Изобретение относится к электроизмерительной технике и может быть использовано при сборке электроизмерительных приборов магнитоэлектрической и других систем.
Целью изобретения является автоматизация и сокращение времени сборки.
На чертеже изображена схема реализации способа. Способ осуществляется следующим
Isом. «
На электроиаюляционную ленту, фпример папиросною бумагу, наносят жидкий термопластичный клей (например ) на устройстве для нанесени жидкости на длинномерный метериал, сушат, Получают ленту-заготовку 1, имеющую с обеих сторон эластичную пленку толщиной 10-50 мкм и которую между технологическими операциями хранят и транспортируют свернутой в рулоны.
Затем штампом, вырубают базовые технологические отверстия 2 по краям ленты-заготовки с шагом d по всей длине ленты. Одновременно вьфубают часть контура прокладки 3 так, чтобы приклеенная к ней впоследствии собранная стрелка давала возможность окончательно вырубить прокладку. Перфорационные отверстия 2 закоординированы относительно прокладок 3. G помощью базовых отверстий производят | пошаговую транспортировку и укладку ленты на антиадгезионную .опору 4 механизмом подачи (не показан}. Антиадгезионная опора служит для исключения приклеивания ленты со сто-, РОНЫ, которая используется для i приклеивания к рамке.
После этого берут, из накопителя манипулятором с вакуумным держателем в виде горячего пуансона ориентированную стрелку 5 и приклеивают ее к ленте тепловым импульсом в течение 3-10 с, так чтобы температура кдеево пленки была, 150-200С, при давлении порядка . Режим склеивания тепловым импульсом определяется применяемым клеем. Приклеивание стрелок производят с заданнь1м ритмом в центре i контура вырубаемых Tipокладок, затем. ленту со стрелками без потери ориентации транспортируют в сборочное устройство.
После этого из ленты вырубают манипулятором с горячим вырубным,, пуансоном с вакуумным держателем прокладку 6 с приклеенной к ней стрелкой, извлекают собранный узел из ленты и приклеивают к рамке 7 тепловым импульсом с режимом, анаЛогичиьм предыдущему.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки и склеивания деталей | 1984 |
|
SU1214469A1 |
| Автомат для изготовления апертурных карт с рамками из липкой пленки | 1982 |
|
SU1214486A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕЛЬКИ ДЛЯ ОБУВИ И СТЕЛЬКА, ИЗГОТОВЛЕННАЯ ТАКИМ СПОСОБОМ | 2010 |
|
RU2532021C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ, В ЧАСТНОСТИ ЭЛЕКТРОДОВ ДЛЯ СНЯТИЯ ЭЛЕКТРОКАРДИОГРАММЫ | 1994 |
|
RU2105523C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ЛОПАСТИ НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА | 2019 |
|
RU2720124C1 |
| Способ изготовления блоков биполярных электродов химического источника тока | 1972 |
|
SU440726A1 |
| КОНСТРУКЦИЯ ШИРОКОПОЛОСНОГО РАДИОПРОЗРАЧНОГО ОБТЕКАТЕЛЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2722559C2 |
| Способ склеивания тонких деталей и устройство для его осуществления | 1989 |
|
SU1693282A1 |
| СТРУКТУРИРОВАННЫЙ КОНТАКТНЫЙ КЛЕЕВОЙ СЛОЙ | 2013 |
|
RU2611501C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ТЕРМОПЛАВКОГО КЛЕЯ НА СКЛЕИВАЕМЫЕ ИЛИ ПРИКЛЕИВАЕМЫЕ ПОВЕРХНОСТИ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ | 2004 |
|
RU2368634C2 |
СПОСОБ СБОРКИ ПОДВИЖНОЙ ЧАСТИ ЭЛЕКТРОИЗМЕРИТЕЛЬНОГО ПРИБОРА путем склеивания, отличающ и и с я тем, что, .с целью автоматизации и сокращения времегш сборки, на электроизоляционную лентУ наносят с обоих сторон штенку термопластичного клея, затем вьфубают- в ней часть контура прокладки, после чего ленту укладывают на антиадгезионнзто опору и приклеивают к ней собранную стрелку тепловым импульсом, затем вырубают из ленты прокладку с приклеенной к ней стрелкой и приклеивают с S ее к рамке тепловым импульсом. (Л с со ел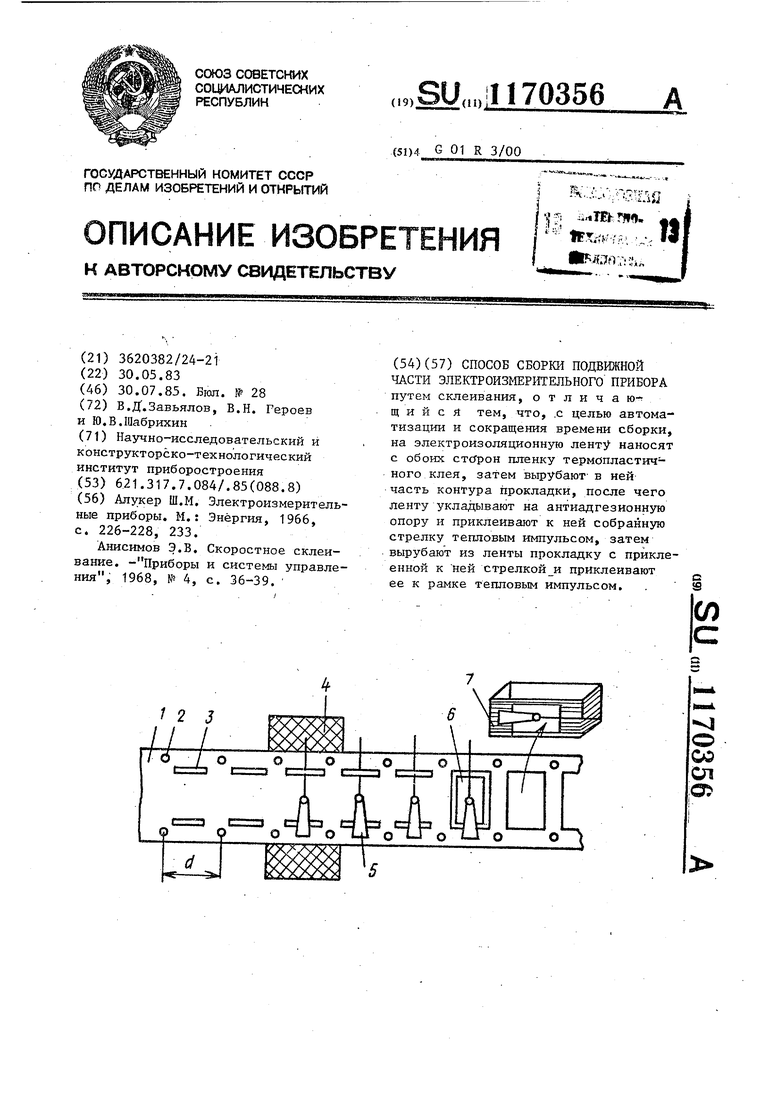
| Алукер Ш.М | |||
| Электроизмерительные приборы | |||
| М.: Энергия, 1966, с | |||
| Переносное устройство для вырезания круглых отверстий в листах и т.п. работ | 1919 |
|
SU226A1 |
| Анисимов Э.В | |||
| Скоростное склеивание, - приборы и системы управления, 1968, № 4, с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
