1
Изобретение относится к технологическим процессам, а именно к химической технологии изготовления стротельных материалов, например многоцветных декоративных рельефных листов, и плит для наружной и внутренней облицовки, устройства кровли и ограждений.
Цель изобретения - снижение водопоглощения изделий.
Предлагаемьй способ обеспечивает получение многоцветных декоративных рельефных листов и плит с низким :водопоглощением, повышенной плот|ностью и лучшим качеством поверхности (непроницаемостью, морозостойкостью, коррозионной стойкостью),. с большим разнообразием рельефа и цвета по более простой технологии. Упрощение технологии заключается В исключении механической операции резания свежеотформовапной массы, отбора и удаления побочного продукта в виде смеси разноцветных состаВОВ, реализации одностадийного вместо двухстадийного процесса формования (непосредственно формования и прессования), сокращении времени изготовления посредством совмещения операций рельефообразования, формования и.получения гладкой и разноцветной декоративной поверхности, и формировании структуры и йрочностных свойств материала в один цикл с незначительной продолжительностью
Способ осуществляют следующим образом.
В 3 или более смесителей принудительного перемешивания (в соответствии с принятым количеством разноцветных слоев) загружают предварительно отдозированные мелкозернистый и/или дисперсньй (для нижнего слоя также и волокнистый) наполнители, дисперсные пигменты и пластифицированную серу, перемешивают в течение 5-9 мин.
В качестве пластификатора серы используют полистирол в количестве 2% от массы серы.
Для приготовления композиций с использованием дисперсных составляющих смесители принудительного перемешивания предпочтительнее, так как они обеспечивают высокую интенсивность воздействия и получение гомогенной смеси в течение непродолжительного времени (5-9 мин). При
9572
уменьшении дисперсности составляю- . щих, а также при применении волокнистых исполнителей время перемешивания до получения гомогенной массы увеличивается и составляет 7-9 мин. Температура исходных компонентов и смесей может быть равной температуре окружающего воздуха.
В форму, вьшолненную из листовой
стали с отогнутыми краями, образующими борта, укладывают нижний слой с волокнистым из рубленого стекловолокна наполнителем и еще два или более слоев разноцветных смесей. НижНИИ слой, армированный волокнистым материалом, является несущим. Каждый следующий -слой может быть тоньше или .толще нижележащего, а самьй верхний укладывается минимальной толщины,
обеспечивающей соответствующую степень укрытия и окраску поверхности. Б дальнейшем форму с уложенными в ней декоративными слоями нагревают до 387 К. При этом происходит плавление пластифицированной серы и обволакивание ею наполнителей с обеспечением, после остывания значительной прочности сцепления.
Форму с подогретой до 387 К массой устанавливают на нижнюю плиту формующей установки с температурой 343 К, немедленно нагружают ее верхней плитой с температурой 413 К с острыми рельефообразующими выступами -в течение 4 мин и давлении
0,03 МПа, затем охлаждают в течение 3 мин верхний слой до 343 К. Поднимают верхнюю плиту, снимают форму с отформованным и набравшим определенную прочность изделием и выдерживают для охлаждения до 303 К, распалубливают и используют по на значению. .
При установке формы с подогретой массой на нижнюю плиту и нагружении происходит постепенное охлаждение, уменьшение подвижности и структурообразование пластифицированной серы, находящейся в нижнем слое материала, и нагревание5 увеличение подвижности серы в верхнем слое. Одновременно происходит сжатие и уплотнение материала, смещение (разДвижка) острыми выступами рельефообразователя соответствующего. количества слоев-, что обеспечивает получение изделий с рельефной разноцветной декор&тив,ной и гладкой поверхностью. В резуль31
тате охлаждения в течение 2-3 мин верхнего слоя до 323-363 К формирзпотся структура и определенная прочг: ность, соприкасающегося с ней слоя изделий и некоторое смещение (отрыв) последнего относительно поверхности рельефообразователя. Это упрощает съем верхней плиты пресса. При последующем вьщерживании для охлаждения
699574
до 293-323 К изделия приобретают достаточные прочность и другие физико-механические свойства.
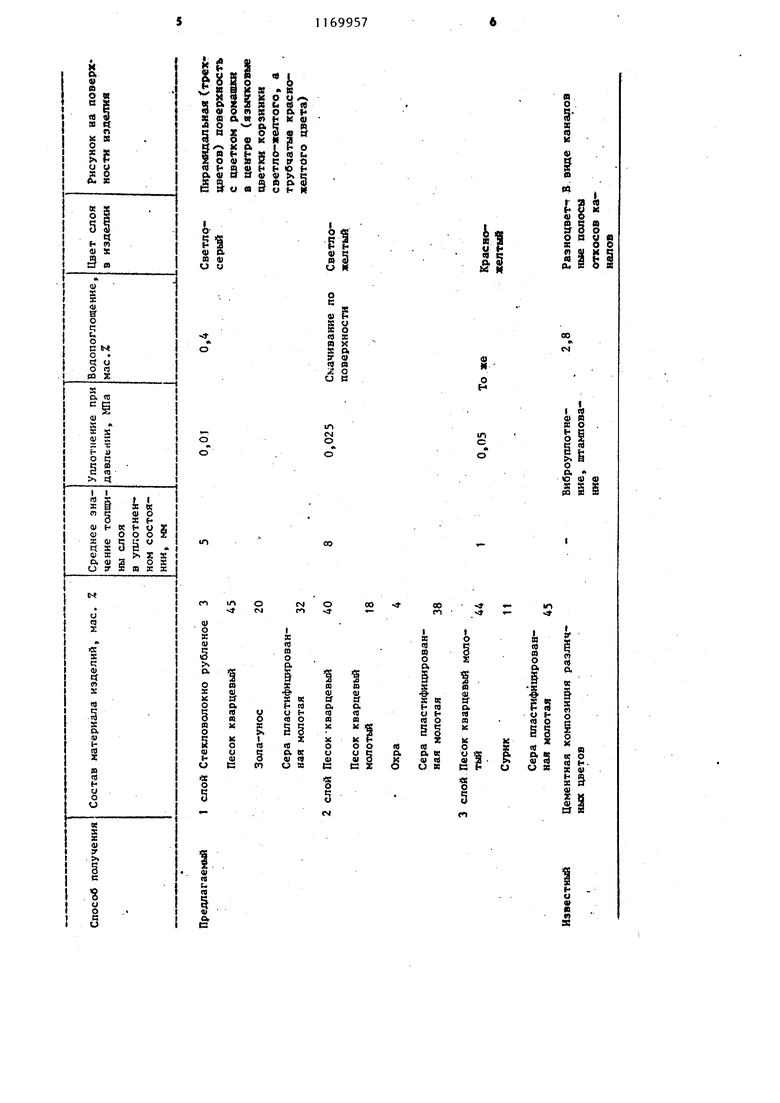
Приведенные в таблице данные о во5 допоглощении строительных изделий по известному способу и прототипу, свидетельствуют о получении практически водонепоглощаемого трехцветного материала с рельефной поверхностью.
7 11699578
Все операции по приготовлению сме- являются технологичными и более кратсей, укладке их в формы, нагрев,ковременными ипростыми пос авиению с.
обработка, охлаждение, распалубкаизвестными технологическими режимами.
СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРА ТИВНЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ, включающий перемешивание молотой серы с заполнителями и добавками, укладку полученной смеси в форму, формование- под пригрузом 0,010,05 Ша, прогрев и охлаждение изделия, о тличающийся тем, что, с целью снижения водопоглощения изделий, после послойной укладки смесь в форме разогревают до температуры плавления серы, а формование и прогрев осуществляйт путем охлаждения нижней поверхности издеi ЛИЯ до 323-363 К с одновременным наложением пригруза с рельефной (Л поверхностью, разогретого до 393431 К, вьщерживают в течение 3-5 мин, затем температуру разогрева пригруза снижают до 323-363 К в течение 23 мин с последующим съемом пригруза.
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Способ изготовления строительных изделий | 1981 |
|
SU1011590A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
