относительно плоскости 9 стыкования на угол Умд , а носовой блок 6 поворачивается относительно плоскости 16 стыкования на угол надПосле остывания сварных швов, соединяющих надстройку 13 с палубой 11 корпуса судна, угол поворота (дифферента) кормового блока 5 относительно плоскости 9 стыкования и угол поворота (дифферента) носового блока 6 относительно плоскости 16 стыкования равны нулю, при этом отклонения обводов судна не превышают допустимой величины. Длина LC, высота Не и стрелка прогиба fc судна, а также углы поворота блокЬв- б и 6 относительно плоскостей 9 и 16 стыкования fx. и fa равны конструктивным (фиг. 4), тем самым обеспечивается конструктивная точность обводов судна. 3
95f/.J После этого на судно устанавливают механизмы и насыщение, причем их установка не вызывает изменение обводов судна, превыщающих допускаемую величину. На этом сборку судна заканчивают. Аналогичным образом может быть осуществлена сборка корпуса судна с надстройкой 15, которая не участвует в общем изгибе корпуса судна от воздействия внешних нагрузок при эксплуатации судна (фиг. 5). При сборке корпуса судна с надстройкой 15, не участвующей в общем изгибе корпуса судна от воздействия внешних нагрузок, как в сборочном устройстве, так и на стапельных тележках обеспечивается необходимая конструктивная точность обводов судна. /3
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки цилиндрической части корпуса судна | 1981 |
|
SU994328A1 |
| Способ сборки корпуса судна из алюминиевых сплавов и устройство для его осуществления | 1982 |
|
SU1024352A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУБЛОКА ЦИЛИНДРИЧЕСКОЙ ВСТАВКИ ДЛЯ СУДНА С ДВОЙНЫМ КОРПУСОМ И ПОВОРОТНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2460665C1 |
| Блок корпуса судна | 1980 |
|
SU944983A1 |
| КОРМОВАЯ ОКОНЕЧНОСТЬ ПОЛУПОГРУЖНОГО КРУПНОТОННАЖНОГО СУДНА | 2013 |
|
RU2537362C1 |
| Устройство для сборки блоков корпуса судна | 1983 |
|
SU1154141A1 |
| Способ монтажа на стапеле неподвижной насадки гребного винта | 1982 |
|
SU1039794A1 |
| Способ постройки судна | 1979 |
|
SU918169A1 |
| МОРСКОЙ СПАСАТЕЛЬ - НАУЧНО-ИССЛЕДОВАТЕЛЬСКОЕ СУДНО | 2015 |
|
RU2603818C1 |
| Устройство для центровки судов в доке относительно кильблока | 1978 |
|
SU680941A1 |
СПОСОБ СБОРКИ КОРПУСА СУДНА ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ по авт. св. № 1024352, отличающийся тем, что, с целью повышения точности и таеньшения стоимости постройки судна, угол дифферента между постелями с частями собираемого корпуса судна увеличивают с учетом угла их дифферента от изгиба собираемого корпуса судна по окончании сварки его частей с надстройкой, причем дополнительный угол дифферента изменяют в зависимости от включения надстройки в общий изгиб судна или исключения из него. (О С/) 05 СО 00 С5
| Способ сборки корпуса судна из алюминиевых сплавов и устройство для его осуществления | 1982 |
|
SU1024352A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
